春山周夏
春山技術士CE事務所
部品サプライヤーは生産ラインの自動化が完璧にできないと生き残れない!!
何故か?!
人の作業には上手・下手、早い・遅いなどバラツキがあるため、失敗や生産計画未達などが生じてしまうことがある。これは作業者全員の残業でしかリカバーできない。残業が増えると集中力が落ち、不良品が増えてしまう。不良品が増えるとそのリカバーが増えてさらに残業が増えていくという負のスパイラルに陥ってしまう。
一旦負のスパイラルに陥ってしまうと抜け出すことが難しく、だんだんと作業者にゆとりがなくなり、その顔から笑顔が消えてしまう。この状態を放置しているとだんだんとヒヤリハットが増えてきて、そしてついには労働災害につながるだろう。
ところで、CSR調達という言葉を聞いたことがあるだろうか。CSR(corporate social responsibility)とは企業の社会的責任のことである。企業がその活動を行う際に法令順守は当然のこととして、人権や環境にも配慮することが求められる。今は調達先にCSR活動を求めることも当たり前の時代である。
CSR調達の具体的な例をいくつか見てみよう。
私たちのサプライチェーンの結びつきにとって、最も大切な要素は人です。
Appleのサプライチェーンの中心にいるのは、私たちの製品を作っている人たちです。Appleはサプライチェーンで働く人たちが教育を受ける機会や、キャリアアップのための機会を得られるように力を注いでいます。また、こうした人たちの権利が尊重され、彼らが尊厳を持って扱われる、安全で健康な職場が確実に提供されるように働きかけています。
「Apple社発行サプライヤー責任2018年進捗報告書より引用」
<強制労働>
・強制労働を行わない。
・全ての労働は自発的であること、及び、従業員が自由に離職できることを確実に保証する。
・雇用の条件として、パスポート、公的な身分証明書または労働許可証の引渡しを従業員に要求しない。なお、従業員は合法的に雇用されていなければならない
<安全・健康な労働環境>
・誰もが安心して働けるよう、職務上の安全・健康の確保を最優先とし、事故、災害の未然防止に努める。
・職場での健康増進活動や疾病予防の為の指導などを通じて、従業員の健康づくりを支援する。
「TOYOTA 仕入れ先CSRガイドラインより一部抜粋」
A.労働
労働者の人権を支持し、国際社会から理解されるよう、尊厳と敬意をもって接することをお願い致します。~略~
B.安全衛生
職場での負傷や疾病を最小限に抑制することに加えて、安全で健康な職場環境は、製品やサービスの質、製造の一貫性、従業員の定着や士気を高めるということを認識するようお願い致します。~略~
