佐藤功
佐藤功技術士事務所
本稿では溶着性能の評価と品質管理に焦点を当て、溶着部の性能向上法、欠陥要因と対策、接合部評価法、品質管理手法(統計的管理・工程能力管理など)を詳述。射出成形や溶着加工に携わる技術者・設計者・品質管理担当者に向け、実践的な視点で溶着プロセスの性能最適化手法と品質保証体系を解説します。
溶着部の性能は母材と同等であることが望ましいが残念ながらこれはできない。プラスチックは溶融樹脂温度、固化時の圧力、固化速度、分子配向などで特性が変わる。溶着部の溶融/固化条件を被着物の成形条件と同じすることはできないからだ。
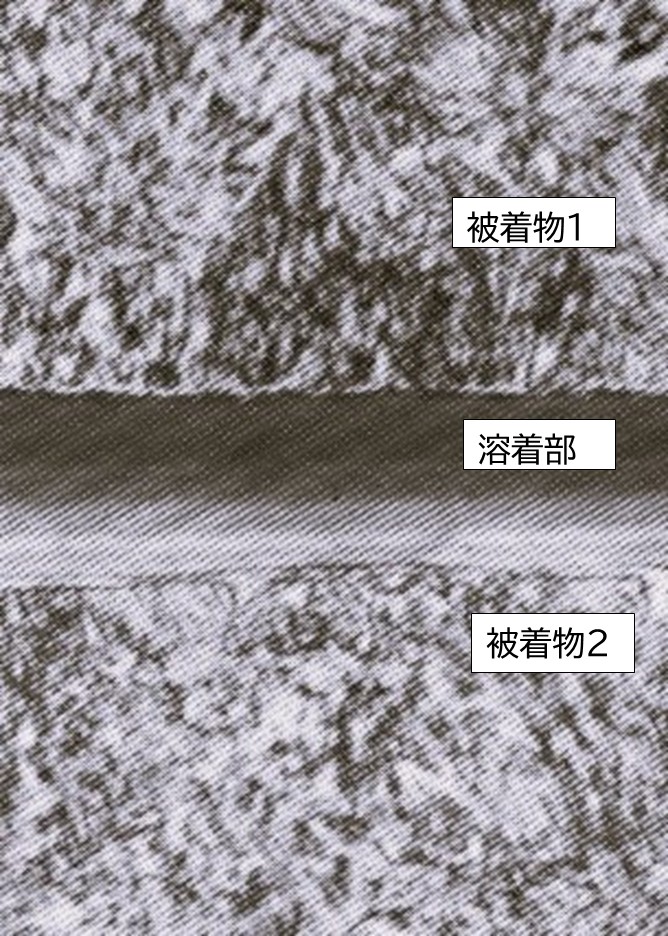
例えば図27は結晶性材料の接合部断面の偏光顕微鏡写真だ。偏光観察は分子配列の様子が分かる。溶着時に溶融しない部分は本来の結晶構造が保たれている。これに対し一度溶融し固化した溶着部には結晶を見出すことが出来ない。図27は一例なので、溶着条件を変えれば分子配列は変わるが、被着物と同じにすることは出来ない。分子配列は物性に反映する。接合性能を論じる時このことを忘れてはならない。
通常、接合性能評価は特定の用途での使用の可否を判断するために行う。この場合は、その用途でどのような負荷が加わるかが明らかになっている必要がある。
溶着部性能にはいろんな捉え方がある。まず行うべきことは「製品の要求性能を見ながら測定する項目、方法、条件」などを検討することだ。溶着部性能は強度で代表される。しかし「強度」と言っても測定方法や測定条件がある。通常は常温で溶着部に破壊するまで力を加え、その時の応力を「強さ」としている。力の加わり方が急な場合は「衝撃」という。小さな力が何回か加わる場合は「疲労」、負荷が長時間続く場合は「クリープ」性能を検討しなければならない。容器、包装、配管などでは「漏れ」に注目する。 このような過程を経て、その用途に合致した性能評価法を決めていく。
ここでは溶着部に生じやすい欠陥の概要と改善法を述べる。
(1) 給熱不足
溶着時に接合部に熱エネルギーを様々な供給する。熱不足は強度不足、気泡抱き込み、失透(溶着部の透明性が失われる)などの原因になる。対処法は給熱強化が原則だ。溶着部近傍の治具や気流による放熱が温度上昇を妨げている場合もあり、熱供給強化より、放熱防止対策の方が有効な場合がある。
(2) 溶着部の分子配列
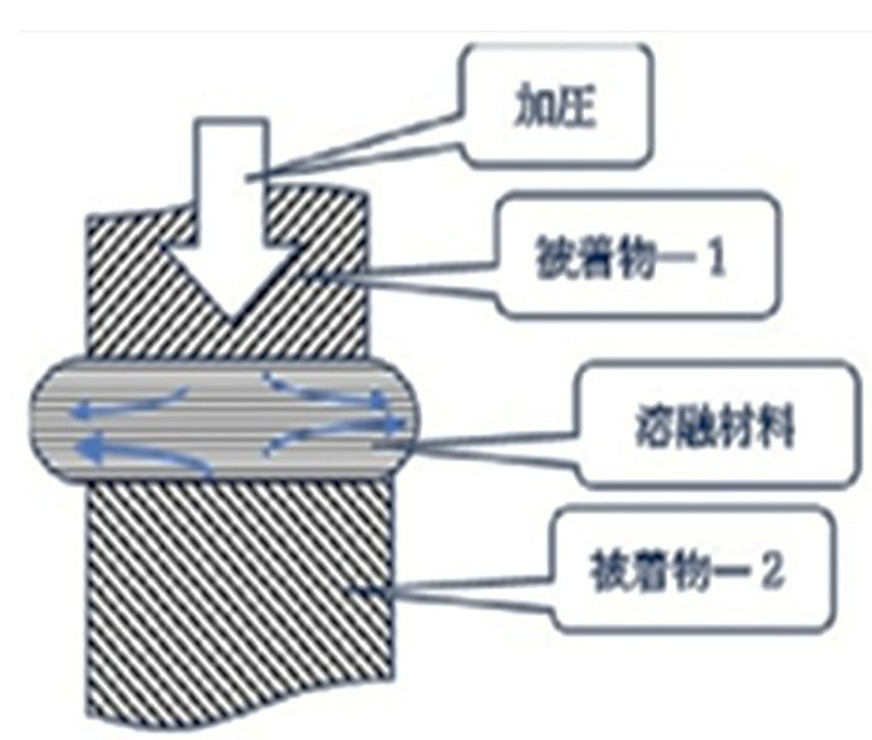
前述したように溶着部の分子配列はほかの部分とは異なる。これが性能に影響する。どう並ぶかは溶着法や条件によって異なる。例えば図28のように、被着物が溶融し溶着部が溶融樹脂で満たされている場合を考えてみよう。溶融樹脂は加圧され、溶融樹脂は押し出されバリを形成する。この時、矢印のように溶融樹脂が流れる。流れは分子配向を伴うが、短時間の冷却固化工程では緩和できず、溶着部に分子配向が残る。
(3) クラック・亀裂
固化時に過大な力が加わると、せっかく固まった部分に亀裂が入ることがある。亀裂はもちろん強度に影響する。溶着機は様々な作動を制御している。これを見直し、固化時に接合部に加わる力を極力小さくしなければならない。そのためには加圧/除圧、取出し操作のタイミングを慎重に決めることが必要だ。機械振動等による接合条件として把握していない力が原因で強度を阻害することもある。
