株式会社セイロジャパン システム部3Dソリューション事業部
マネージャー 佐藤 勝彦
エンジニア 松永 宏
〒262-0013 千葉県千葉市花見川区犢橋町320-5
当社は加工機械の販売からスタートし、CAMソフトやCAEソフトの販売等によりものづくりを支援を業としている。さらに新規事業として3Dデータ支援事業を行っている。3Dデータ支援事業の中心にあるのは高精度3Dスキャニングとデータの変換によるモデリングである。本稿では、当社が得意とする高精度の3Dスキャナーを用いたリバースエンジニアリング技術について紹介する。
現在多くの3Dスキャナーがあるが、十分に活用されているかと言うと必ずしもそうではない。ここでは固定式の高解像度、高精度3DスキャナーCOMET6の使用事例を紹介する。
事例として現在3Dデータが無く成形品のみがあるハンディーカムカバーの3Dスキャン~リバースエンジニアリングを行った例を用いて説明する。
スキャニングの姿勢やスキャン総回数は形状により大きく左右されるが、ロータリーテーブルを使用し被スキャン物を回転させながらスキャンする場合、概ね360度を12分割(30度ずつ)もしくは8分割(45度ずつ)スキャンを行い、データを合成することにより、おおまかな形状をスキャンした。
回転させながらスキャン出来なかった部分は個々に単ショット撮影により、スキャンを行い、形状データの補足を行った。
なお、黒体、光沢物を測定する場合、反射防止剤を利用するとこも有効である。その際に使用する反射防止剤は粒子径5/1000mmの物が多く用いられる。
高精度3DスキャナーCOMET6は光沢物でもスキャン出来るモードを持っている。ノイズ(表面の荒さが目立ったり、余計な面)が多く発生し、データの品質が落ちることもある、光沢物で反射防止剤が利用出来ない場合、データ品質が許容範囲内であれば有効な手段となる。
図1に現物とスキャンデータを示す。
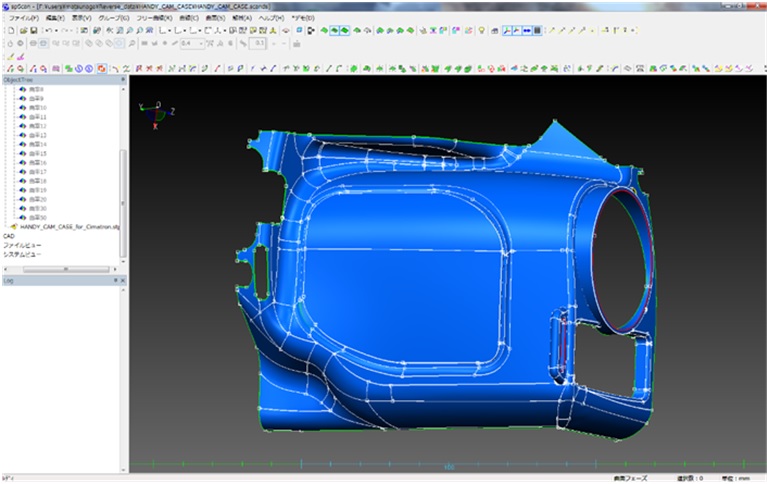
上記3Dスキャンで取得したポリゴンデータから、リバースエンジニアリングソフトspScanを利用し、CAD/CAM/CAEに利用出来るCAD面の作成を行った。
作成したCAD面画像を図2に示す。リバースエンジニアリングは金型データに必要な部分のみ行った。この後の金型作成に必要な面データ品質を十分確保していることを確認して次工程に進んだ。
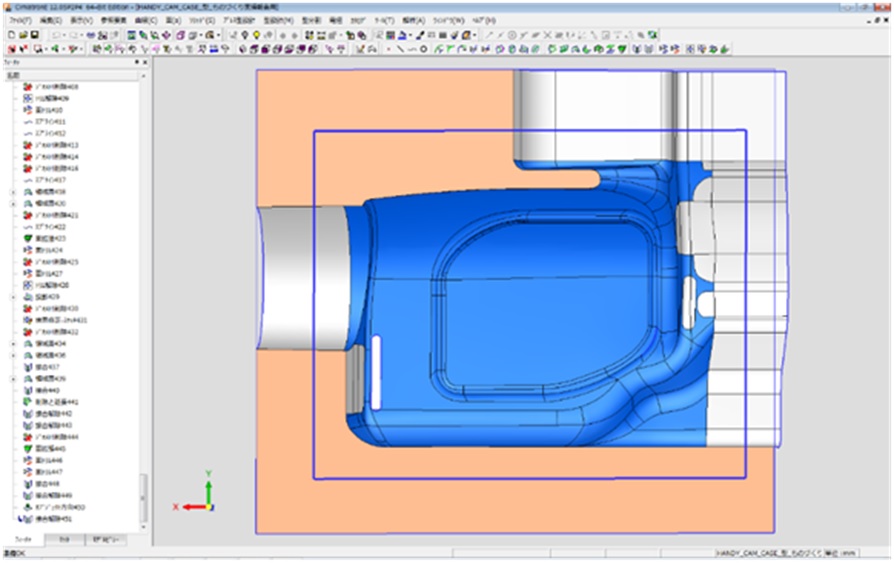
