技術解説 プラスチック溶着技術(1)
佐藤功
佐藤功技術士事務所
プラスチック溶着技術の基礎と最新活用事例を体系化し、自動車・包装・配管など多分野での応用を解説。コストダウンや高付加価値化の実現に役立つ実践的な知見を紹介します。
5回連載の1回目
1. わが国プラスチック加工業の現状と課題
高度成長時代に我が国プラスチック加工産業は高い技術力で日本発のブランド構築に貢献した。育ったブランドはブローバル化し生産を低コスト地域に移転し、わが国製造業は空洞化した。流出した生産を取り戻そうと、自動化、無人化などコストダウン技術の開発に取り組んだこともあった。しかしこれらは海外生産強化に使われてしまい、空洞化を阻止することは出来
なかった。
いま国内で生産されているのは高コストに耐える製品や技術的に海外では生産できない製品だけだ。これらは多品種少量生産品が多く、取り組みは楽ではないが、じっくり取り組めば独自の産業が構築できる可能性がある。そのためには生産コスト構造を変えなければならない。特に重要なのは固定費の削減だ。
かつては成形機や金型に投資して比例費を最小化することでトータルコストを抑えてきた(図1A )。このため、成形自動化、精密金型、ハイサイクル化などの成形技術を精緻化し成形品は何ら加工することなく使えることが当たり前だった。成形工程に後工程を取り込む、型内装飾、型内組立技術なども盛んに開発された。
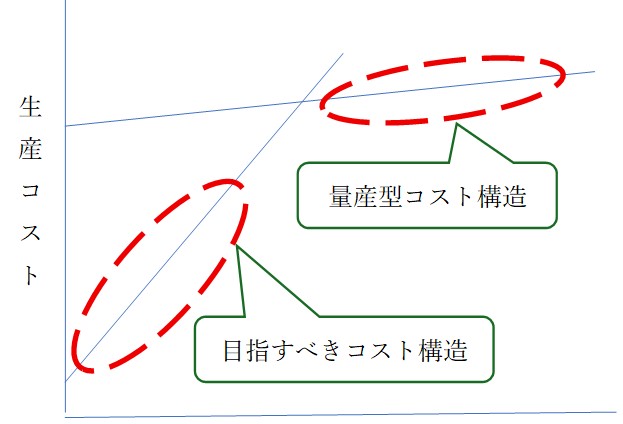
図1 生産量とコスト
時代は変わった。今までのやり方では固定費が高く、多品種少量生産には適応できない。小ロット化に対応するには固定費の引き下げ図1線Bのようなコスト構造にしなければならない。そのためには金型など成形関連の固定費を引き下げる必要がある。「成形工程で機能・性能をすべて作り込む」という従来の常識は捨てなければならない。そこで重要になるのが二次加工だ。
