射出成形可能な木粉とプラスチックの複合材料「シムシーズ」
三宅 仁
アイ-コンポロジー株式会社、代表取締役
東京都品川区西大井1-1-2-206
1.はじめに
木粉とプラスチックの複合材料であるウッドプラスチックは、熱可塑性樹脂に細かく粉砕した木粉を高濃度で充填した材料である(図1)。

図1 ウッドプラスチックの原料から射出成形品まで
これまで木粉とプラスチックの複合材 (ウッドプラスチック、WPC)は、腐らない木材ということで公園施設やウッドデッキ板材で使われてきたが、いずれも「押出成形」用途であった。
海外の展示会に行くと、ウッドプラスチックの射出成形品の展示も見られるが、着色して臭気があるものが多い。
通常のウッドプラスチックは、溶融粘度が著しく大きいため射出成形に向かないといわれ、さらに高い温度では木材成分が熱分解されるため悪臭と焼けが発生して黒くなってしまうため射出成形は不可能とあきらめられていた。
当社は、これまで不可能とされていたこの射出成形可能な「ウッドプラスチック、シムシーズ」の製造技術を確立しまた。「シムシーズ」を用いた射出成形品は色相や臭気の点から従来のウッドプラスチックとは全く別物である。
2.従来のウッドプラスチックの問題点
木粉に限らず、樹脂にフィラーを大量に添加すれば、必然的に溶融粘度は著しく増大する。射出成形では短時間に狭い金型キャビティ内に溶融樹脂を充填するために押出成形よりも低粘度(高MFR)材料が好んで用いられている。その要求はウッドプラスチックを射出成形用途に用いる場合にも同様である。
一方、木粉を含めた大概の植物の主要成分であるセルロース、ヘミセルロース、リグニンは、図2のように200℃を超えると熱分解が徐々に始まり230℃を超えると分解が加速する。したがって、射出成形時の樹脂温度は200℃以下にする必要がある。
溶融粘度を下げるために樹脂温度を上げた場合、木粉の熱分解によるガスの臭気による作業環境の悪化、成形品の着色(褐色から黒)、金型や成形機のシリンダーの腐食が発生し、良品を連続生産することができなくなる。
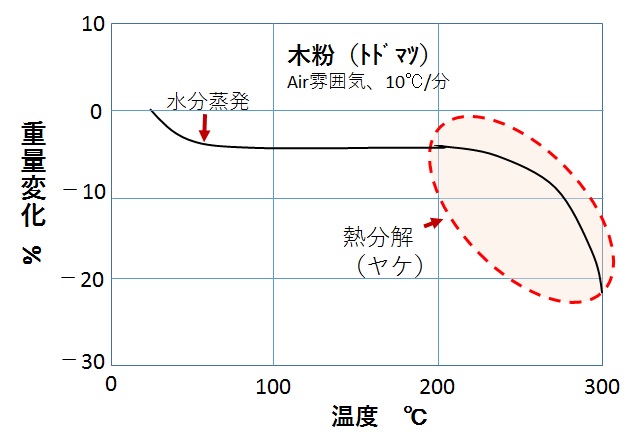
図2 木粉の熱分解挙動(熱天秤による加熱重量変化)
3.ウッドプラスチックにおける課題とその解決手法
実用に耐えるウッドプラスチックを開発するための課題は、木粉添加による溶融粘度の増大と樹脂温度の制限という二律背反の条件をクリアすることであり、コンパウンド自体の制限温度以下での溶融粘度を大きく低減させることが根本的な必要条件となる。
近年ポリマー加工の各分野で多くの技術進展があった。例えば、ベースポリマーでは高流動グレードの開発、添加剤分野では新規な相溶化剤や減粘材の開発、装置面では低エネルギー製造機の汎用化等である。
ここでは詳細について触れることはできないが、複合化技術や成形技術の創意工夫といった複合的な改善因子をうまく合体させることによって、奇跡的にウッドプラスチックの溶融粘度低減が実現できた。
その結果、不可能とみられていたウッドプラスチックの射出成形が、熱分解による臭いやヤケもなく汎用の射出成形機で可能になった。もちろん金型やシリンダーの傷みもなく通常の成形と同様にショット数を稼げることが確認された。
4.開発したウッドプラスチックの特長
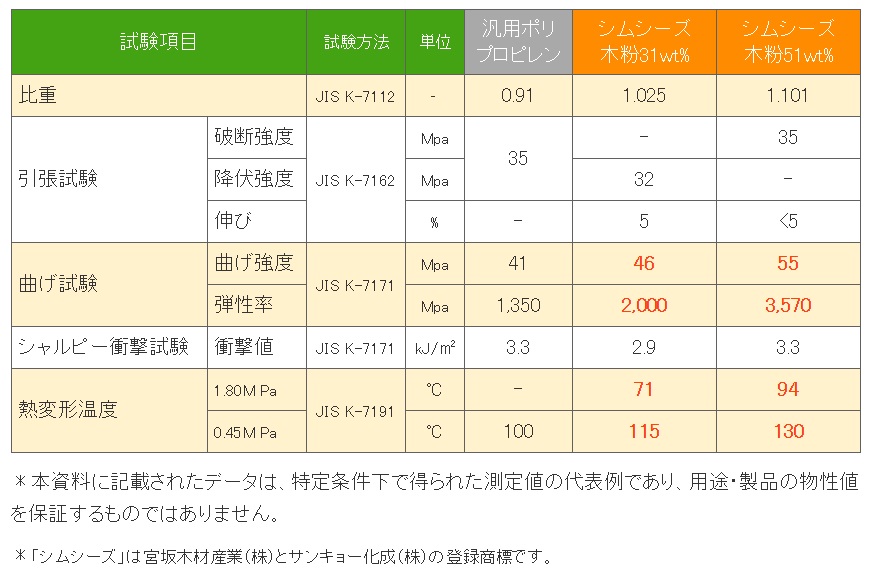
開発したウッドプラスチック(シムシーズ)の物性上の特長としては、フィラー複合材料の理論どおり表1に示すように、曲げ弾性率と熱変形温度の大きな向上が確認された。
表1 ウッドプラスチック「シムシーズ」の物性
木粉は粉にすることで木材細胞内の気泡相がつぶれてなくなるため、結果的にセルロース、リグニン等の剛直な有機物固体(木粉フィラーの正体)がポリマーの中に分散されることなり、理論どおり弾性率と熱変形温度が向上するものと考える。柔らかい木粉を添加することで樹脂が丈夫になるのかという一見不思議な見方をされることもあるが、そうではない。
また、木材の細胞気泡相がつぶれてなくなるため木質成分の真比重(1.2~1.3)が反映されることから、木粉含有率が増すほど得られるウッドプラスチックの比重はベースの樹脂よりやや増加する。具体的にはポリプロピレンの比重は約0.9であるが、木粉を51wt%含有したウッドプラスチックでは1.1程度に増加する。
無着色の場合、得られる成形品の色は木の色がそのまま反映されるが、顔料添加によって様々な着色が可能である。写真1は4種類の着色コンパウンドを射出成形した製品の例である。木粉の大き目の粒子が梨地のように浮き出て、独特のしっとり感・ぬくもり感が表現され多くのデザイナーに評判が良い。