上記リバースエンジニアリングデータを利用して、マシニングセンターで利用切削可能なCADデータを作成した。データ作成には弊社が販売している既存のCADシステムCimatronEを利用した。金型データ画像を図3に示す。金型キャビティのデータである為、形状の裏側を利用することになる。
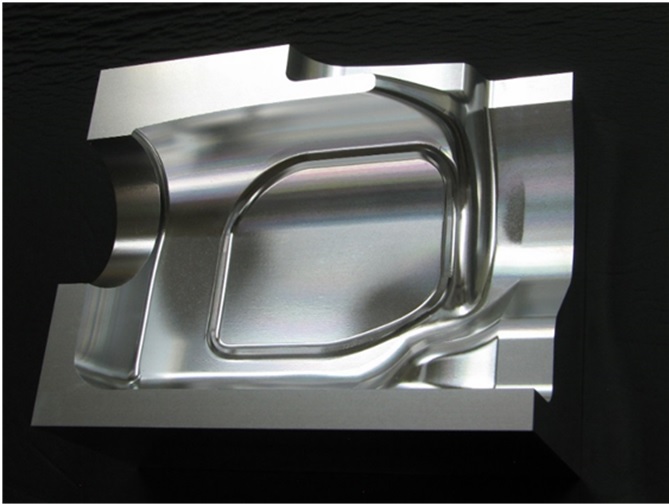
CAD/CAMシステムCimatronEに上記金型データを読込に実際の金型加工を行った。加工した型の画像を図4に示す。金型としても十分な表面品質があり、スキャン~リバースエンジニアリングの一連の作業の有効性が確認出来た。
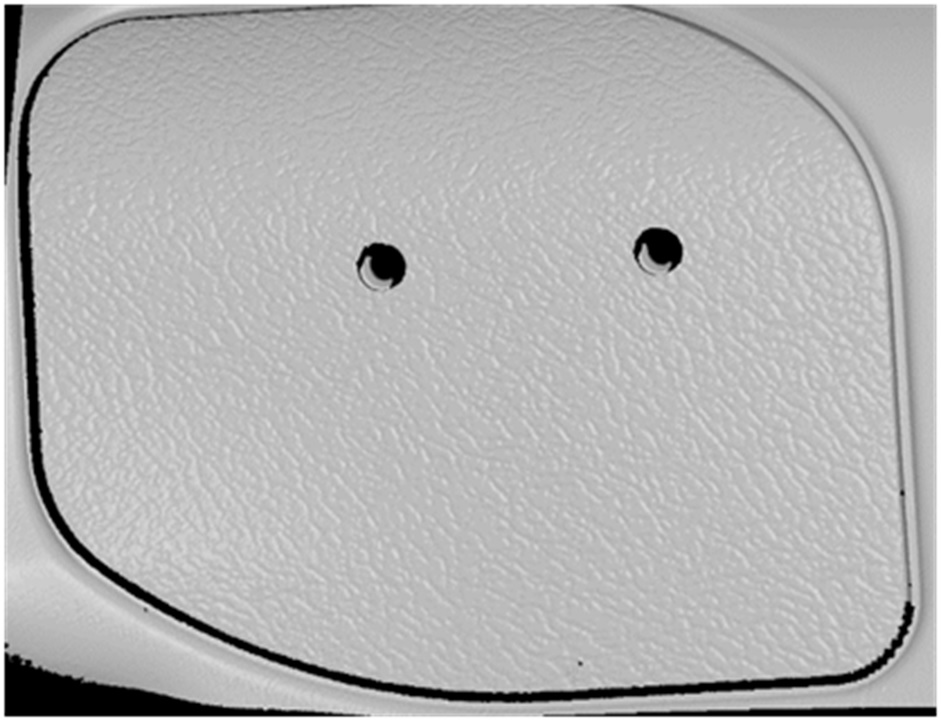
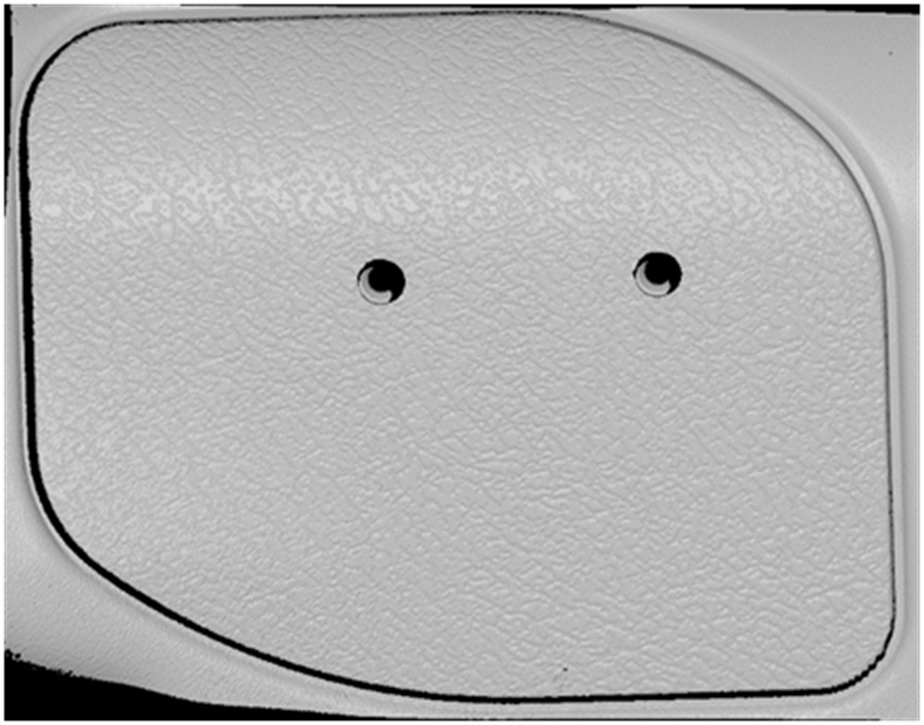
今回のハンディーカムカバーには使用時に人の手が当たる部分にシボ加工が施されている。このシボ加工面を利用して3DスキャナーCOMET6のデータ化の限界を確認した。
方法 : 今回導入したレンズの内、細かい形状が撮れる撮影可能範囲が狭い2種類(撮影可能範囲:80mmと250mm)を使用した。各々高解像度と低解像度の2水準で評価した。スキャン時のCOMET6の各パラメータはハンディーカムカバー本体スキャン時と同じで行った。レンズ径と解像度を変更して比較を行った。
