佐藤功
佐藤功技術士事務所
業界誌から読み解く米国プラスチック成形業界の現状。産業指数、設備投資動向、企業再編を概観し、摺動材料選定、押出機保全、自動化による生産性向上事例まで具体的に解説。
11月のプラスチック産業指数は45.0と対前月比5ポイント低下し、50を割ってしまった。アメリカでは多くの加工業者が感謝祭から年末にかけて稼働率を低下させるのでこの影響が出たとみられる。この要因を除けば回復基調は変わっていない。現に3か月移動平均で見ると11月も改善している。
ブラックフライデーの売上が対前年比4.1%増加したことからも分かるように消費マインドは着実に回復している。これがプラスチック産業にも波及することが期待できる。ただし、政治経済の混乱が続いており、予断を許さない。原料樹脂価格は供給過剰が続いている。抜本的な構造改革の兆しも見えていない。
・日精樹脂と東洋イノベックスが経営統合する。
・第3四半期の米成形機械出荷額は対前期比約30%増加した。
・包装資材メーカーPolyflexが事業拡大に着手した。
・Angstromが3Dプリンタによる金型メーカーMantleを買収した。
・LyondellBasellが新規フィルム開発用に7層インフレフィルム製膜機を設置した。
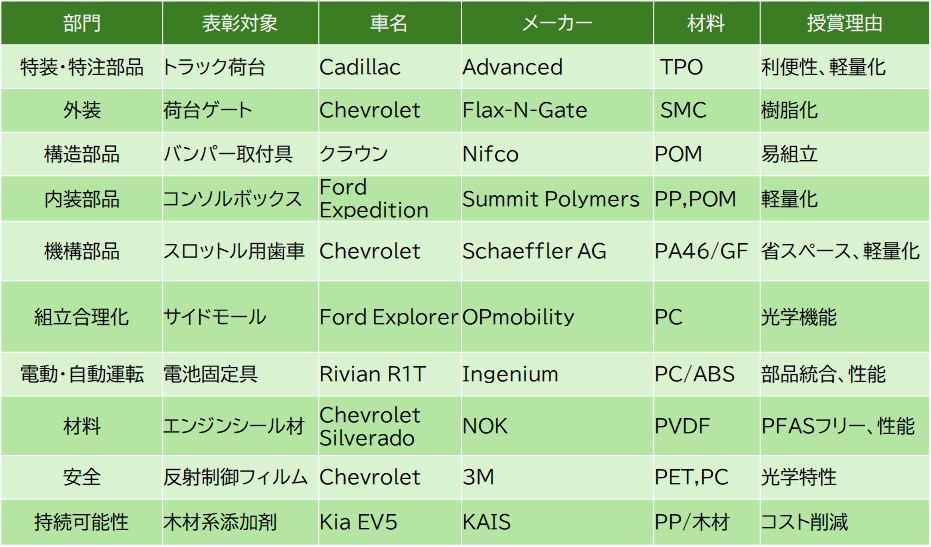
昨年11月にSPE自動車部品アワードが発表された。各部門の受賞部品を表にまとめた。
表1 2025 SPE自動車アワード受賞部品
*搭載車などは略記している
*SPE/URL(IAGGuide25Winners.pdf)から作成
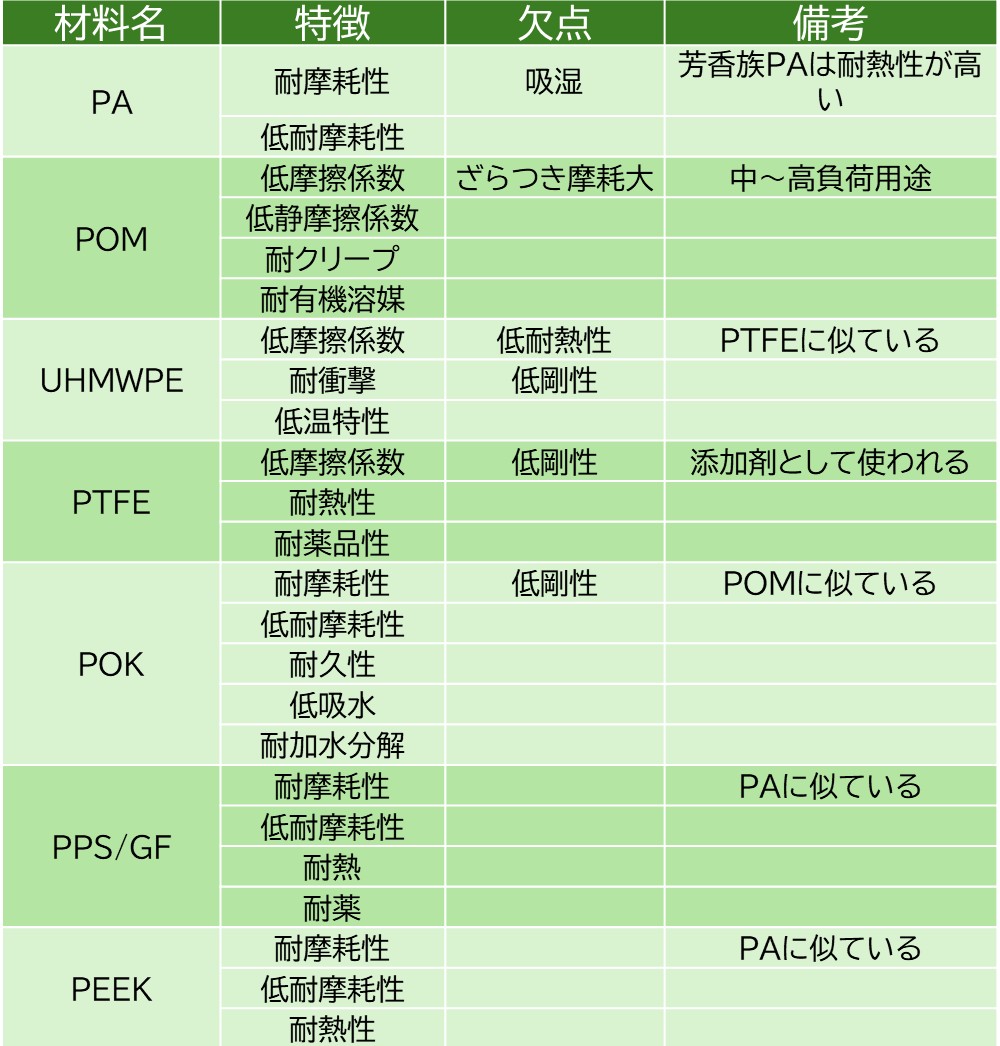
軸受け、歯車などに使用される材料の選定は難しい。原因の一つは一般物データが摩擦摩耗特性を十分表現できていないからだ。用途ごとに摺動状態、使用環境などが異なることも原因だ。摩擦摩耗特性は温度に大きく依存している。例えば、摺動運動自体が熱を発生するため、連続運転時間が耐久性に影響を与える。
本記事では摺動部材によく使われる材料の特性を説明し、比較している。その概要を表2にまとめた。使用条件が多様なので実際には試作実験を行い、性能を確認することが必須だ。
表2 摺動部品用材料の比較
部品の小型化が進み、金型では細長いコアが増えている。細長いコアは射出時、樹脂圧のアンバランスでたわみ寸法精度が低下したり、折れたりする。たわみの程度は成形条件によって異なる。高速射出、不均一冷却はたわみを大きくする。たわみを小さくするにはゲート位置、数、サイズの変更が有効だ。この場合、流動解析の知見が役立つ。
