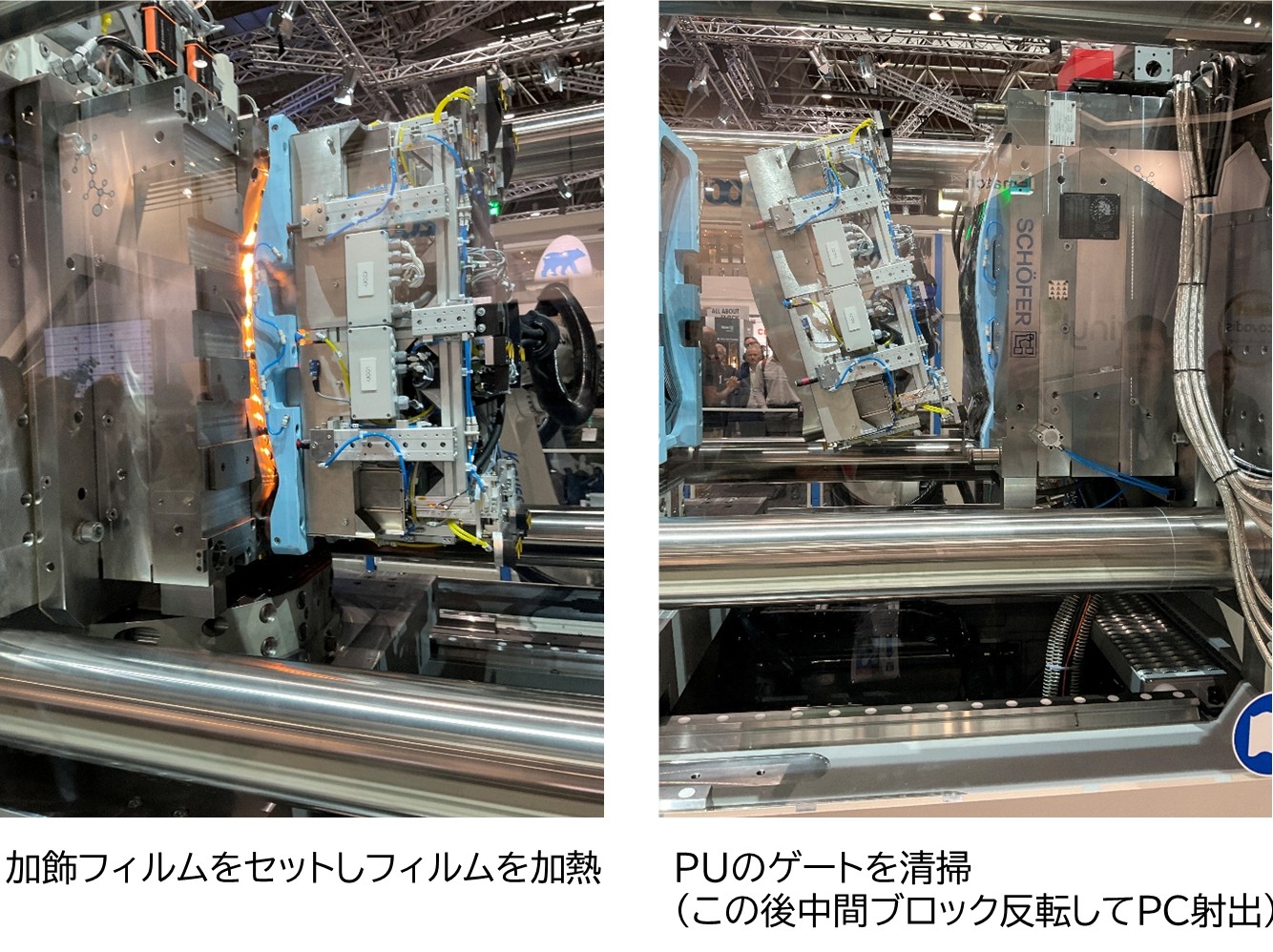
写真19 ENGELブースにおける金型内塗装+IMDの成形実演
秋元英郎
プラスチックス・ジャパン・ドットコム 編集長
射出成形機(ARBURG・ENGEL・KraussMaffei・住友SHI DEMAG・Woojin Plaim)や金型技術、金型内塗装・フィルムインサート成形、物理発泡ミッドソール成形、リサイクル設備(EREMA)、デジタル化・AI最適化、成形解析ソフトなどの周辺技術動向を写真と共に詳解。
展示会レポート K2025から見るプラスチック産業の動向(1)から続く
同社のブースでは、新モデル「TREND」が紹介され、成形実演が行われていた。本成形機は設置面積の縮小を図りつつ、操作性およびメンテナンス性の向上が図られている。また、医療用途を想定した全電動成形機では、金型の可動エリアと取り出しロボットの可動エリアをそれぞれ独立したクリーンルームで囲った構成が採用されていた。
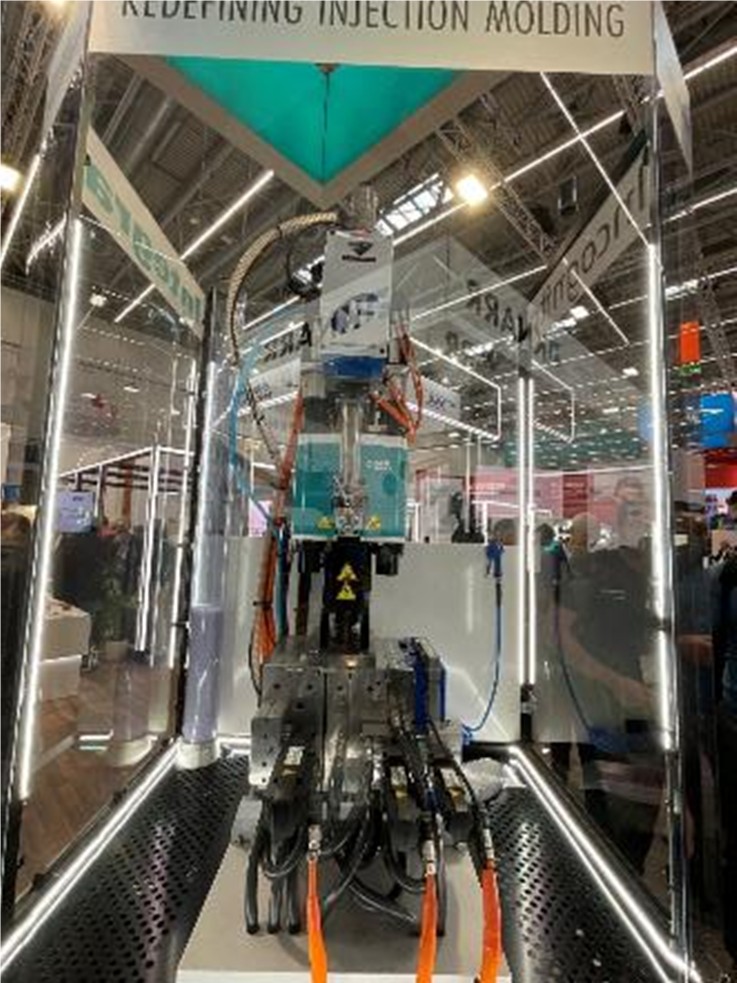
フィルムインサート成形は竪型成形機を用いて行われ、インサートされたフィルムは成形後に自動でトリミングされる工程が実演されていた。
同社は、Barnes groupに属するFOBOHA(ドイツ)のCUBEモールドを用いた成形実演を継続的に行ってきた。今回のK2025では、NPE2024(米国)で披露された二材成形と同一の内容を、あえて金型の動作速度を落として実演していた。これはCUBEモールドの動作原理を理解してもらうことを目的としたものである。
デジタル化への取り組みも積極的に紹介されていた。成形機をネットワーク接続し、成形データを蓄積することで、良品が得られる射出圧力カーブに近づくよう成形条件を自動調整する仕組みである。また、操作方法やトラブル対応については、ChatGPTをベースとしたチャットボットが質問に回答するシステムも紹介されていた。