シボ部スキャン画像を図5-1~5-4に示す。
シボ部の3Dスキャンに対して250mmレンズでは再現不可であったが、80mmレンズの高、低解像度が利用出来ることがわかった。データ容量が許容されるのであれば80mm高解像度を選択すべきである。
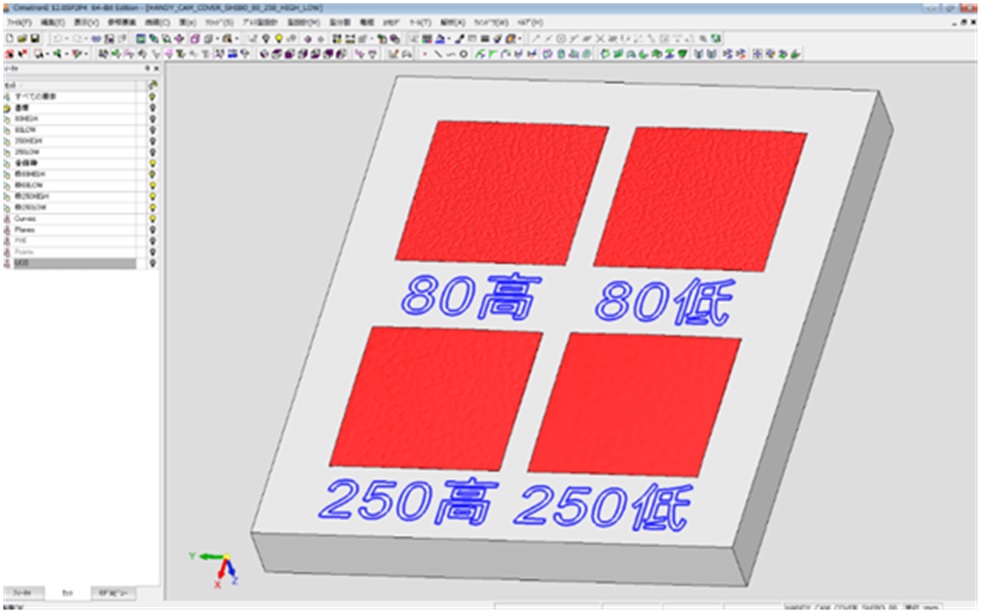
シボ部の金型への再現度を比較する為に上記4点のシボを同一の金型上に並べ比較を行った。比較用の金型データ画像を図6に、マシニングセンターによる金型加工品を図7に示す。マシニングセンターによる加工品でもスキャンデータと同様にレンズ、解像度の違いが確認でる。
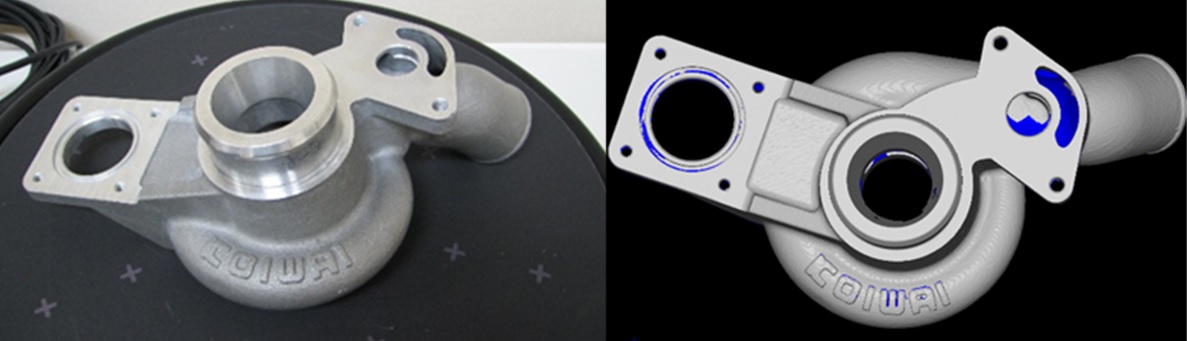
株式会社コイワイ様から借用したサンプルのタービンハウジングにてスキャニング~リバースエンジニアリング~3Dプリントを行った。
光学式3Dスキャナーでは見えない部分(内部構造)のスキャンが出来ないため、外側形状のみスキャニングを行った。