成形品の足りない部分は接合して加え、余分な部分は切除する。外観が未達の場合は表面装飾加工で補うことが出来る。手の内にいろんな手法があり、成形品の仕上がりを見て不足機能があればこれを補い、さらに高度化することを日常業務として行うことが求められている。若いころ、ヨーロッパで歯車の精密成形技術を自慢したことがある。残念ながら彼らは驚かず「円盤を歯切した方が高精度の歯車が安価に得られる」と冷静に反応した。成形で精度を上げるため難しい金型を作り、ピンポイントの最適成形条件の中で成形するより、歯切盤への自動装着や多数個同時切削を工夫する方がはるかに簡単で、安価に高精度歯車が得られるという彼らの考え方を知った。
歯車と円盤では金型費用がけた違いにちがう。あとで外周歯切りするなら円盤の精度は要らない。成形条件幅は広くてよく、成形サイクルをあおることも出来る。当時の私は「良い品を安く大量に」モットーとした生産技術体系の中に生きていたので「成形後歯切」なんて許せなかった。今、我々は彼らのような発想が求められている。
2. プラスチック二次加工の概要
2-1 概要
成形品の寸法精度が悪かったり、機能不足で即使用できない場合がある。その場合は追加工が必要だ。この加工が「二次加工」だ。二次加工は多様なのでだが表1のように賦形、組立、表面装飾、改質に分けると理解しやすい。
表1 二次加工の概要
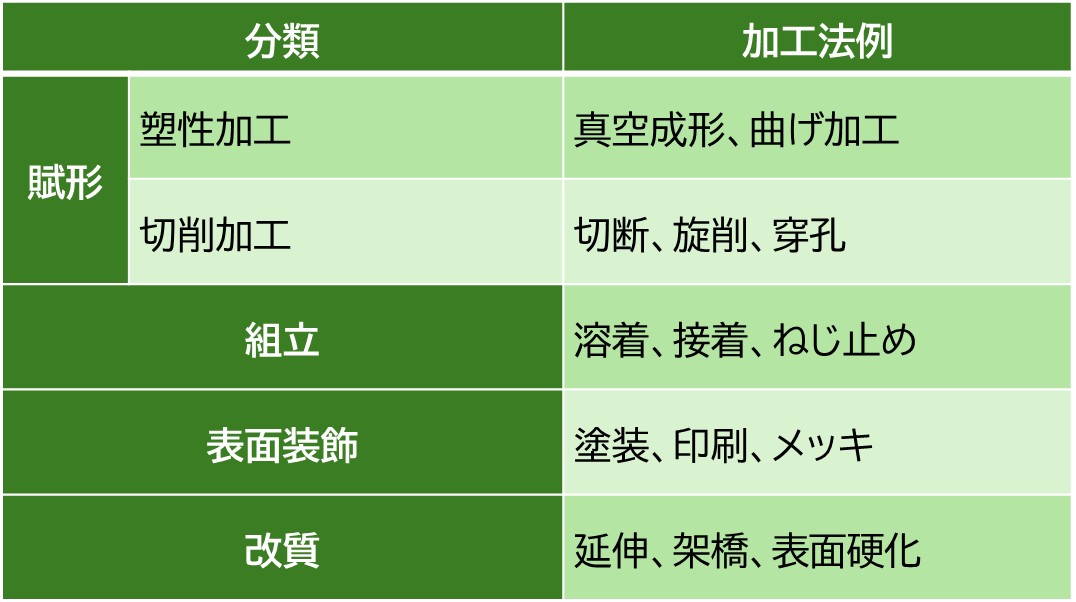
賦形加工は成形品の形状が求める形状を満たしていない場合に行われる加工で刃物を使う切除加工と、加熱軟化させて変形させる塑性加工がある。組立加工は小さな部品を集めて大きな製品を構成するための加工だ。溶着はこの中に含まれる。表面装飾は塗装、印刷、メッキのように外観を整える加工だ。改質は摩擦特性、静電特性、濡れ特性、光学特性、表面硬さなど表面性能の向上が目的だ。