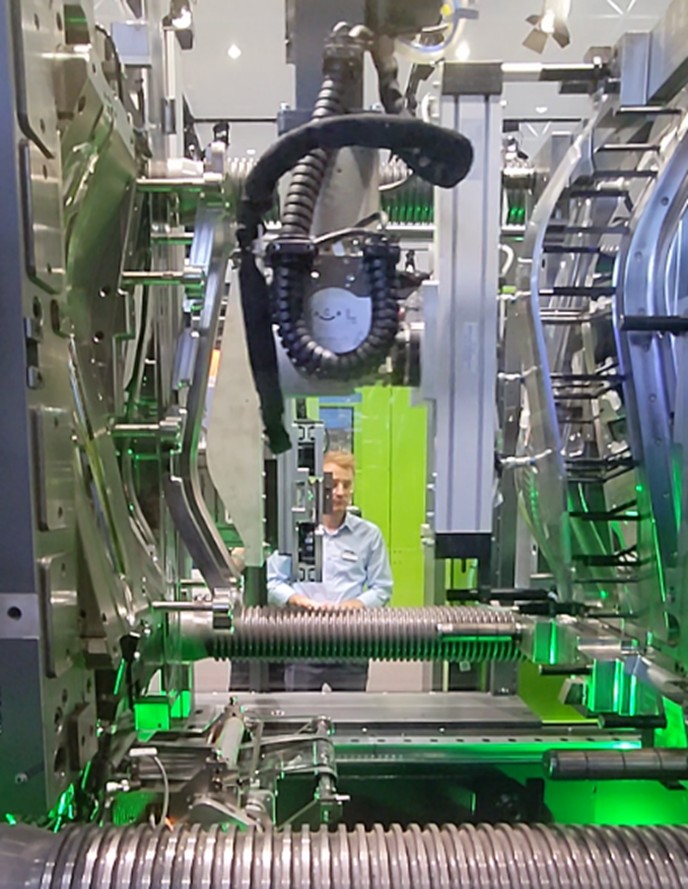
同社は世界最大規模の射出成形機メーカーであり、K展示会において常に新技術を披露してきた。今回の最大のトピックは、ウレタンシステムメーカーであるcannon(イタリア)と共同で、欧州における金型内塗装技術の普及に合意したことである。
ENGELのブースでは、cannonの装置と接続した金型内塗装の成形実演が行われていた。まず、アクリル樹脂を用いた金型内転写成形(IMD)による加飾成形を行い、その後ダイスライドによってキャビティを切り替え、加飾層の上に二液硬化型の透明ウレタンを注入・硬化させるプロセスである。成形品は自動車用リアコンビネーションランプを想定したものであり、転写箔にはKurz(ドイツ)の製品が使用されていた。
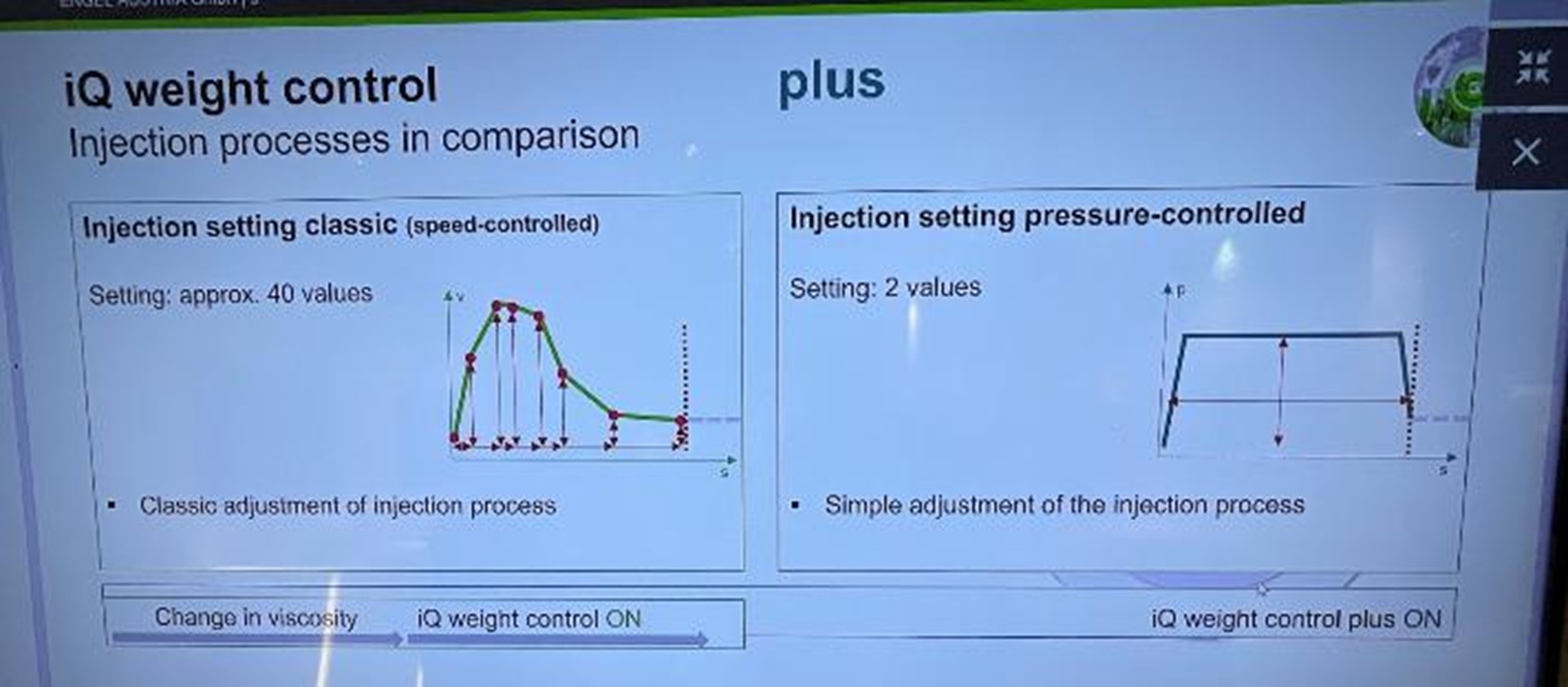
デジタル化の分野では、2015年に発表されたInject 4.0を大幅に進化させた「Inject AI」が紹介された。従来のiQ weight controlは射出中の速度を継続的に計測し、ショット重量を制御する技術であったが、新たに射出圧力を用いるiQ weight control PLUSが加わった。両者は用途に応じて選択可能である。
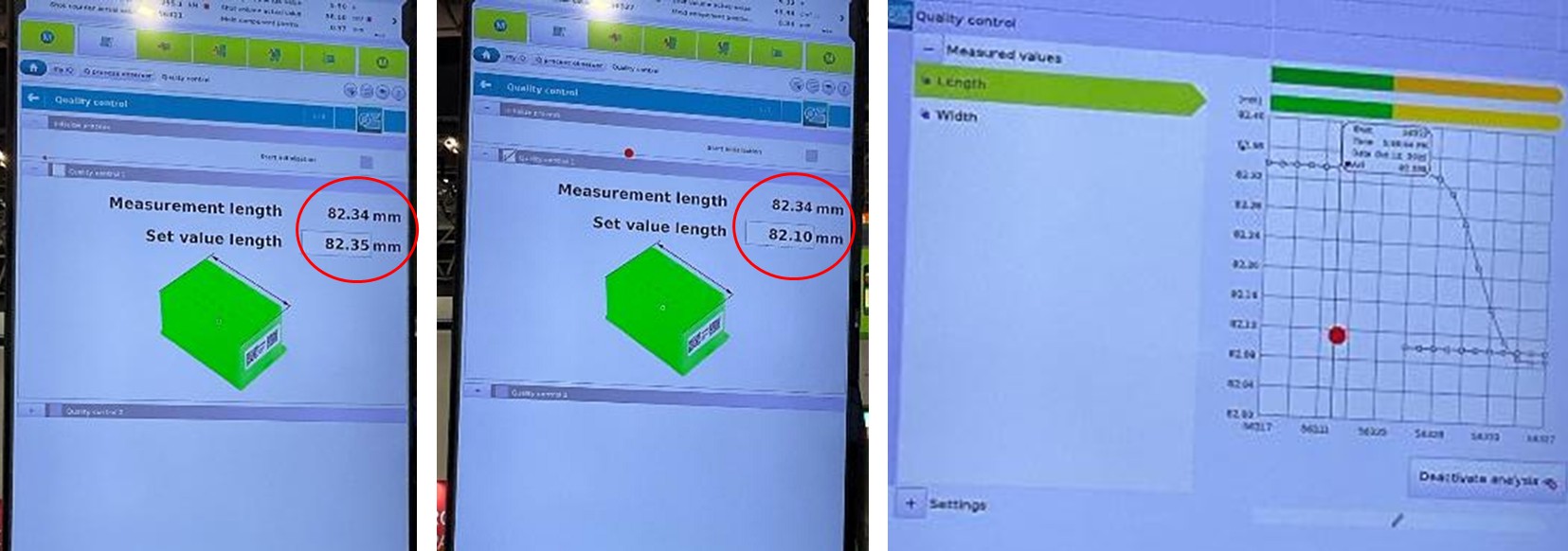
AIを用いた成形実演では、成形品の寸法を計測しながら成形を行い、目標寸法を変更すると数ショットでその寸法に収束する様子が示された。実演では最初に長さ82.35 mmで成形していたところから、長さを82.10 mmに設定変更して設定寸法までのショットごとの寸法の推移を示していた。ただし、設定可能な範囲を外れるとエラーが出る(ガードレールと言っていた)。
会期初日の10月8日には、Trexel(米国)がENGELの完全子会社となったことが発表された。エンゲルの完全子会社であるWintec(中国)のブースでは、超臨界流体を用いた射出発泡成形(MuCell®)の成形実演も行われていた。