「Nikon社HPより引用」
私の経験で恐縮だが、従業員の安全確保がなされているかどうかの確認の一つとして避難訓練の予定と実績の提出を求められたこともある。
要するに従業員が生き生きと自発的に無理なく働けて、かつ健康と安全の確保がされている職場環境でなければ、いくら高品質・低コスト・短納期でものづくりができたとしても、そもそも調達先候補に選ばれない時代であるということだ。
これらの問題を解決する手段が自動化である。その具体的なメリットを[2.自動化メリットデメリット]でみていく。
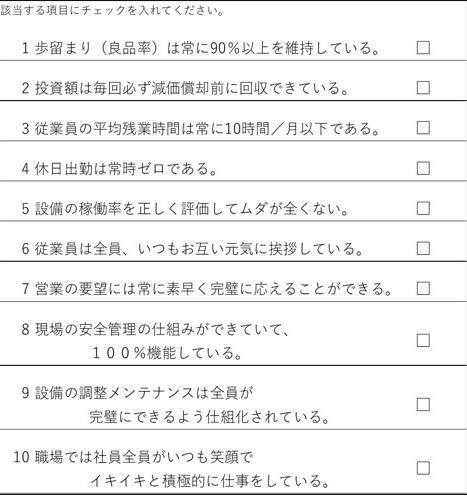
いや、うちは大丈夫。自動化できている。という方は図1に示す診断を一度やっていただきたい。
3個以上チェックが入らない場合は黄信号、1個もチェックが無い場合は赤信号である。
また、自動化の必要性は分かっているがどうすればいいのかわからない、一般論はいらない。という方は[3.理想の工場を実現する3つのステップ]からご覧いただきたい。
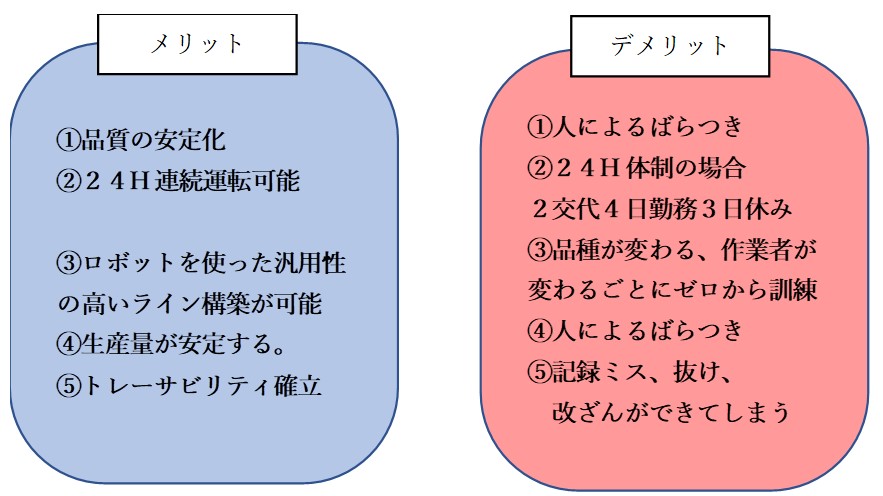
自動化を行った場合のメリット(うれしさ)と行わなかった場合のデメリット(痛み)を図2に示す。
①自動化のためにはまず作業者の動作を明確にし、判断内容を数値化しなければならない。
例えばねじ締め作業を完全に人がやっているのであれば、その動作は
仮締め⇒本締め⇒増し締め
の3つがあり、それぞれの締め付け力は作業者の経験にもとづく勘で判断することになる。
勘に頼っていた部分を数値化、基準値と閾値を設けて機械に置き換えることで、時間と場所を問わず常に一定の品質でものづくりができる。
②メンテナンス時間を除けば休憩が不要であるので24H運転が可能となる。
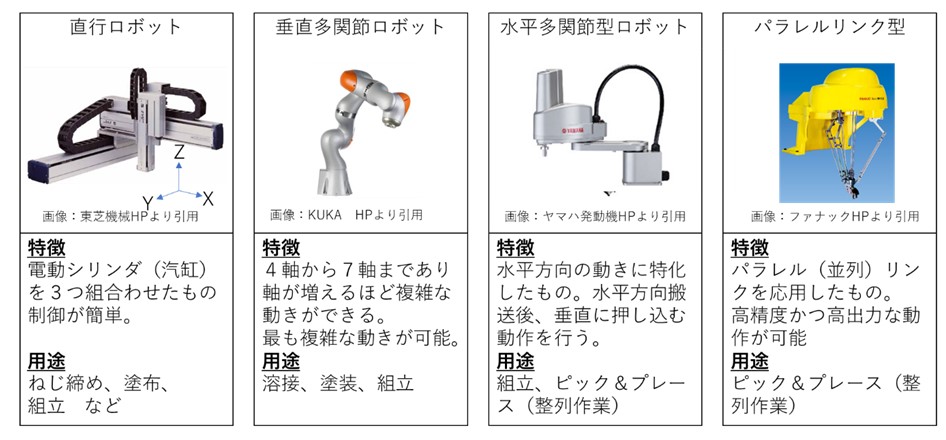
③図3に示すような各種ロボットを使い品種に合わせたプログラムを用意したり、ツールチェンジャーを使い品種に合わせたツール交換システムを構築したりすることで汎用性の高いライン構築が可能である。
④各自動機のサイクルタイムや歩留まりが安定するため生産量の見通しが正確に立てられる。
⑤数値化したものを記録することで人の手が介入しないデータが作成できる。
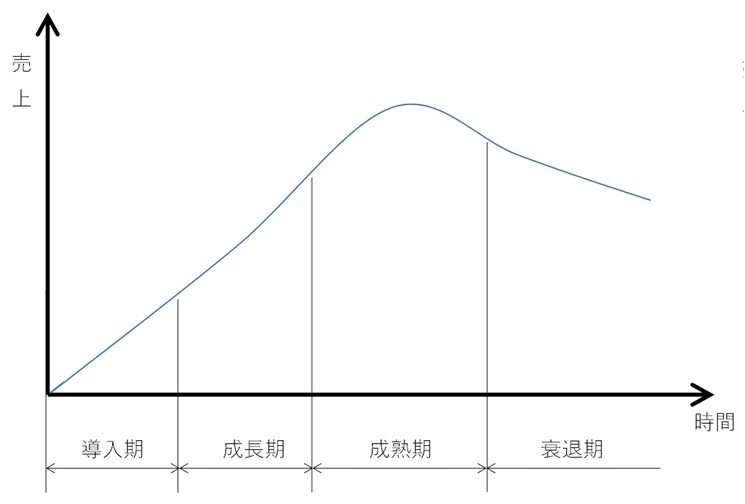
