報告者:秋元英郎(秋元技術士事務所)
2015年10月7~9日にかけて、インテックス大阪において関西ものづくりワールド(主催:リードエグジビジョンジャパン㈱)が開催された。この展示会は、第18回関西設計・製造ソリューション展、第18回関西機械要素展、関西高機能素材ワールドから構成され、さらに関西高機能素材ワールドは第3回関西高機能フィルム展、第3回関西高機能プラスチック展、第2回関西高機能金属展から構成されている。
本報告は高機能プラスチック展に絞ってレポートする。本展示会には樹脂素材メーカーが多く出展し、ユニークな材料が観客を集めていた。
日本ポリプロブースでは、高透明PPの射出成形品、延伸ブロー成形品、パール調PPのブロー成形品、ウェルドレス・高転写PPの射出成形品が展示されていた。
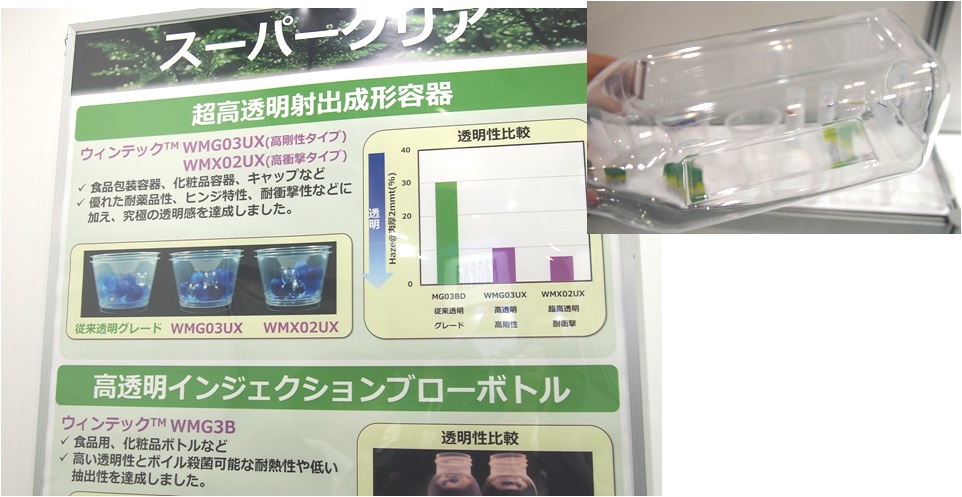
高透明PP(図1)はメタロセン触媒を用いたランダム共重合ポリプロピレンであり、共重合の組成分布を狭く制御することで透明性を高めている。
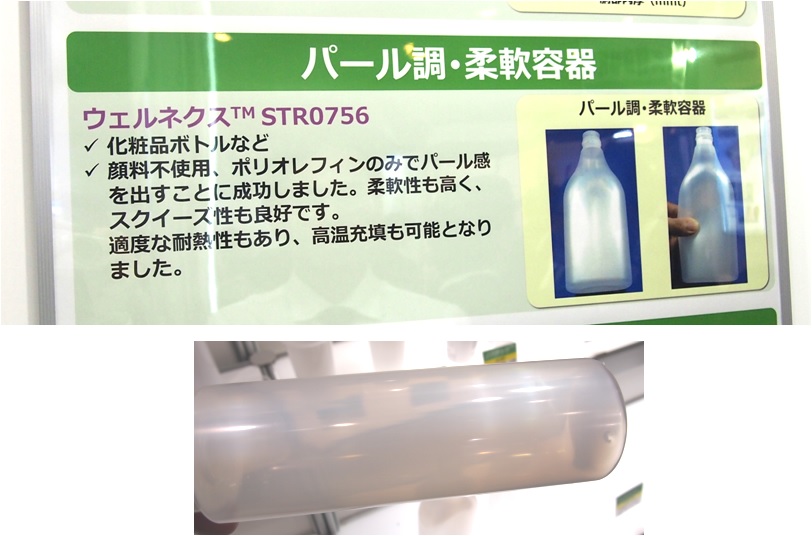