同社は射出成形機、押出機、ウレタン設備を事業領域とするメーカーである。長年、射出成形とウレタン注入を組み合わせた金型内塗装技術を積極的にPRしてきたが、今回はKurzのブースに装置を設置し、成形実演を行っていた。
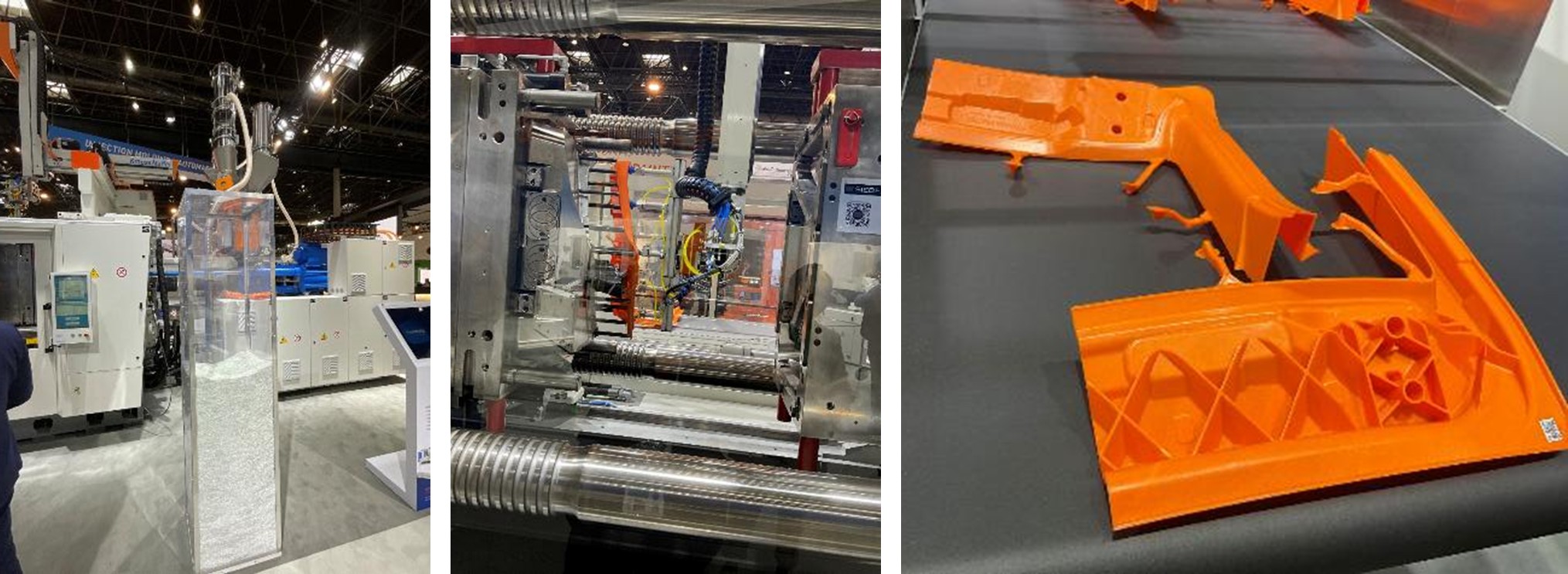
同社の強みであるスクリュー設計技術を活かした取り組みとして、チョップドガラス繊維を直接射出成形機のホッパーに投入し、ガラス繊維強化ポリプロピレン成形品を直接得る技術が実演された。あらかじめ一定含量のガラス繊維を含む材料を用いる場合に比べ、繊維添加量を柔軟に調整できる点とコスト低減が利点であるが、材料品質の保証は成形メーカー側が担う必要がある。
また、近年増加しているペレット直接造形型3Dプリンターに関連し、押出機技術を応用した高可塑化速度の造形装置「powerPrint Flex」が実演されていた。可塑化能力が高く、成形時間が短縮される点が強みである。
同社のメインブース(ホール15)ではシリコーンの成形、大型二色成形、インモールドラベル成形、竪型成形機を用いた天然繊維インサート成形が実演されていた。
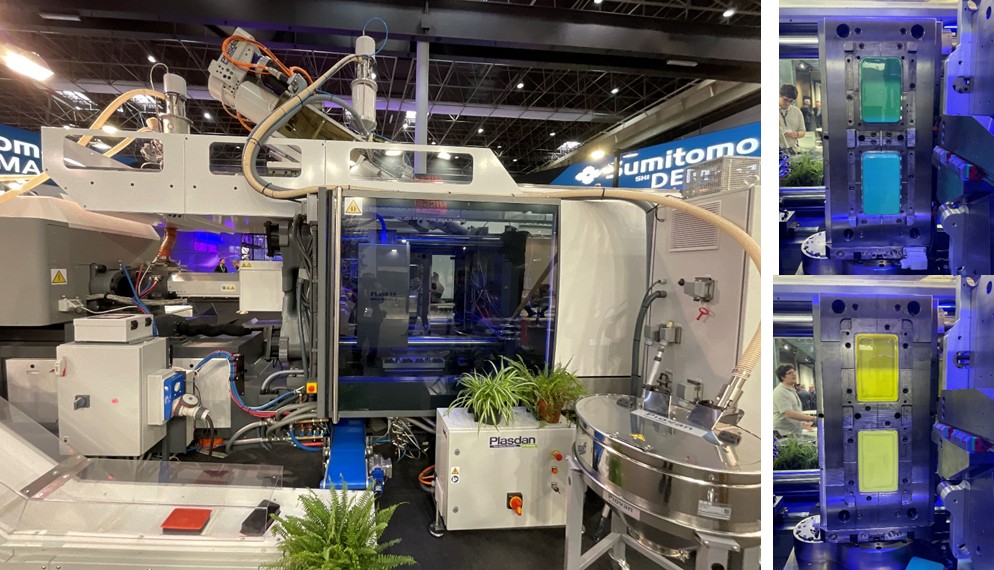
シリコーンの成形ではELMETの供給装置が用いられていた。缶の内容物が全て吸い出せる構造になっている。大型二色成形では、2プラテンの省スペース成形機が用いられていた(写真25左)。成形されていたのはPP(白)とエラストマー(グレー)を用いたフォールダブル・ランドリーバスケットであった(写真25右)。
インモールドラベル成形ではコンテナの側面にラベルを貼るとともに、金型の冷却が工夫されていた。竪型ロータリー成形機(タイバーレス)の成形実演では天然繊維とPP繊維からなるシートをインサート成形し、次工程で印字を行っていた。これらの全工程は1台のロボットで行われていた(写真26)。