細いコアは冷却が遅れ、成形サイクルが長くなる。これも流動解析によって遅れた部分を見つけ、冷却の改善必要個所を見出すことが出来る。
二軸押出機は混錬に広く使われている。使用にあたっていくつかの留意すべき点がある。第一は摩耗対策だ。「フライト超え混錬」が大きすぎると摩耗しやすい。摩耗が進むと混錬効果が下がるので定期的に寸法検査しセグメント補修、交換する。二軸押出はスケールアップが簡単だと言われているが、多くのパラメータが変わる。これを合わせるにはそれなりの工夫が必要だ。
実務面では液状添加物の扱いが難しいと言われているが、トラブルは親和性がない材料同士を混和する時に起きる。親和性を高くする工夫をすれば液体原料でも大量添加が可能になる。
スクリューは定期的清掃、検査を行わなければならない。成形機内の材料を全量押出した後、スクリューを数ピッチ引き出す。現れたスクリュー表面を温度が下がらないうちに清掃する。この時、鉄製の工具やトーチは使ってはならない。この操作をスクリューが抜けるまで繰り返す。スクリューが抜けたら、バレル内側を回転真鍮ブラシで清掃する。
抜出したスリューは冷却後、ピッチ、溝深さ、外径、長さ、真直度の測定、表面キズの検査を行う。限界を超えている場合は補修するなり、交換するなりする。組立はスクリュー、バレルとも常温状態で行う。温度差があると挿入できなかったり表面を損傷したりする。
PM導入は稼働率向上、コストダウンのために必須だ。PMレベルが適切でないと突発事故の発生確率確が増し、過大な損失を被る。PMに一般論はなく、各社稼働状況や環境に応じた独自の体制を構築する必要がある。構築法は大きく分けて3つのアプローチがある。
時間はかかるが試行錯誤を繰り返し自社に適した体制を構築することが出来る。
Conairのように保全契約を含め、引き受けるメーカーが増えている。
Smart Servicesなどの自動監視システムを導入すると各所に取り付けられたセンサーが必要保全か所を知らせてくれる。
再生材を使用しなければならなくなっている。ポイントの第一は物性評価だ。リサイクル材を徹底的に分析し、分子の劣化状態、添加剤量、共雑物の特定を行い、要求性能を満たしているか、満たすためには何をしなければならないかを知る。再生材はバラツキが大きいので、これに対応した品質管理体制、廃棄物の履歴を記録できる体制の構築が求められる。再生材は新材料とは性能が違うので製品デザインを見直すことも必要になる。
