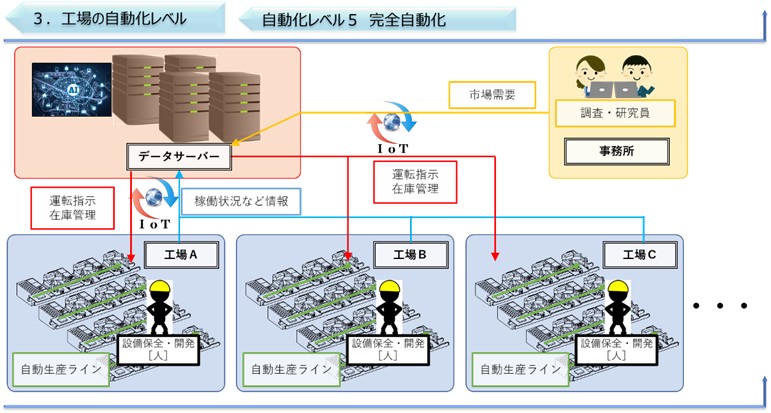
図8 レベル5
春山周夏
春山技術士CE事務所
生産工場自動化の主な目的としては、生産効率の向上、品質の安定化、人件費削減、あるいは人手不足対策などがある。
特に人手不足に関しては
●2018年度版ものづくり白書の第1章、第1節、【1我が国製造業の業績動向】の中に「人手不足の深刻化などの課題も浮き彫りになってきている。」とあるように、日本の製造業全体が抱える問題となっており、自動化による解決が喫緊の課題であると言える。しかし、いきなり工場全体を自動化することは非常に難しい。
そこで本記事では第2章で自動化技術発展の歴史-産業革命とその恩恵-をふりかえり、第3章で工場の自動化レベルを自動車の自動運転レベルになぞらえて“0~5”の6段階にわけて、それぞれについて考えていく。
2章と3章をまとめたものを、産業革命の恩恵とそれによる達成可能な自動化レベルとして図1にまとめた。
一足飛びに全自動化を実現することは難しくとも、それぞれのレベルを実現する技術を把握して一つずつ進めていけば、必ず理想とする工場の姿を実現可能である。
◆あなたの工場の自動化レベルは今どこなのか?
◆短期あるいは中長期で実現したいレベルはどこなのか?
ぜひ確認していただきたい。
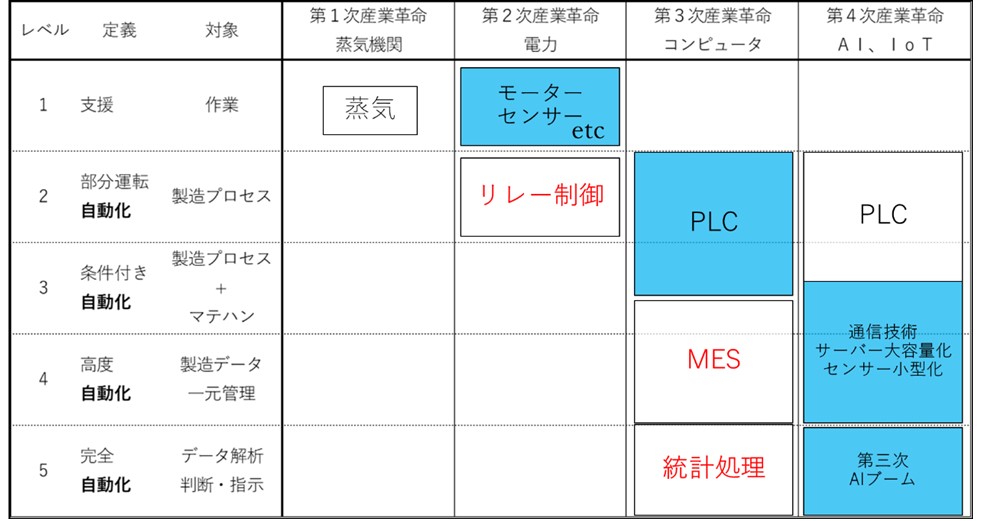
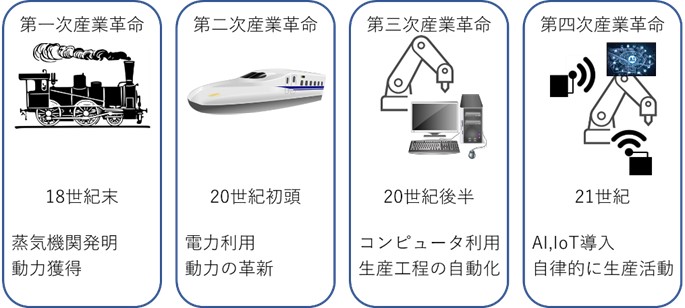
18世紀末の第一次産業革命により蒸気という動力が得られ、軽工業が大いに発展した。そして20世紀初頭には電力が大量生産を支える動力源として広く普及した。
またこのころからリレー回路を使ったシーケンス制御と呼ばれる方法で一部の企業では生産工程の自動化が実現されてきた。
シーケンス制御とは「あらかじめ定められた順序又は手続きに従って制御の各段階を逐次進めていく制御」とJISに定義されている。そしてリレー回路とは、電磁力で接点を動作させ電気信号を伝達するための機器である電磁リレー(電磁継電器)を組合わせたものである。
リレー回路を使ったシーケンス制御を実現するには電気回路設計や制御方式などの専門知識と膨大な配線作業が必要であったため、その導入は大手企業などと限定的であった。
第三次産業革命のコンピューター導入と普及に伴いPLCという制御機器が作られた。