このような経験はないだろうか。お客様の製品が図4に示すように製品ライフサイクルの衰退期を迎えて注文量が減少したために注文量が激減したが、数カ月に一度のわずかな量の注文は途切れない。そして注文が来るたびに人員配置と設備の再調整を行って対応する。
このような場合は自動化のメリット③にあるように品種にあったプログラムとツールを用意すれば、衰退期の製品であっても簡単に対応することができる。
これらのメリットに対して多くの方が共感をしていただけるであろう。しかしながら、多くの中小企業では十分に自動化に取り組み、理想とする工場を実現しているとは言えない。
なぜだろうか。
それは世の中にあふれている情報の多くは抽象的な概念や一般論、あるいは自社事例のBefore/Afterが多く、これらの情報からは自社の実状にあわせた自動化の進め方が分からないからである。
例えば次のような説明を見たことが無いだろうか。
「IoTとはモノのインターネットのことである。」
「IoTの導入にはまずプラットフォームを構築することだ。」
「FAを実現すると人件費削減、不良撲滅、リードタイム短縮に効果あり!」
「スマート工場を実現する3つのポイント」
1.センサーデバイスを多用した見える化
2.IoTを利用した情報の管理
3.AIを利用した解析とフィードバック
など。
実はこれらの話には工場内を“完全に”自動化したり、工場間をネットワークでつないで連動したりすることが前提条件にある。このような話(情報)は工場の状態によっては全くかみ合わないことがあり、その結果いくらその情報を得ても具体的に自社でどうすればよいのかわからない状態になる。
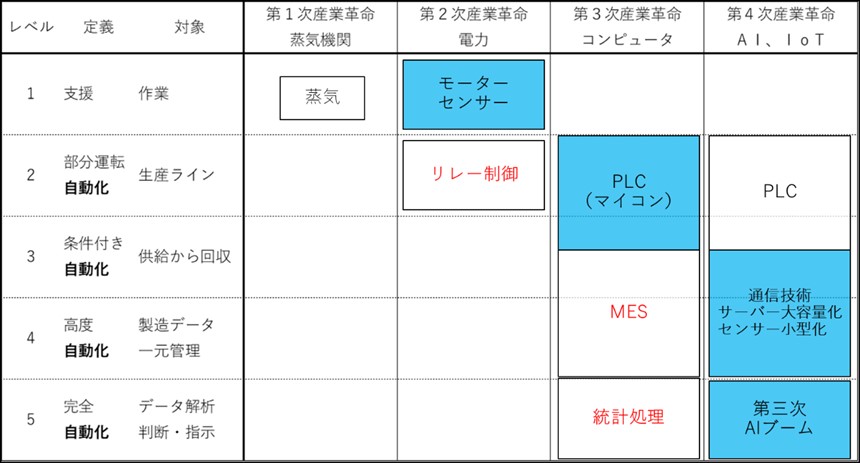
そこで[3.理想の工場を実現する3つのステップ]では自社の状態に合わせた自動化に取り組めるように、工場の自動化レベルを1~5に分けて診断し、レベルに合わせてステップアップしていき理想の工場を実現するための3つのステップとその具体例を提示する。
理想の工場を実現するためには3つのステップがある。
① 現状把握と理想像(なりたい姿)を設定する。
② ロードマップ作成 「短・中・長期のなりたい姿」を決める。
③ やることを明確化する。(アクション計画)
以下で1つずつ解説する。
工場自動化には図5に示すようにレベル1~5の5段階がある。まずは自社の工場がどのレベルにあるのかを判断し、次に最終ゴール=理想像を設定する。
*工場自動化レベルの詳細ついては「工場自動化のためのステップ」参照
図6に現状レベル1の工場に対しレベル5を目指すロードマップを提供した例を示す。
ここからさらに短期目標を細分化して担当を決めて次のステップにつなげる。