パール調PP(図2)は一切顔料を用いず、重合と成形のみで実現しているところが素晴らしい技術である。詳細の説明は無かったが、分子量の小さいエラストマー成分を持つ一種のリアクターTPO(重合工程でポリプロピレンとエラストマー成分を合成して得られるオレフィン系熱可塑性エラストマー)であり、延伸工程でエラストマー成分が薄い板状に引き延ばされてパール調を示すと考えられる。
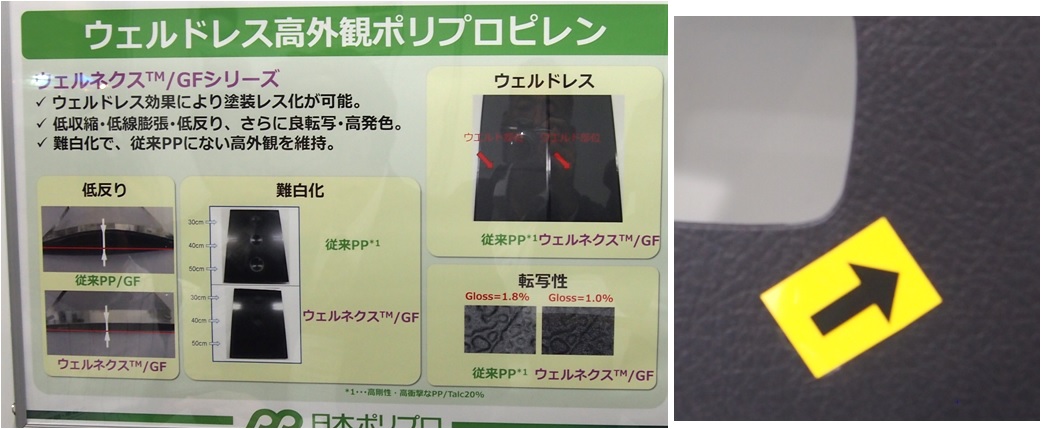
ウェルドレス・高転写PP(図3)は、メタロセン触媒によるランダム共重合体をベースとした複合PPで、結晶化速度を遅くする(最終的な結晶化度は十分なレベルにする)ことで、金型転写性を向上させた材料である。そのため、ヒート&クールを使わなくても高い金型転写性が得られる。
図1.高透明性PPの展示(左:説明パネル、右:射出延伸ブロー成形品)
図2.パール調PPの展示(上:説明パネル、下:射出延伸ブロー成形品)
図3.ウェルドレス・高転写PPの展示(左:説明パネル、右:射出成形品の開口部下流)
ダイセルポリマーのブースでは、長繊維強化熱可塑性樹脂プラストロンの展示を行っていた。特に炭素繊維タイプのプラストロンCFのフロントエンドモジュールが印象的である。図4に展示サンプルと説明パネルの写真を示した。
図4.炭素長繊維強化樹脂の成形品と説明パネル
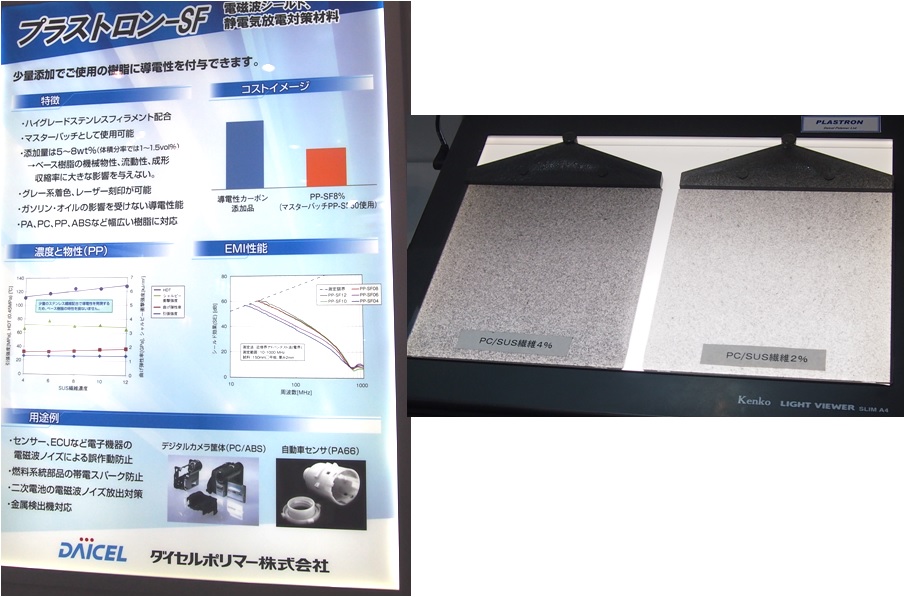