同社のリサイクルゾーンでは、自然環境中に不法投棄されたプラスチックを原料とし、物理発泡成形(CELLMOULD)による屑籠の成形実演が行われていた。本成形では、完全三次元流動解析ソフトであるMoldex3D(台湾・Core Tech System社製)による事前解析結果を成形機に転送し、その条件を用いて成形を行っていた点が特徴的である。
同社は住友重機械工業(株)の100%子会社であるが、ここでは現地の会社として紹介する。
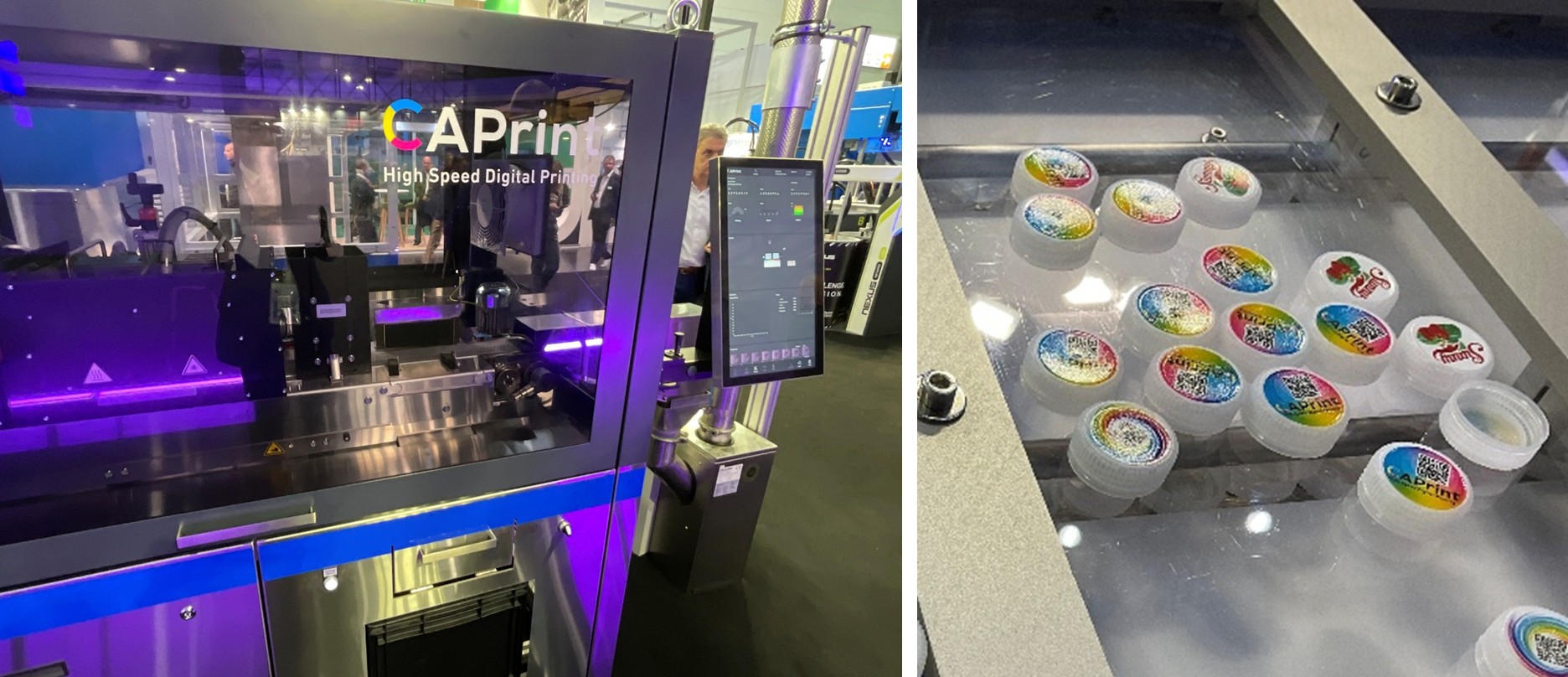
プレス発表されたばかりのインモールドコーティング技術(住友重機械工業(株)と精工技研(株)との共同開発)のサンプルが展示されていた(写真27)。
また、飲料キャップの成形実演では、成形から連続して検査とデジタル印刷が行われていた(写真28)。
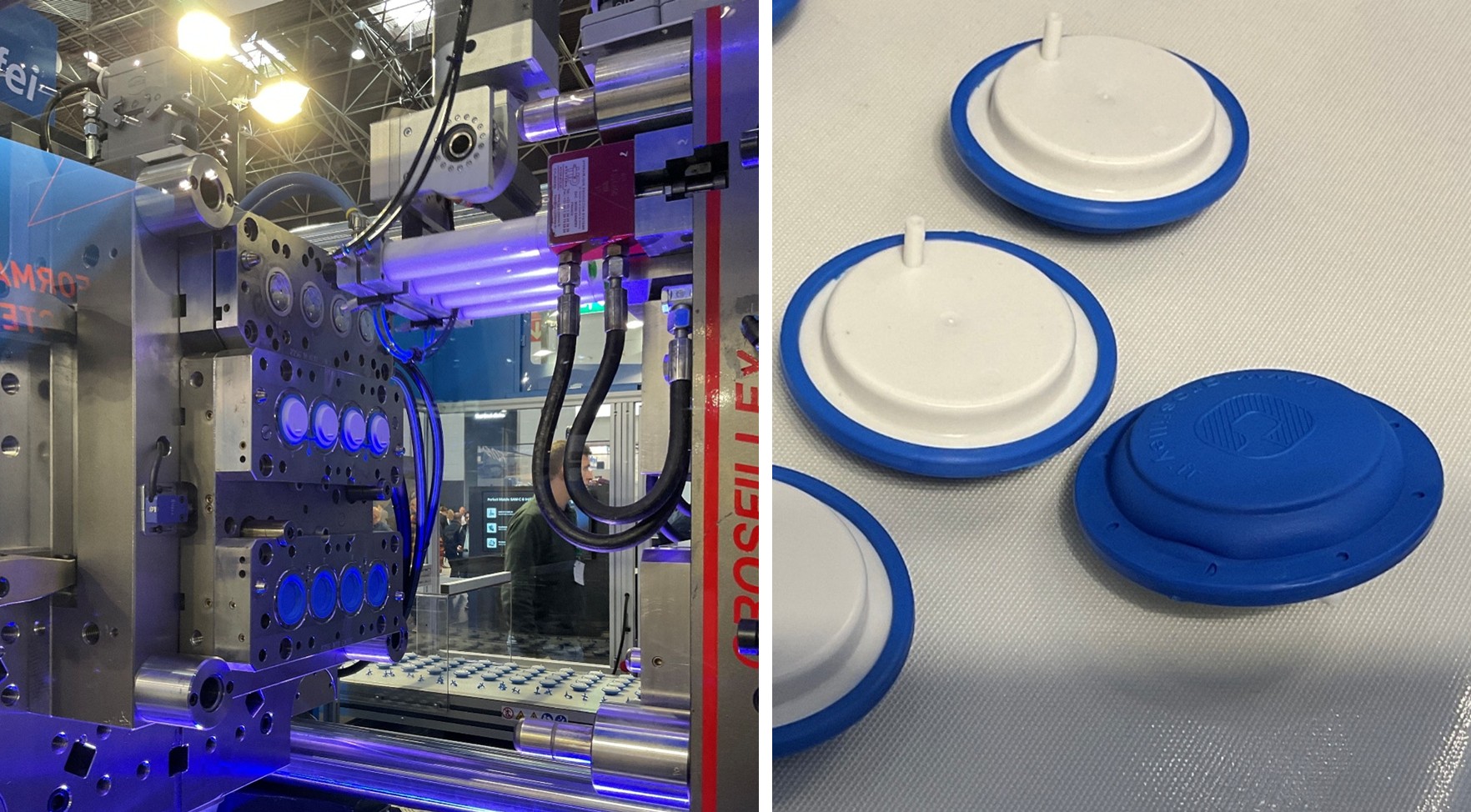
二色成形機を用いた中空体の成形実演が行われていた。硬質材料(白)と軟質材料(青)から成るが、白と青の半割れを成形した後に両者を合わせて、接合面を覆うように青を射出して一体化する工程であった。金型のキャビティは3段になっており、固定側の上段で白の半割れを成形したのち、ロボットが固定側の中段に運ぶ。可動側の最下段では青の半割れが成形され、可動側の中段と下段がともに180度回転して白の半割れと青の半割れが対峙する。その後金型を閉じて接合用の青を中段に射出する(写真29)。
NEGRI BOSSIは2019年に日精樹脂工業(株)に買収されたが、ここでは欧州の成形機メーカーとして紹介する。欧州向けは外側だけ変えてNEXをNOVAとしている。日精が設計し、電気式は中国で、ハイブリッド(Xポンプ)はタイで生産している。
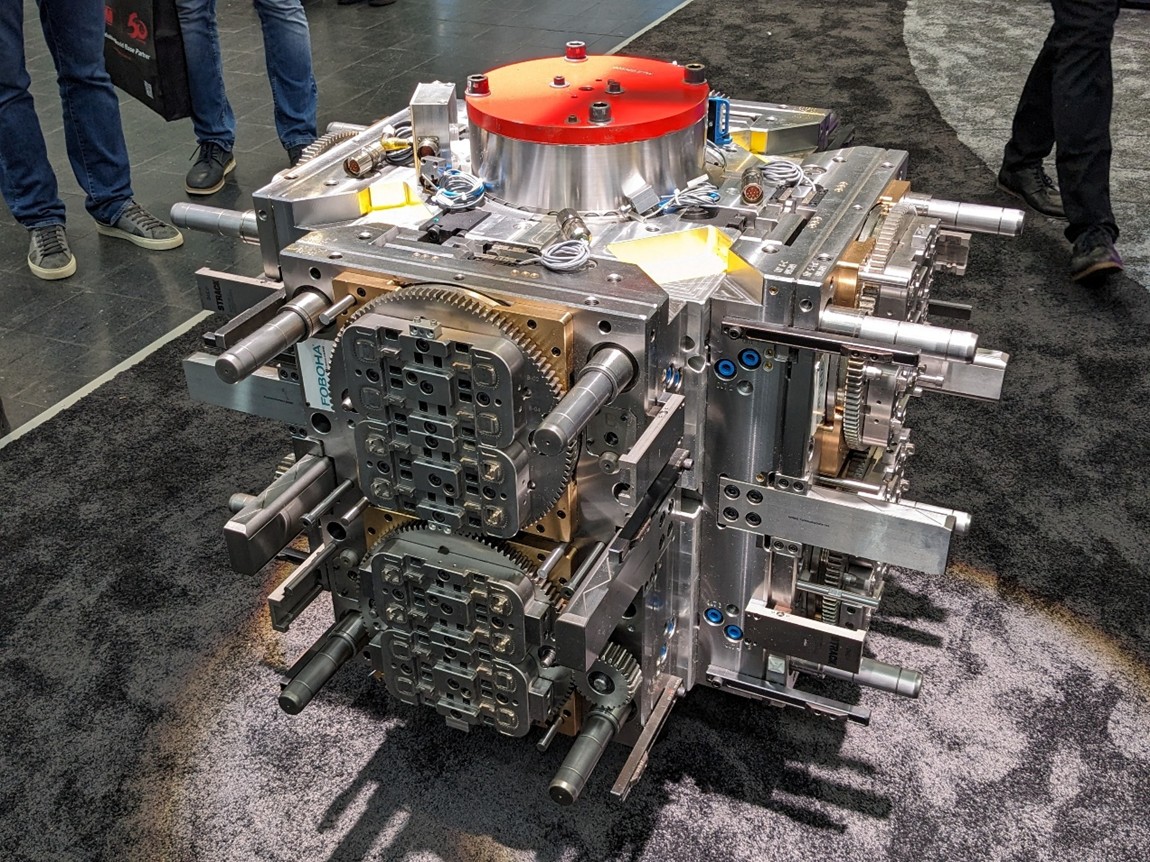