2-2 二次加工技術の特徴と役割
二次加工は成形品の最終仕上げ工程なので要求性能の種類もレベルも多様で個別性が強い。このため先行事例を他分野で知ることは難しい。私の経験では立ち上げには苦労するが、高付加価値で競合が少ない。治工具、設備も既存品の流用や自作できることが多く、一概には言えないが初期投資は小さい。
成形工程で未達の機能を補うという位置付けには変わりないが、新しい価値が創造できることもある。例えばタンクの液面検出用のフロートは通常はブロー成形や発泡成形製だ。検出精度を上げるには寸法や比重を厳密に管理する必要があり、ブロー成形や発泡成形では対応できないことがある。精度を上げるには射出成形した半身を溶着して中空体を作ればよい。
溶着を活用してコストダウンや製品の高付加価値化を実現した例をケースステディとして紹介する。
ケーススタディ1 つば付きボビン
ケーススタディ1のフランジ付ボビンは成形機のサイズダウン、金型構造の単純化、これに伴う冷却強化によるハイサイクル化により大幅なコストダウンが実現した。さらには寸法精度の向上、糸巻面バリ解消など性能向上にも貢献できた。
つば付きボビン(図2)は繊維産業などで大量に使用される。ボビンの半分だけ成形し2個を対向させて接合した。すると、型開き量の半減でき、成形機のサイズダウンができた。また、2分割することで金型のスライドコアが不要になり、メンテナンス費用の軽減、糸巻き部の真円度向上、冷却強化が出来たためサイクルアップなどが実現した。
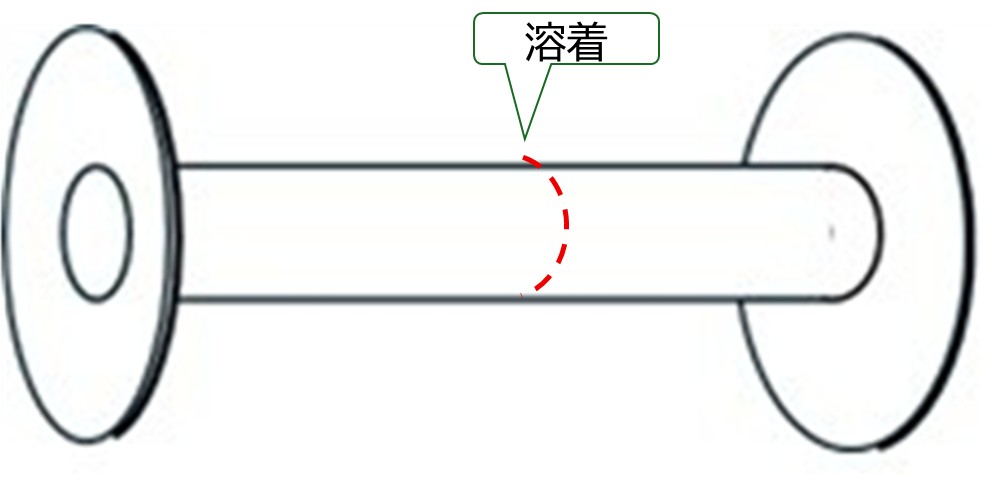
図2 つば付きボビン
ケーススタディ2 iPhone5C
ケーススタディ2はリブやボス裏のヒケ、孔周囲のウエルドを解消し、優れた外観でブランドイメージを向上させた。