鋳肌面は反射防止剤を使用しない状態で比較的良好にスキャンできたが、機械加工面は光沢があるためスキャンが難しく、確実にスキャンを行うために反射防止剤を使用した。鋳造品(現物)とスキャンデータを図8に示す。
上記3Dスキャンを行って取得したポリゴンデータからCAD/CAM/CAEに利用出来るCAD面をハンディカムカバーの例と同様にリバースエンジニアリングspScanを用いてデータ作成を行った。
CimatronEを用いて、スキャンニング出来ない内側の面を補足的に作成した(作成の際スキャニングによって読み取った外側の面を利用し、厚みを想定して内面のデータを作成した)。すなわち、内側のデータは外側から見て二次的に作成した面になり、リバースエンジニアリングで二次的に利用できる面が作成できた。CAD面画像を図9示す。
3Dプリンター(3Dシステムズ社製)にて、紫外線硬化樹脂で3Dプリンティングを実施したところ、カタツムリ状のスクロール部分は、滑らかに作成されていることが確認できた。造形品を図10に示す。
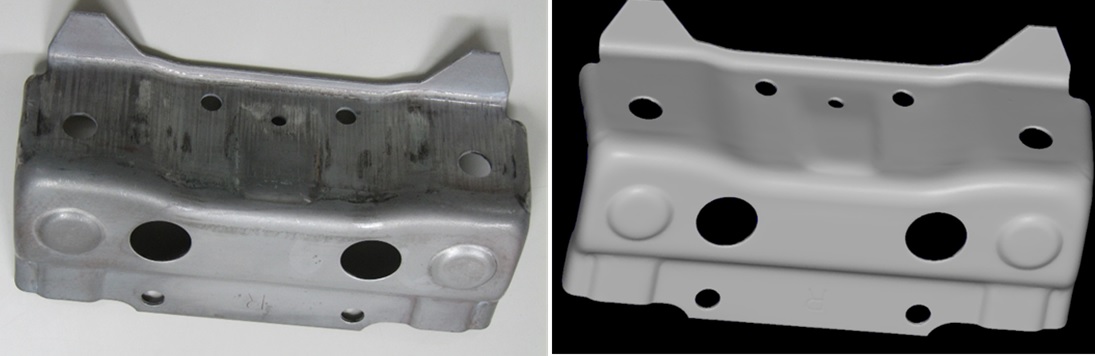
プレスサンプル品のスキャニングを行い、プレス品と設計データとの差異を調べた。