PLC(Programable Logic Controller)はラダープログラムという専門のプログラムを使いシーケンス制御を実現するもので、リレー回路に比べて圧倒的に省配線化が可能であった。PLCの普及により工場の自動化(FA:ファクトリーオートメーション)が多くの現場に普及した。
このころから製造実行システム、MESと呼ばれるシステムを開発・導入することで生産ラインの各部を接続して設備や作業者の進捗状況・各種データを一元管理する、いわゆる「見える化」が行われるようになった。さらにMESにより収集したデータに統計処理を施すことで良品・不良品を自動で判別するなど、より高度な自動化が一部では行われてきた。
しかしながらこれらの技術導入には高度なシステム系の専門知識や統計処理の専門家が必要であり、それらの導入はやはり大手企業に限るなど限定的であった。
PLCの登場により自動化が多くの産業に普及したように、通信技術の発達やデータサーバーの大容量化といったいわゆるIoT技術とディープラーニングに代表される機械学習というAI技術の発展(第3次AIブーム)により、従来は高度な専門知識が必要であったデータの一元管理や、その解析による高度な自動化がより多くの現場で実現可能になったのが第四次産業革命と呼ばれる現在と言える。
・レベル0:自動化なし (運転自動化なし)
・レベル1:作業支援 (運転支援)
・レベル2:部分作業自動化 (部分運転自動運転)
・レベル3:条件付き自動化 (条件付き自動運転)
・レベル4:高度自動化 (高度自動運転)
・レベル5:完全自動化 (完全自動運転)
自動車の自動運転になぞらえて、レベル0~5を上記のように定義する。
()内が自動車の自動運転定義である。
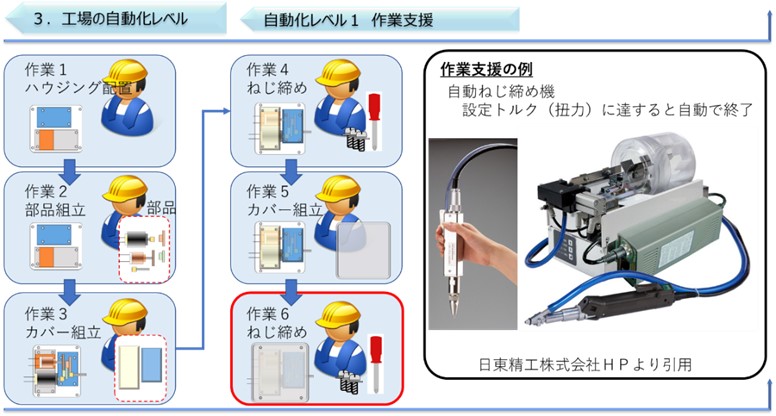
ここでハウジングにモーターやギヤなどの部品を組付けてカバーをねじで締結する作業工程を考えてみる。図3に示すように。レベル0においてはすべてを人手で行う。
レベル1では、例えば図4に示すように、ねじ締め機などを使って一部の作業を機械がサポートしてくれる状態になる。ただしねじ締め作業そのものは人手で行う。電力や圧空を利用した機器が作業をサポートしてくれる状態である。
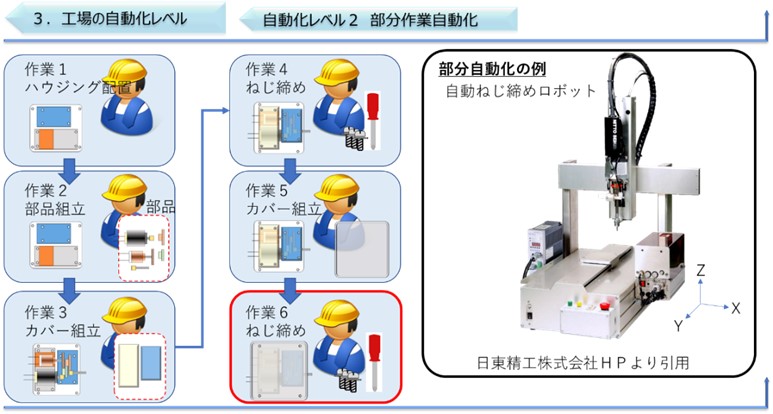