ハウジングの外観にこだわり、ヒケ、ウエルド などを徹底的に避けたケースが報告されている。これらの原因になる、孔、リブ、ボスなどをなくし、これらは後加工(穿孔、溶着など)で補った。このケースでは後加工の自動化と、金型、成形コストの節減により、高い外観品質が低コストで実現したことが報告されている。
(アップルのデザイン戦略 日経デザイン編 日経PBP46(2014))

図4 iPhone5Cの外観
3. 接合の概要と溶着の特徴
3-1 プラスチック接合の概要
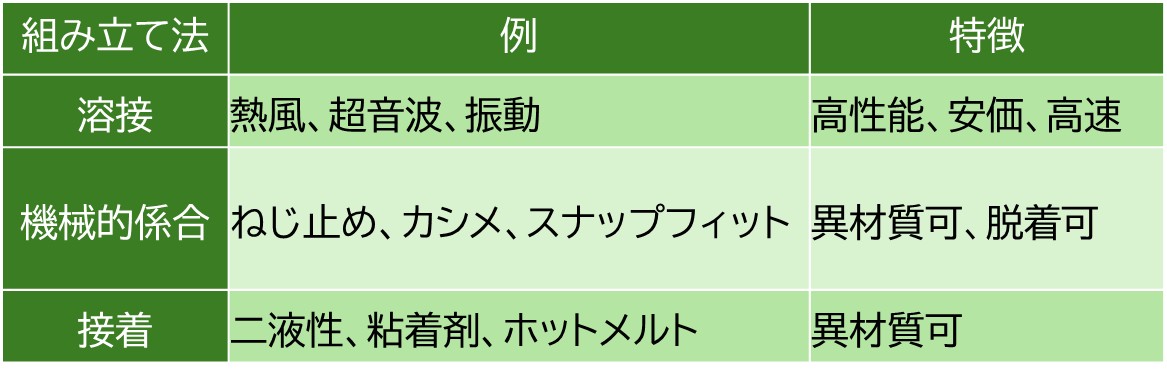
表2に示したようにプラスチック接合法には様々な方法がある。
溶着法は、① 接合部に異物が介在しないので高性能、② 接合部がコンパクト、③ 加工は熱の授受のみなので短時間・安価、などの特徴を挙げることが出来る。
反面、① 対象は熱可塑性樹脂で同材質同士のみ、② 着脱は出来ない、などの限界がある。
表2プラスチック接合法の概要
3-2 プラスチック溶着の活用例
このような特徴を活かして、すでに様々な分野で使われている。しかし、個別性が高いため公表されたり他分野に技術移転されたりすることは少ない。表3に溶着が活用されている例をいくつか挙げた。過去に関連業務にたずさわれた方には常識かもしれないが、すべての技術に詳しい方は少ないと思う。
今手掛けておられるテーマに役立つヒントがこれらの中に含まれている可能性がある。溶着技術の全体像を把握されることをお勧めする。
表3 溶着技術活用事例
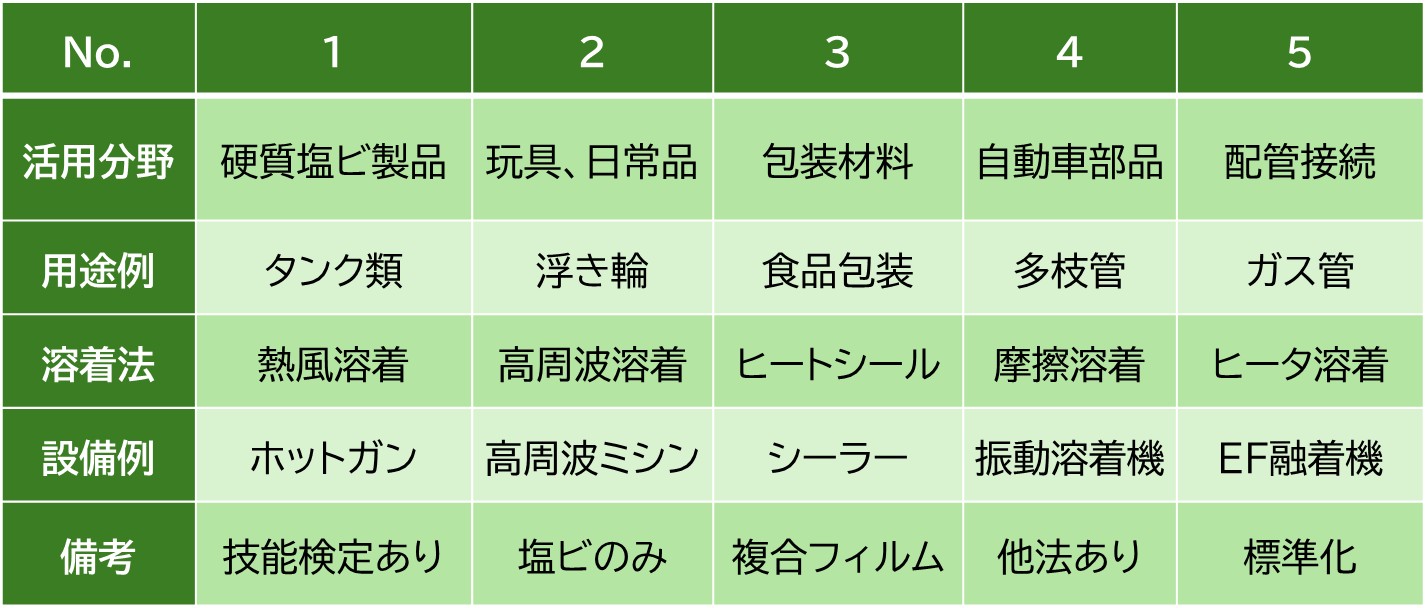
1の軟質塩ビの加工は金属の板金加工と似ている。既製の板を熱風溶着して化学工場などのタンクなどが作られる。温度制御レベルが低かった時代には塩ビの成形加工が難しく、板材で供給されたものを加工して使用していた。大型品が多く、現場施工が中心となる。JISで技能検定が規定されている。