ブースではCUBEタイプの成形技術であるアッセンブリーインモールド成形が行われていた。成形していたのはシール容器の本体と蓋である。固定側で本体、可動側で蓋を成形し、操作側および反操作側で交互にアッセンブリー(本体に蓋をはめ込む)を行っていた。中間ブロックは4面から成り、2面は本体用2面は蓋用となっており、同じ方向に回転し続けるのではなく上かだ見ると左右に90度の往復を繰り返していた。第2の射出ユニットは可動型の上に斜めに取り付けられていた(写真30)。
新規な成形技術として、従来のN-SAPLIを電気式に適用したe-SAPLIが実演されていた。射出開始時に金型を微小に開いておくことでパーティングからガスを排出させることができ、低圧成形が可能になる。実演ではコア層にリサイクルPP、スキン層にバージンPPを用いるサンドイッチ成形が行われていた。
同社はマクセル株式会社(日本)の物理発泡技術RicFoamをベースにした発泡成形技術2種類を実演していた。1つは発泡層を中間層に配置するサンドイッチ成形であり、成形品表面にスワールマークが現れず、外観品質が求められる用途向けの提案である(CLEAN-FOAM技術)。メインの射出ユニットから発泡樹脂、斜めに配置されたサブの射出ユニットからソリッド材を射出する。なお、写真31右のディスプレイに書かれている説明文は成形実演中のトレイに関する材質・重量・サイクルタイムである。
もう1つの成形実演はIPF2023でも行われていたスポーツシューズのミッドソールの成形(Super Foam)である。発泡剤にはボンベから供給されて加圧された窒素ガスが用いられ、コアバック無しで高倍率な発泡体を得る技術である。金型は複数をロータリーテーブルに載せ、金型に合わせて成形条件を変えている。ロータリー式を用いる理由は2つあり、1つは冷却時間を十分確保するために複数の金型に順次射出していること、スポーツシューズの多種類(サイズ違い)を一連の成形動作で生産するためである。スポーツシューズのミッドソールに限られた特殊解ともいえる。