プラストロンの別なタイプのプラストロンSFはステンレスの長繊維を混ぜた材料であり、電磁波シールド性が有られる。図5には説明パネル(左)と成形品サンプル(繊維添加量が2%と4%)の写真をしめした。
図5.ステンレス長繊維強化タイプのプラストロンSFに関する展示 (左:説明パネル、右:成形品)
宇部興産はナイロン系材料とウレタン系材料を中心に展示していた。図6に高耐久性ウレタンアクリレート系コーティング剤の展示パネルの写真を示す。ワイヤーブラシで擦っても傷がつかない様子がわかる。
図6.高耐久性ウレタンアクリレート系コーティング剤の紹介パネル
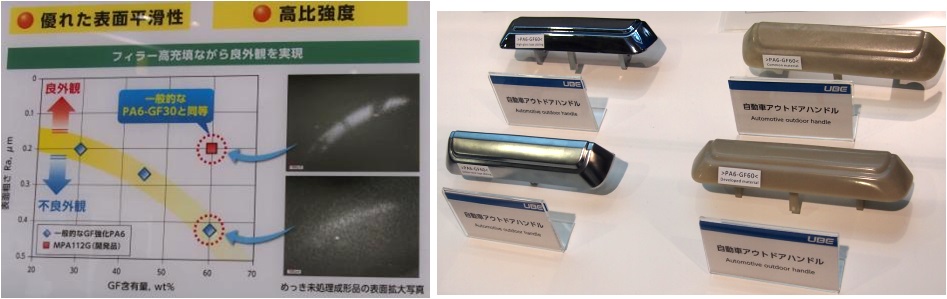
ナイロン樹脂の新しいタイプとして無電解めっき対応ポリアミドが展示されていた(図7)。この材料はベースナイロンの流動性が高く、ガラス繊維を60%添加しても成形品表面が平滑になり、めっき後の仕上がり品質が非常に高い。図7の右にある成形品のうち、右下は通常銘柄、右上は無電解めっき対応銘柄で、上の方が表面の平滑性が優れる。その両者に対してめっきしたものが左下と左上である。めっきすることにより成形品の平滑性がめっき後の品質に大きく影響している事が理解できる。
図7.無電解めっき対応ポリアミドの紹介パネル(左)と成形品(右)