5は防災対策として注目されているテーマだ。ガス・水道管の耐震性向上のため、鋼管のポリエチレン管への代替が進んでいる。社会インフラなので高い信頼性・耐久性が求められる。その中で、専用の配管接続法が開発され、規格化されている。この他包装用フィルム、高周波溶着を利用した軟質塩ビの世界、そして自動車部品と、いずれも技術が確立している。
どの分野でも適応できる技術が開発されると生産技術として保有される。その分野では改良され伝承されているが公開されたり横展開されたりすることはない。
4.プラスチック溶着工学を目指して
前述したように、様々な分野で高い溶着技術が活用されている。利用されているエネルギー技術も高周波、超音波、高周波等々、多様だ。しかし、それぞれが独立しており、全貌を体系的に論じられた例は少ない。
一方、わが国のものつくり技術はさらなる多様化、高度化を求めており、溶着技術が活用しなければならない場面が増える予想される。そのためには溶着技術が体系化され、高い工学的発想、アプローチがなされなければならない。
これを実現するためには溶着に関する技術を統合し、体系化することがスタートになる。具体的なイメージを図4にしめす。まず各分野で保有されている溶着技術を集約して体系化する。溶着現象は熱収支であり、これに伴う高分子材料の粘弾性挙動だ。高分子科学として蓄積されている理工学ツールを活用すればさらに高度化出来、改良が促進できる。溶着技術が体系化すれば進展著しいエネルギー関連技術の導入も容易になる可能になる。これらにより新しい溶着技術の創出、溶着技術の新しい活用法の開発を期待したい。
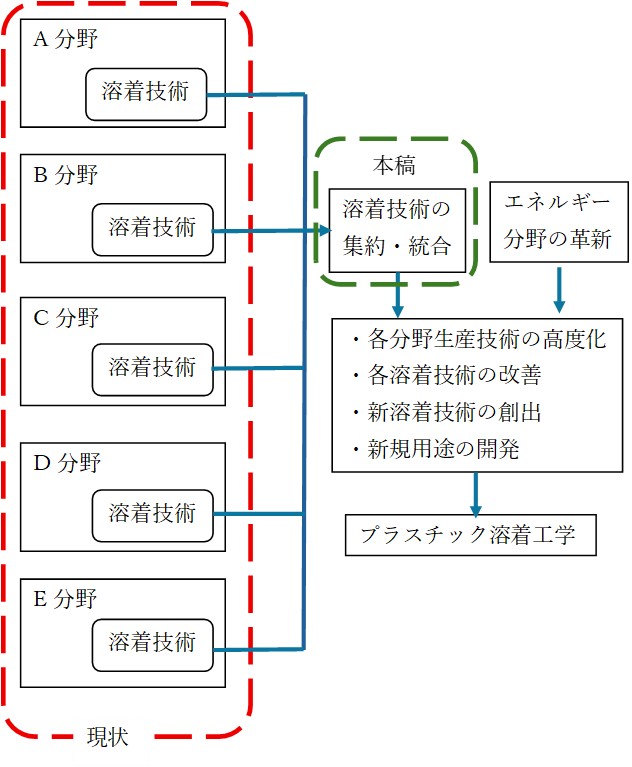
図4 プラスチック溶着工学への期待
このような想いから本稿は各分野で使われている溶着の諸技術を熱供給法に注目して体系化することを試み、次章以下で紹介する。