K2025では、スポーツシューズ用ミッドソールの成形技術展示が多数見られた。前述のWoojin Plaimの他にも見られた。
King Steel(台湾)は、独自開発した超臨界窒素を用いたエラストマーの射出発泡成形により、サンダルの成形実演を行っていた。本技術はすでにスポーツシューズメーカーのミッドソールに採用されている。
Tien Kang(台湾)のブースでは成形実演はなかったものの、MuCellをベースとした物理発泡成形技術による多数のミッドソールサンプルが展示されていた。
これらの展示から、ミッドソール成形は従来の化学発泡剤と架橋剤を用いたプレス発泡成形から、物理発泡剤を用いる射出発泡成形へと急速にシフトしていることが読み取れる。
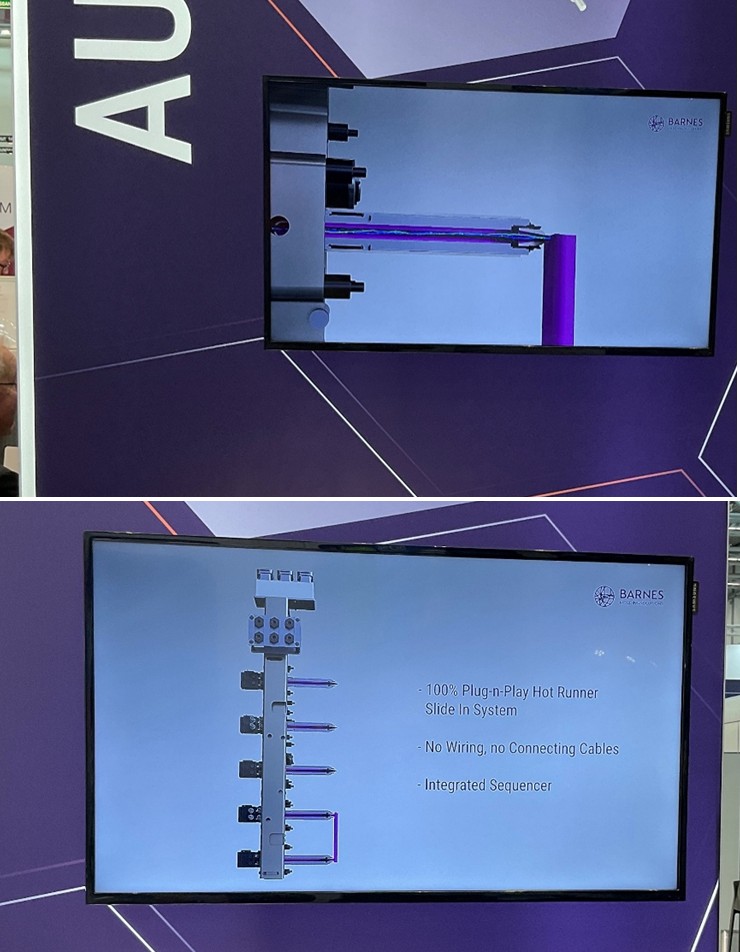
同社は、FOBOHAと同じBarnesグループに属し、ホットランナーおよびその制御機器を中核事業としている。今回の展示で注目されたのは、「IntelliGate」と命名された自動カスケード制御システムである。
このシステムでは、先に開いたゲートから流出した溶融樹脂が次のゲート位置に到達すると信号が送られ、対応するバルブゲートが自動的に開く(写真34)。従来必要であったタイマー制御が不要となり、成形条件設定の簡略化が期待される。
同社は、K2022においてARBURGのブースで成形実演に使用されたCUBEモールドそのもの(写真35)を展示し、併せて成形の様子を収録した動画を上映していた。
同社はホットランナーメーカーであるが、その技術を発展させ、後付け射出ユニット「E-Multi」を展開してきた。今回はさらにその発展形である、射出成形機を必要としない成形システム「Integra」を用いた成形実演が行われていた。Integraは、金型内部にキャビティ、開閉機構、突き出し機構を備え、その上部にE-Multiを搭載する構成である。ただし型締機構は持たず、ストッパー機構のみで対応するため、小型成形品への適用に限定される。従来の卓上型射出成形機と比較した際の優位性が、今後の普及の鍵になると考えられる。