カネカブースでは多くの開発製品を展示していた。例を挙げると、コアバック発泡PP用加工性改良剤(改質材)、PP接着用ホットメルト接着剤、紫外線硬化性柔軟材料等である。
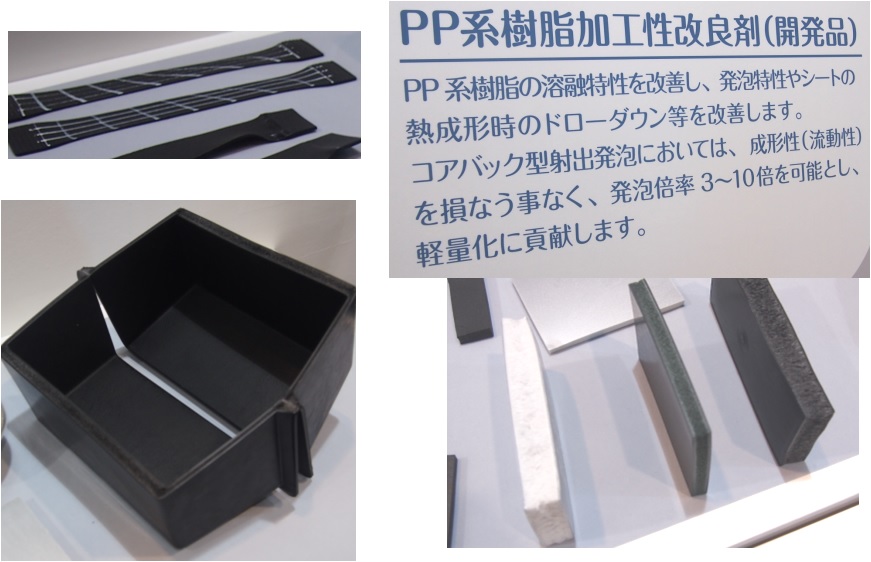
図8には発泡用加工性改良剤の紹介パネルと成形サンプルの写真を示した。この改質材をPPに添加することで延伸が均一に起こる(図8の左上)。また、溶融張力が高まることにより高倍率のコアバックにも気泡壁が裂けることなく追従する。おそらく、高メルトテンションPP系であろう。(カネカからは例えば、PPにラジカル開始剤存在下でイソプレンと反応させる特許が出願されている)
図8.PPの溶融特性を改質して高倍率のコアバック発泡が実現できる提案(カネカ)
PPは非常に接着し難い素材であるが、カネカが開発したホットメルト接着剤はペレット状で押出可能なホットメルトである。用途例としては、フィルム型のホットメルトに成形しておき、金属に熱ロールを用いて接着したのち、金型にインサートしてインサート成形によりPPと金属を一体化させることが可能である。
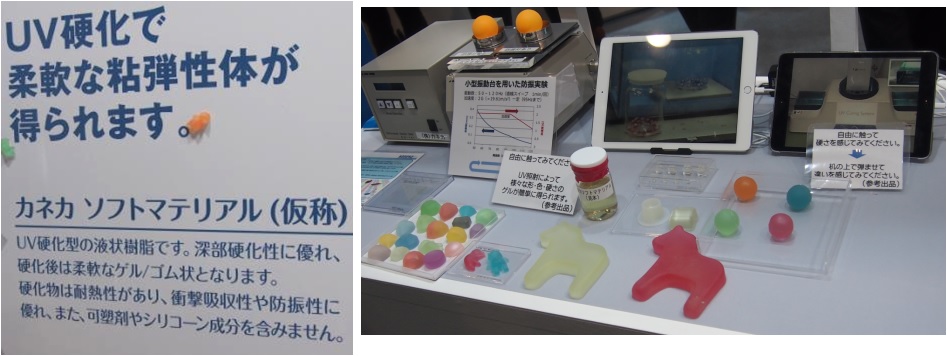
紫外線硬化可能な柔軟材料はカネカソフトマテリアルという名称で展示されており(図9)エネルギー吸収体等の用途を提案していた。
図9. カネカ ソフトマテリアル(仮称)の紹介パネル(左)とサンプル(右)