(4) 熱劣化
溶融樹脂は空気に触れると劣化する。劣化の程度は樹種、温度、暴露時間などで異なる。溶着時に材料は選べない場合が多いので、熱劣化対策としては外気遮断、溶着条件の低温化、短時間化が考えられる。なお、バリが劣化物を溶着部から排出したり、外気を遮断して高温部の劣化を防いでいる場合もある。
(5) 気泡、劣化物、異物抱き込み
溶着面に異物が混入することがある。もちろん性能低下の原因になる。原因はいろいろあるが溶接面の清潔管理、作業環境の整備などから始める必要がある。溶着面の凹凸や傾斜、寸法精度、治具設計の不適が原因の場合もある。加えて、上記の材料劣化がある。異物の種類が特定できると混入原因が分かることもある。
(6)位置ずれ、寸法誤差
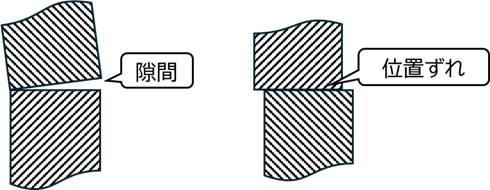
溶着条件が守られていても図29のように位置がずれていると、ずれの凹部に応力が集中し性能が維持できない。被着物の寸法精度、治具との寸法差異などを検討する必要がある。バリ取り時に段差をなくすとか、溶着部を負荷の加わらない部分にずらすという対処法もある。
製品を使用する前に、溶着部の性能が使用時の負荷より十分大きいことを確かめる必要がある。使用条件には様々な面がある。通常注目されるのは機械的性能だが、耐薬品性など化学特性を確認しなければならない場合もある。さいわい、溶接は被着体と接合部が同材質なので、母材の特性で確認できる項目が多い。
機械的な性能は使用状態で試験することが原則だが、性能保証となるとそれだけでは不十分だ。通常は力学的な検討から要求性能は「強度」で示される。溶接部の形状が複雑な場合は直接測定することが出来ず、溶着部分を切り出して試験片を作って、強度試験を行う。通常は引張強さが測定される。
負荷の加わり方も配慮する必要がある。衝撃的な加わり方、あるいは弱い力が長時間継続して加わる場合はこの点を配慮した検証を行う必要がある。
容器、配管などでは強度より「漏れないこと」が重視される。試験法としては開口部を塞ぎ、液体又は気体で内圧をかけ、漏れを確かめる。確かめ方がいろいろ工夫されている。内圧が気体の場合は供試体全体を水没させておき、泡の発生を見たり、石鹸液を塗布して泡立ちを確認したりする。ワンウエィライターは温水に浸け気泡発生しないことを確認していた。試験に液体を使用する場合は外面の濡れを目視観察したり定色反応を利用したりして確認する。
これらは目視、探傷液、電磁的な方法で確認することが出来る。ただし、実用性能との関連は単純でない。性能評価に反映させるにはある程度データを積み重ねる必要がある。
溶着部、ビードの光沢や変色、バリの出方、溶着部のそり・変形の様子なども性能判断材料になる。慣れてくると有効な判断手段だが個別性が高い。場数をかさめて目を養うことが期待される。
目視観察だけでなく、音や振動、消費電力量などが判断基準に出来ることがある。定量性を持たせるため、動力負荷計測、治具に加わる応力測定なども参考になる場合がある。