さらに、一般に塗装や接着が困難とされているポリプロピレンをベースにした製品であってもウッドプラスチックにすると比較的容易にペイント塗装やその他の手法で表面デザインができること、さらに表面PPスキン層をサンディング等により取り除くことで、シアノアクリレート系をはじめ酢ビ系接着剤でも接着可能なことが分かった。
表面に木粉が露出されるため木工ボンドでも接着するものと理解しているが、PP樹脂同士では不可能とされていた接着が容易にできる不思議なPP系材料であるともいえる。
また、木質成分のセルロース等の分子表面にあるOH基への水分子の微量な吸着があるとみられることから、冬場の静電気発生がかなり抑制されるようである。
5.製品の仕様
適用可能なポリマーは、PP、PE、ABS、PS、PVC等が確認されている。射出成形用途を主に考えるとPP、ABSの用途が多く、ブロー成形ではPEも適する。押出成形も容易に行えるため従来のウッドプラスチック押出成形品の製造効率の概念を変える可能性を秘めている(流動性に優れ、生産速度を上げられる可能性がある)。
原料として使用する木粉の粒径は700μmアンダー(平均粒径で200~300μm程度)であり、サブミリの比較的大きな木粉粒子でも射出成形できることが確認されている。
標準のマスターペレット品として、ヒノキ間伐材木粉51wt%/PPベース(写真2)を用意しており、成形条件次第ではこのまま成形も可能であるが、適宜PP射出用ナチュラルペレットとドライブレンドすることにより、木粉含量51wt%以下の任意含量の成形が従来の汎用射出成形機及び金型で可能となる。

写真2 木粉を51%含むポリプロピレンのペレット外観
原料となる木粉の樹種は、ヒノキ、トドマツ、カラマツ、スギといった多くのものが使えるが、現在は本州で入手できて多くの特長を持つヒノキを中心に使用している。
6.製品例
6-1 イージーブリックTM

小型レンガ大の軽量(1個約80g)ブロック積み木であるが、インテリアあるいは子供用玩具として使用される。3色のアースカラーに着色している。
6-2 トレイ

右上の小型トレイは無塗装であるがそのほかのものは表面に木目調の塗装をかけている。左上の中型トレイは漆器の塗り技術で仕上げて高級感を持たせており、有名飲食チェーンで採用されている。
7.おわりに
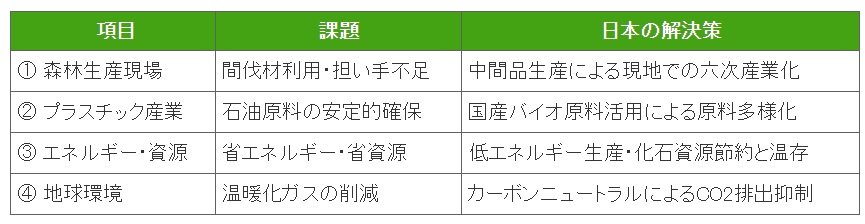
日本には豊富な森林資源があるが、森林の保全はコストや担い手不足などから置き去りにされつつある。この森林保全の際に出てくる間伐材を工業原材料と考えて有用な資源として使えたら、経済的にも循環が成立し、最終的には廃棄燃焼処理される際の二酸化炭素排出も抑制できるのではないか(表2)。
このサイクルをマクロに回せたら大きなイノベーションとして、やがて日本のみならず世界に広がりができないか。ほんの少しでも何かを子孫に残せるのではないかといった夢を持っている。
表2 ウッドプラスチックの環境・産業諸課題への効果