プレス成形のために使用した元のCADデータと実際の成形品との差異を見ることを目的に、成形品の3Dスキャンを行った。ブレス品(現物)とスキャンデータを図11に示す。
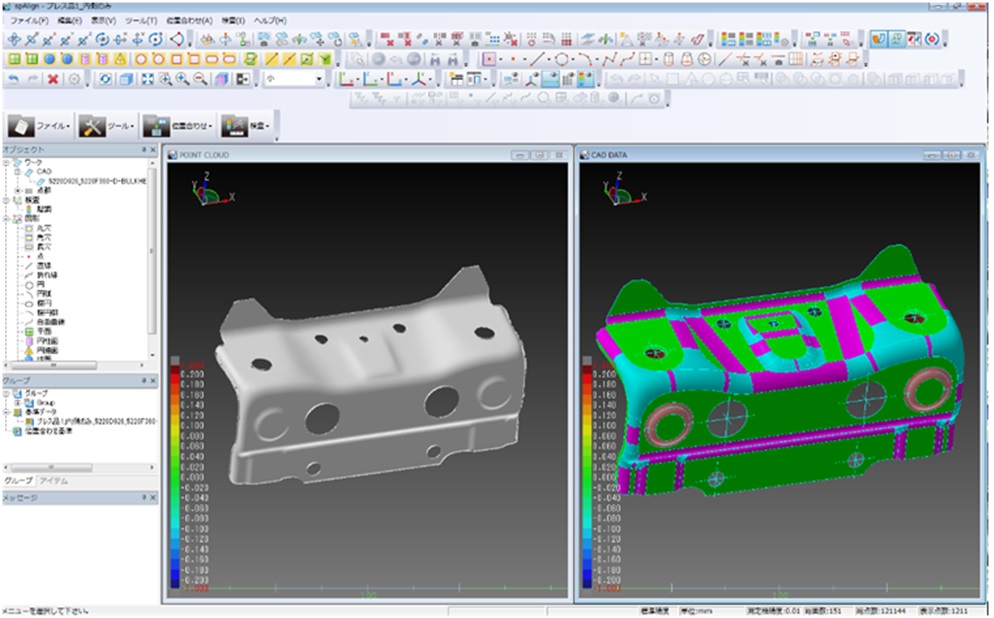
リバースエンジニアリングソフトspScan付属の位置合わせ用ソフト「spAlign」を利用して、スキャンデータとCADデータの重ね合わせ、比較検査を行った。
左の枠にスキャンデータ、右の枠にCADデータを図12に表示した。この2つを重ね合わせ元のCADデータと実際の成形品の差異を検証した。
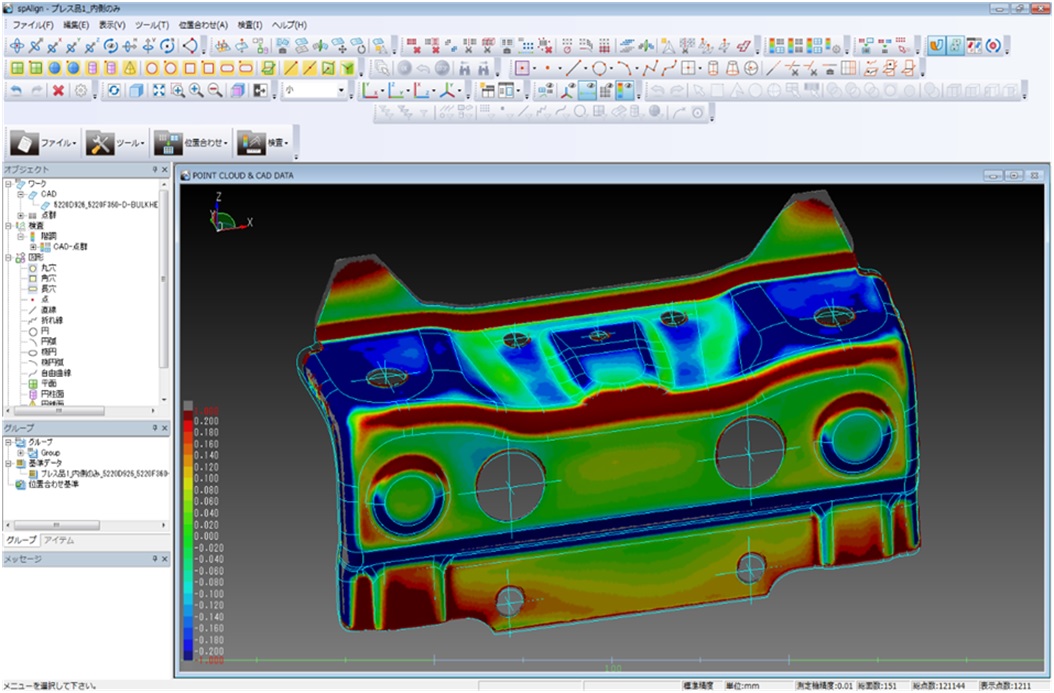
重ね合わせの結果を図13に示す。差異の数値はカラーマップで表示させた。主要形状部は概ね±0.2の誤差で収まっており、最大でも1mm以内であり、プレス製品として十分活用できるものであることが確認出来た。
このことによりプレス品の検査にも、3Dスキャナーが十分に活用できることが確認できた。
本稿で紹介した事例が、3Dスキャナーをどう利用したら良いか迷っている多くの人の参考になれば、幸いである。
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}