日本のものつくりが世界に誇る「Japan Quality」は戦後導入されたTQCの成果だ。これはSQC(統計的品質管理)を徹底させる努力の積み重ねによって構築された。確率論に支えられ、実務的には抜き取り検査によって運用されている。品質をロット単位で管理する。あるロットからサンプルを無作為に抜き取り、検査をし、その結果からロットの品質を統計的に推定してロットの合否を決める。検査時の抜き取り数は合否判定の信頼性を左右している。通常は95%程度に設定されている。このレベルだと、%オーダー(百個に1つの不良)の不良率には有効に働き、判定誤りの影響は小さい。
しかし、最近は%オーダーの不良が許される製品なんてない。どの分野でもppmオーダー(百万個に1つの不良)の品質が求められている。このレベルになると抜き取り検査をベースにしているTQCでは対処できない。そんな場合は、全数検査と言うことになる。ところが全数検査には次のような課題がある。
(1) 検査の精度、信頼性
例えば長さの許容値が±0.01だとすると、測定には一桁高い0.001精度がもとめられる。それも全製造期間にわたって保証しなければならない。駆動部のある試験機では長時間作動を保証することは大変難しい。
(2) 破壊検査
強度試験は原則として破壊検査だ。破壊検査は全数検査には使えない。溶接性能は破壊検査によって明らかになることが多いため、この問題は避けて通れない。
(3) ヒューマンエラー
検査機器に頼れない場合は人海戦術になる。人の操作、判断にはミスがつきものだ。
高い品質レベルの製品のための品質保証システムとして登場したのが「工程能力法」だ。工程能力では「十分高いレベルの品質を作れる工程で生産すれば高品質の製品が生産できる」と考える。
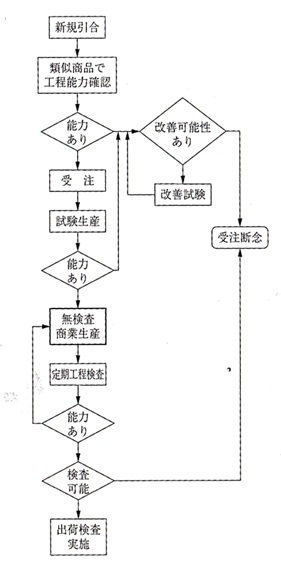
具体的な流れを図30に示す。新しい製品を作ろうとするときはまず工程能力の確認をする。生産しようとする工程に製品を流し、
試作品の検査をして品質レベルを確認する。工程能力が十分高いと判断されれば生産に入る。この製品は品質が保証されているから
無検査で出荷してよい。
品質を維持するため工程能力は定期的に検査する。工程や製品に変更があった場合にも能力確認が必要なことは言うまでもない。
工程能力は品質要求レベルが高い場合に導入されるため、工程能力の標準偏差の4倍(4σ)の品質許容幅を持たせて運用されることが多い。この場合、統計的に不良品が流出する可能性は0.0063%となる。
品質管理に工程能力管理を導入する場合にはより詳細な技法を習得していただきたい。特に下項を留意していただきたい。
・統計処理のため、品質項目が数値化されていること
・工程能力測定時のサンプリングを正しく行うこと
・工程能力測定頻度を守ること
溶着の性能は強度試験で確かめたい。しかし、強度試験は破壊試験なので全数検査はもちろんだが、抜き取り検査でもサンプル数を増やして信頼性を向上させることが出来ない。この課題に対し、先に説明した工程能力管理は一つの答えになる。つまり、使おうとする溶着法がどの程度の性能を実現できるかを事前に把握することによって、接合品の性能を保証できるからだ。熱風溶着のように個人の技能レベルの関与が大きい場合は工程能力の属人的管理も必要になる。