本章では、加飾技術、リサイクル設備、シミュレーション技術について述べる。
キャノンはウレタンシステムメーカーであり、エンゲルとの金型内塗装技術に関する共同事業が注目された。NPE2024での発表に続き、欧州全域での展開が示された一方、欧州以外では柔軟な対応が可能であり、日本では国内成形機メーカーとの接続も可能になる見込みである。
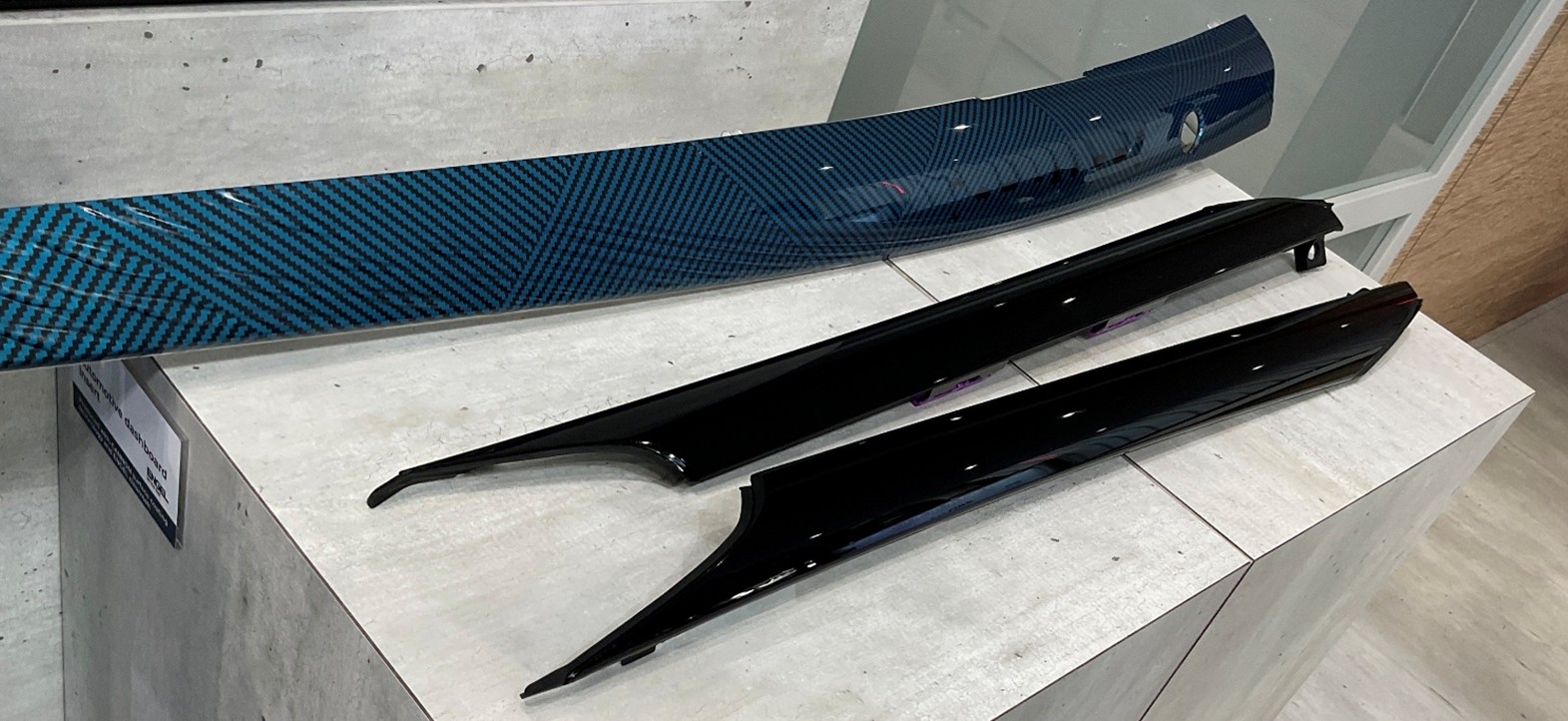
日本キャノンは1982年設立で、日本国内でも実績を有しており、ブースには金型内塗装の成形サンプル(ENGELブースで成形実演中のサンプルも含む)が展示されていた。
転写箔メーカーであるKurzのブースでは、Krauss Maffeiの装置を用い、金型内塗装とフィルムインサート成形を組み合わせた成形実演が行われていた。印刷されたポリカーボネートシートを金型にインサートし、加熱吸引後に透明ポリカーボネートを裏面から射出、さらにPC/ABSを射出する。その後、フィルム上に透明二液ウレタンで被覆する工程である。成形システムは、中間ブロックを有する対向二色成形機をベースに、固定側へウレタン注入口を追加した構造となっていた。
ブース内では、フィルムインサート成形(FIM)、金型内転写成形(IMD)、ホットスタンプによる多数のサンプルも展示されていた。
同社はリサイクルプラスチックのペレット化システムにおけるトップメーカーである。日本でペットボトルのボトルtoボトルが実現した背景には、同社の装置と日本の協栄産業の取り組みがある。