Trelleborg Sealingはあらゆる分野の要請に応えるため、多様な金属、プラスチックを駆使してシールを生産している。要求特性を満たすため材料開発も行っており、自社配合材料が約2,000種ある。
特異な摩擦摩耗特性のためPTFEが良く使われる。特に分子量の高いものは焼結後切削している。また、耐クリープ性が悪いため、金属でバネ性を付与する使い方が多い。
成形では3Dプリント、圧縮、切削を含めあらゆる手法が単一であるいは組み合わせて使用される。
個人経営のモルダーMidgardは取出機を6軸汎用協働ロボットに代え、作業員を半減させ、わずか3か月で投資を回収した。ロボットには成形品取出しだけでなく、ゲートカット、バリ取り、品質検査などの後工程も成形サイクル内で行なっている。
例えば孔がありウエルドが問題になっていた部品は孔を開けないで成形し、取出し後孔をあけるようにした。その結果金型簡略化、製品性能向上、不良率削減等を同時実現した。このような合理化はロボットの導入なしには出来ない。
ロボットのプログラミングは取出機より簡単で、必要な治具は社内で自作している。これにより確実に動くまで試行を続けることが出来る。
・恒例のSPE自動車部品アワードを翻訳しながらいろいろ考えた。燃料タンクやバンパーの樹脂化のような驚きは感じない。基本に則ってじっくり検討した結果たどり着いたという感じの製品が多い。樹脂化による画期的な軽量化、コストダウンをねらう時代ではないことを感じた。
・「3-1 摺動部品用材料選定法」は好記事だ。材料特性データのメーカー依存が大きい日本ではこのような比較記事は得難い。関係される方はぜひ原文に目を通していただきたい。
・アメリカ業界は我々の課題を先取りしているように見える。高関税効果で引き合いは増えているが人手不足や高コスト構造で思うように受注できない様子が垣間見える。そんな中で、日精/東洋の経営統合の話が取り上げられた。アメリカブランドの成形機がほとんど消えてしまい、日系が高性能分野で存在感を強めているから当然だ。材料業界でも老舗はほとんど手を引いてしまい、環境問題や産業構造問題を解決する力はない。
わが国でもエチレンセンターの統合が進んでいる。今年は我が国も産業構造変換の年になりそうだ。それぞれの立場で各位の健闘を期待したい。
This website uses cookies.
{kind=link}
{kind=link}