レベル2では作業そのものを機械に行わせる状態になる。例えば、図5に示すようにばねじ締め機を3軸ロボットに搭載し、ねじ締め作業そのものを機械に行わせる状態である。
この段階では一部の作業が機械に置き換わるが、生産工程全体を見るとあくまで一部にとどまる。機械と人が混在するいわゆる「ニンベンがつく自働化」となる。
作業工程を自動化するためにはPLCに代表される制御技術が必要になってくる。
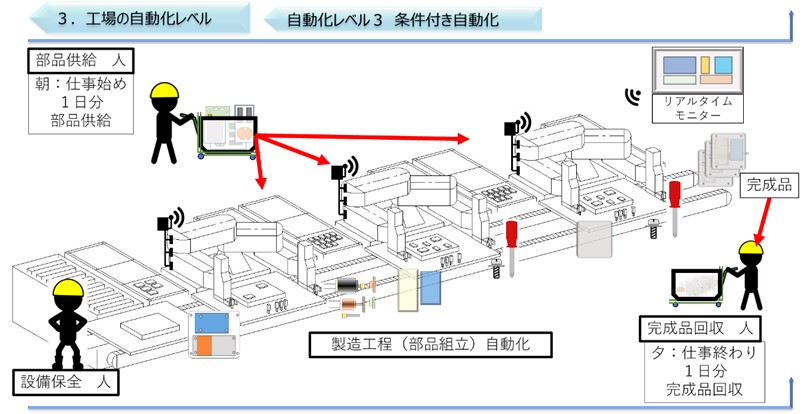
レベル3になると生産工程そのものが自動化の対象となる。図6に示すように、作業者は朝の始業時に部品をセットし、夕方に完成品を回収する。その間の生産工程は機械がすべて行う。必要なサイクルに沿って作業者が部品の投入と完成品の回収を行うという条件のもと自動化を実現している状態である。
生産工程の自動化には専用機械の設計やロボットの導入を行い、PLCなどの制御機器を用いて実現する。この状況を効率よく運用するためには各設備の状況を「見える化」する必要がある。そのためにIoT技術を利用する。
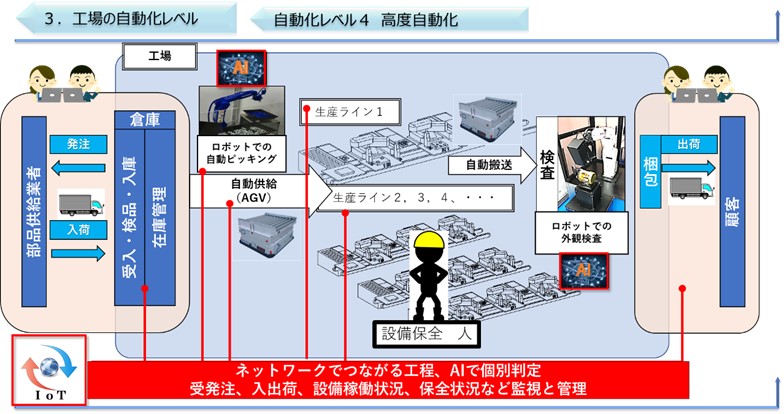
レベル4になると、生産工程の前工程(材料段取り)・後工程(検査など)およびそれらの工程間の搬送(マテハン)までを自動化することで、現場に作業者が不要となる。
このレベルでは各工程間の進捗・稼動状況を一元管理する必要がある。ここにきてIoT技術の導入が必要不可欠のものになる。また一部の機械にはAIが導入されてAIの判断によって機械が動くことも実現される。
そしてレベル5になると図8に示すように、一部の機械のみならず工場全体あるいは他工場、市場状況などを総合的にAIが自動で判断し工場が稼働している状態となる。このためには本格的なAI技術の導入が必要となる。
ここまで見てきたようにレベル0~5の各段階を実現するためにはそれぞれ必要な技術があり、順に積み重ねていくことでより高度な自動化を実現することができる。
言い換えると、順の積み重ねなくしてより高度な自動化を実現することはできない。
次の2点を確認して、ぜひ理想の工場を作り上げていただきたい。
◆あなたの工場の自動化レベルはどこか?
◆短期あるいは中長期で実現したいレベルはどこか?
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}