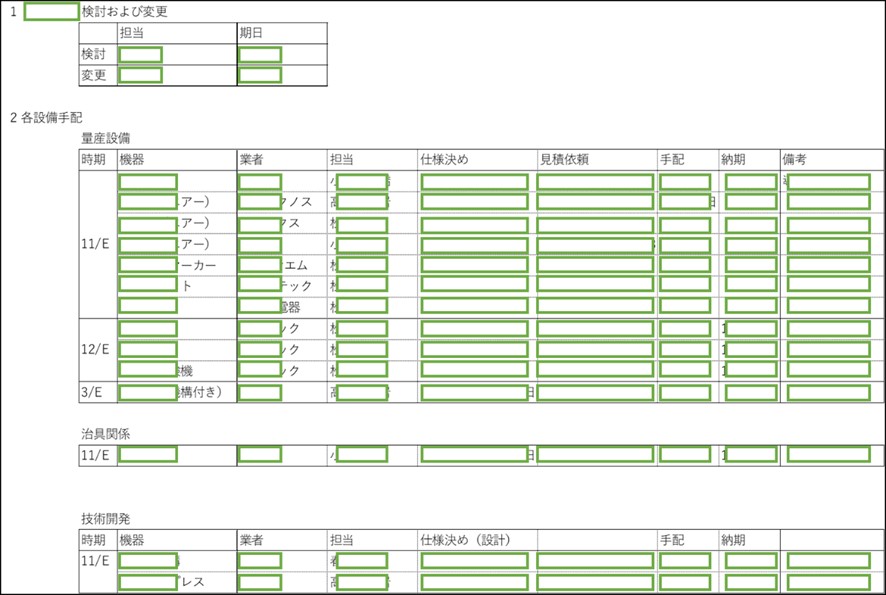
ロードマップで短期目標に掲げた項目をさらに誰が・いつ・何をやるのか書き出していく。
レベル2(作業支援)からレベル3(部分運転自動化)に移行した際に歩留まりが極端に悪くなることがある。少し表現を変えてみると、品質が良くなると思って自動機を導入したのに思ったほど良くならない。だけど導入した以上はダマしダマし使っている。ということがある。
主な原因として、次の3点があげられる。
①材料ロットのバラつきに機械が対応できていない。
②管理すべきデータが取得できていない。
③設計上の問題がある。
③に関しては該当部分を調査して対策を打てばよい。問題は①と②である。結論としてはフィードバック制御とフィードフォワード制御を確実に行えばよいのだが、そのためには「不足しているであろうデータ」を予測して収集する必要がある。
設備からデータを収集するためには
①設備自体で収集する。(センサーを後付けして制御プログラム更新する。)
②外部機器で収集する。
方法がある。それぞれ、①設備で収集するには設備を止めての改造が必要となる。②外部機器で収集したデータを設備に反映するためには、せっかくの自動機であるのに人の手を介在させる必要がある。この場合データの写し間違い、抜け、改ざんができてしまうといったデメリットが再度発生する。
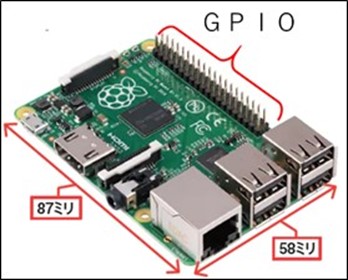
そこで機械系技術者でも学習すれば扱えるようになる制御機器の一つ、ラズベリーパイ(以下ラズパイ)を紹介する(図8)。ラズパイとは一言でいえば小型のPCである。
特徴として、
・GPIO(汎用入出力)を備えており、外部との入出力信号の通信が可能。
・アナログ入出力も可能。
・Wi-Fi通信を使った遠隔操作やモニタが可能。
これらの特徴により、図9に示すようにラズパイにセンサーからの入力を直接取り込む、あるいは端子台などを介してPLCとIO制御のやり取りをする一方で、LANを通じてPCからラズパイにアクセスすることで既設装置の制御系に手を加えることなく容易にデータ収集や機器制御と遠隔からの監視、制御が実現できる。
付録記事として、ラズパイの立ち上げ方とデジタル信号の入出力方法についてまとめているので興味がある方はそちらをご覧いただきたい。
<関連記事:成形現場ですぐにできるラズベリーパイを使った無線通信による機器制御>
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}