設備は大きく二段階に分かれており、前段では押出と異物除去を行う。この際、撹拌装置の発熱と送風によって低沸点臭気物質が除去される。異物除去用フィルターにはレーザー加工による細孔フィルターが用いられ、目開きが生じない点が特徴である。後段では加熱空気を用いて高沸点臭気物質を除去する工程が採用されていた。脱臭工程は高さが必要であるが、会場の制約により低いホッパーを2基直列につないでいた。
Moldex3Dは、台湾のCore Tech Systemが開発した成形解析ソフトである。ブースでは、解析技術の将来像として、クラウドへのデータ集約、解析の自動化、AIを用いた最適条件探索が提案されていた。
多数の条件解析を自動で実行することで、AI学習用データを短時間で蓄積できる点が特徴であり、デジタルツイン技術と並走する重要な基盤技術になると考えられる。
K2025で示された最大のメッセージは、プラスチック産業が「新しい技術を探す段階」から、「持っている技術をどう使いこなすか」という段階へ確実に移行したという点である。環境対応、デジタル化、AI活用はいずれも目新しい言葉ではないが、それらが展示の主役としてではなく、産業の前提条件として組み込まれていたことに、今回のK2025の本質がある。
材料メーカーの展示は、生分解性材料の提案が影を潜め、市場回収材(PCR)の活用やリサイクル技術、さらには製造段階におけるCO₂排出削減へと明確にシフトしていた。リサイクルはもはや付加価値ではなく、事業継続のための必須要件となりつつあり、材料設計から用途開発までを含めた総合力が問われる段階に入っている。
射出成形機メーカーでは、省エネルギー化や省スペース化に加え、AIを用いた成形条件の自動最適化が現実のものとなった。重要なのは、これが熟練技能を不要にする技術ではないという点である。成形現象を理解し、何を良品と定義するかを決めるのは依然として人であり、AIはその判断を高速に実行するための道具にすぎない。現場力とデジタル技術をどう融合させるかが、今後の競争力を左右する。
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}