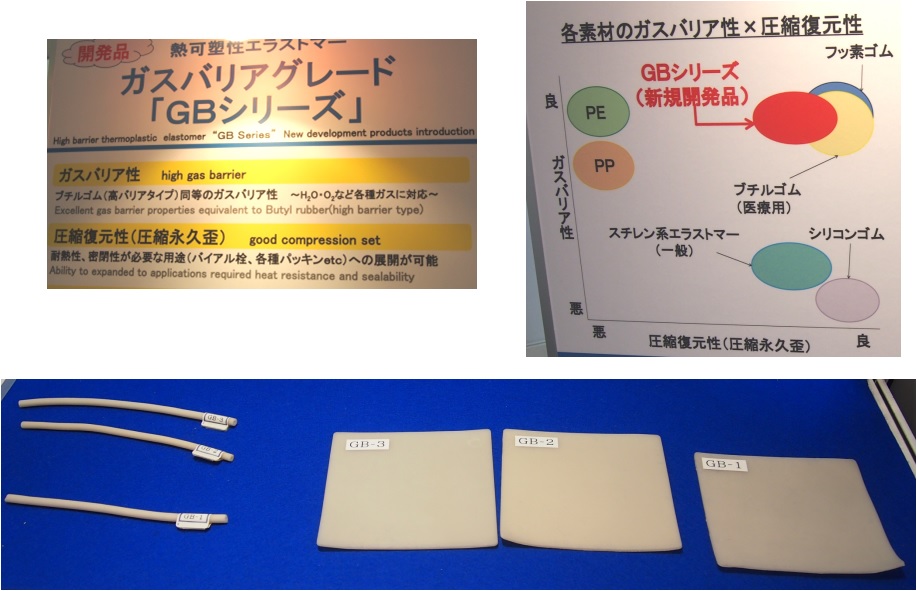
アロン化成は、圧縮永久歪みとガスバリア性が両立するエラストマー(開発品)を展示していた(図10)。
図10.アロン化成ブースにおけるガスバリア性エラストマーの展示
クラボウは炭素繊維のUDシートとそれを用いた成形品を展示していた(図11)。
図11.クラボウブースに展示されていた炭素繊維UDシートとそれを用いた成形品
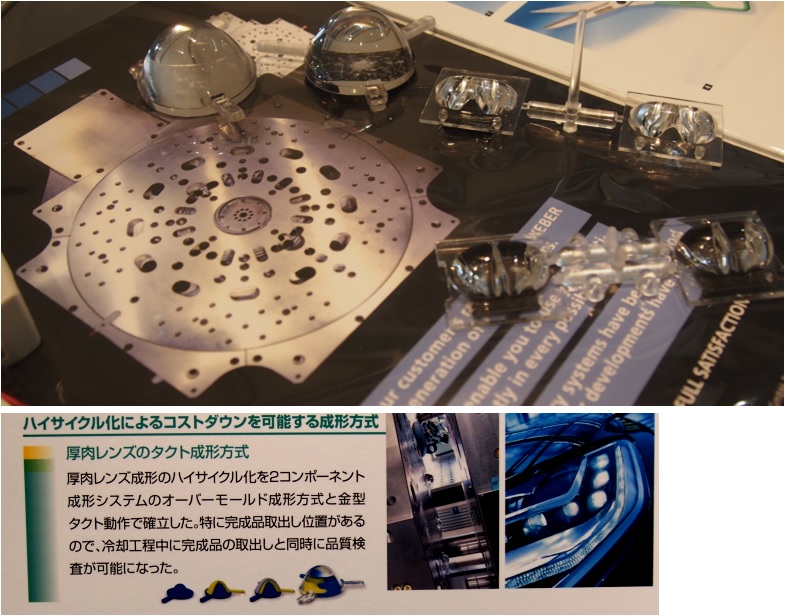
アーブルグと代理店であるアーブテクノは、独自の3Dプリンター(Freeformer)、長繊維ダイレクト導入、厚肉レンズ成形等の展示を行っていた。
ヘッドランプレンズのような厚肉製品をハイサイクルで生産するために、3分割し、2つのキャビティを配置して120°ずつ回転させる仕組みになっている。例えば、0°の位置で成形し、120°の位置に移動してさらに樹脂を重ね、240°の位置では金型を閉じた状態で製品を取出すことが可能になっている。図12には厚肉レンズ成形品サンプルとロータリー付き型盤の写真を示した。
図12.厚肉レンズのハイサイクル成形の提案
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}