本シリーズでは、プラスチック溶着技術を単なる接合手段としてではなく、製品設計・生産技術・品質保証を横断する統合技術として捉え、体系的に整理してきた。
第1回では、国内外の製造業環境の変化を背景に、溶着技術の重要性とその位置づけを俯瞰した。軽量化、高機能化、部品点数削減、コスト競争力向上といった要求が高まる中で、接着剤や機械的締結に代わる信頼性の高い接合技術として溶着技術が果たす役割を整理した。溶着は単なる後工程ではなく、設計思想の一部として初期段階から織り込むべき技術であることを強調した。
第2回および第3回では、各種溶着法(超音波溶着、振動溶着、熱板溶着、レーザー溶着など)の原理、適用材料、装置構成、長所・短所を技術的視点から解説した。重要なのは「装置ありき」ではなく、「材料特性」「製品形状」「要求性能」に基づいた工法選定である。溶融挙動、粘弾性特性、結晶性・非晶性の違い、充填材の影響など、材料工学的理解が溶着品質を左右することを示した。
第4回では、溶着設計の考え方を取り上げた。エネルギーディレクター形状、溶着リブ設計、溶着代、圧力分布、位置決め構造など、設計段階での配慮が最終品質を決定する。溶着不良の多くは加工条件ではなく設計起因であることが少なくない。すなわち、溶着は加工技術であると同時に「設計技術」でもある。
そして第5回では、溶着性能の評価と品質管理に焦点を当てた。引張せん断強度、気密性、水密性、外観評価などの評価法に加え、工程能力指数(Cp, Cpk)や統計的工程管理(SPC)を含む品質保証体系の構築について整理した。溶着はブラックボックス化しやすい工程であるが、因子分解とデータ管理を行うことで再現性の高いプロセスへと転換できる。
本シリーズを通じて一貫して示したのは、溶着技術の本質は「材料の界面制御」にあるという点である。溶融、分子拡散、再固化という現象を理解せずして、安定した接合は実現できない。すなわち、溶着は経験則に頼る技術ではなく、材料科学と加工工学の融合領域である。
また、溶着技術は製品競争力と直結する。
・部品一体化による軽量化
・接着剤不要による環境対応
・高速加工による生産性向上
・気密構造による高機能化
これらはすべて、適切な溶着技術選定と設計統合によって実現される。
近年では、自動化・デジタル化の進展により、溶着工程のモニタリングやデータ解析が高度化している。溶着エネルギー、変位量、時間波形のリアルタイム解析は、工程の可視化と品質安定化を大きく前進させている。さらに、環境対応材料や再生材の活用が進む中で、材料ロット差や物性変動への対応力も求められる。
今後の溶着技術は、
・材料理解の深化
・設計段階からの統合的検討
・データ駆動型品質管理
・環境配慮型プロセス設計
という四つの柱を軸に発展していくと考えられる。
溶着技術は成熟技術のように見えて、実は進化を続ける領域である。製品設計、材料選定、加工条件、品質保証を一体で捉える視点を持つことで、その真価が発揮される。本シリーズが、溶着を「現場技術」から「戦略技術」へと再認識する一助となれば幸いである。
以上をもって、全5回にわたる「プラスチック溶着技術」解説を締めくくる。
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}