アメリカ成形業界状況(2025.11) ―雑誌から垣間見る―
佐藤功
佐藤功技術士事務所
反り対策、金型冷却、二軸押出機のスクリュー設計、小規模モルダーの自動化、リサイクルPETの結晶化等
1.業界動向
1-1 全般状況
先の見通せない政治経済状況が続いているが、成形加工の受注量は減っていない。高関税効果、混乱回避指向の国内回帰が始まっているように見える。原料は生産過剰にもかかわらず新規参入がある。当分価格回復の見込みはない。
1-2 個別動向
- ArburgがFreeformerから明年撤退する。
- SPE(技術者協会)とプラスチック工業会が合体する。
- Shellが再生プラスチック業者と共同で高度な再生材料を提供する。
- WIS KunstoffeがFDA適応の食品包装用リサイクルPP開発した。
- 日本ポリプロの技術によるFORMOSA PLASTICS USAの25万t/yプラントが稼働した。本プラントは耐衝撃性グレードが効率よく作れる。(https://www.j-polypropylene.com/news/4025/)
- KHS(独)が6.2gの250ccPETボトルを発売開始した。従来品より1~2g軽い。
- SABICはEngelなどと共同で Stamax 30YH570をコア材としたEV用バッテリーカバーを開発した。
- 住友化学PP、LLDPE事業が来年4月にプライムポリマーへ統合される。(https://jp.mitsuichemicals.com/jp/release/2025/2025_0910_1/index.htm)
- Fraunhofer Institutが新しいタイプのPBS(ポリブチレンサクシネート)を開発した。耐熱性が高い。
- フロリダ大学のAdam Veige教授らはアルキンを環状に重合出来るW系触媒を開発した。環状だと分子末端がないので、耐熱性、電気特性、耐久性などが向上する。実用化に関心をもつ企業が出ている。
2.ヨーロッパ状況
Plastics Technology記者がK2025会場での聞き取りからEUの状況、目指しているものを概略下記のように報告している。
- この四半世紀でプラスチックの世界総生産量は17%伸びたがヨーロッパの生産量は変わっていない(中国33%、米17%増加)。消費量は中国が33%、米16%増えたが欧は2%しか増えていない。
- 成形機生産シェアはこの四半世紀で米18%から7%に縮小し、中国は4%から38%に拡大した。欧は48%から43%に縮小した。
- Arburgは回復の兆しがある。
- 昨年のオーストリアの成形機生産額は6.7%減少した。Engelも減少している。
- Sumitomo (SHI) Demagは今後欧で増産の増産はしない。
- しかし、プラスチックをなくすことは出来ないし、EUの重要な産業であり続けようとしている。
3.技術解説
3-1 そり問題
成形品そりの要因多様で、問題解決は難しい。CAE解析が行われることがある。成形品形状、ゲート位置、冷却法、成形条件などの解決提案がなされるが実行が出来ないことが多い。しかも1回で解決することは少なく、解析、実験、型改造を繰り返さなければならない。
この状況を改善するため、CAE Services Corp.では成形品設計から参加し、変更可能範囲を把握してから解析に取り掛かるようにしている。
3-2 Bruce Maddockの業績
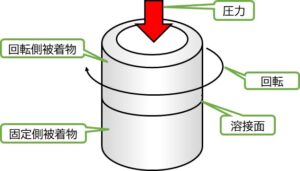
Maddocは電線被覆技術者だが、単軸押出スクリュー技術の基礎を築いた。スクリュー抜去法を開発し、溶融メカニズムを明らかにした。これにより設計や温度条件設定を理論的に進めることができるようになった。彼の名はミキシングヘッドにMaddock Typeとして名を残している。
SPEの押出部門の創設者のひとりであり、彼の業績を記念してこの部門ではBruce Maddock賞を設定している。1997年にはプラスチック殿堂入りした。
3-3 金型冷却法
冷却時間は成形サイクルの大分を占めるため型温度を低く設定する傾向がある。これにより品質が低下することがあるので、バランスをとる必要がある。
冷却水流速を乱流域にする必要がある。流速確保には流路の圧力損失を減らすとともに、ポンプ圧の高い温調機を選ぶことも大切だ。冷却水路が複数ある時、並列接続すれば圧損を小さく出来るが片流の危険がある。回路ごとの流量調整弁と流量計を設けることが望ましい。
3-4 二軸押出スリュー設計
混練のみが重視され生産性が低下し、設備摩耗の大きくなっていることがある。この状態を改善できるいくつかの留意点を述べる。
- フィード部は固体輸送のみに特化すべきで、セルフクリーニングは必要がない。かさ高の原料を使用する場合は空間定積の大きい要素を使う。フィード部最終端は圧縮ゾーンの圧力を受け、摩耗しやすいので要素の外径を少し小さくする。
- サイドフィードでかさ密度の大きいフィラーを添加する場合はベントに向けて空気がぬける様空間を大きな要素にする。
- 先端にポンプを付けると最大圧力が下がり、摩耗を低減できる。圧力が下がると樹脂温度を低く出来る。
3-5 小規模モルダーの自動化
規模が小さいから自動化が出来ないわけではない。効果のある部分から少しずつ進めれば過大投資を回避できる。最近のシステムは頻繁な生産変更にも対応できる。自動化は省力化だけでなく、品質安定、稼働率向上、不良低減などの効果もある。単純作業を減らし、高度な作業を増やせば合理化が一層進み、人手不足対策にもなる。
3-6 リサイクルPETの結晶化
PETのリサイクルが進んでいる。粉砕フレークは結晶化度が低く融着が起きやすく、ホッパーなどの樹脂詰りの原因になる。フレークを150℃程度に保つと結晶化が進み、融着しなくなる。結晶化装置には融着を防ぐ攪拌/輸送装置が付いている。十分な温度と滞留時間が確保できるものを選ばなければならない。結晶化工程は高温になるため、予備乾燥、不純物除去の効果もある。
4.ケーススタディ
4-1 プロテクター成形
Caplugsはパイププラグなどの保護部品に特化したモルダーだ。射出成形、PVCゾル成形キャップ、押出成形によるホース保護用スパイラルを世界で毎日3千万個生産している。ゾル成形以外は週5日間の連続成形している。カタログ記載の規格品と特注品があるがいずれも納期が厳守できる量の在庫を持っている。出荷、在庫にリンクして生産計画が自動的作られている。
営業はカタログ販売のウエイトが大きい。標準品が売れる場合もあるが、カスタマイズが必要な場合もある。課題を相談され解決策を提案するのが理想的なかたちだ。
4-2 パイプ成形工場管理
スイスのパイプメーカーHaka Gerodur がスエーデンのPipemaker製データ処理システムを導入した。社内の品質管理のレベルが向上し、顧客ごとに項目、基準が異なる認証書が自動発行できるようになった。手作業が減り、信頼性が向上した。
5.あとがき
今号は工業会と技術者協会の併合、台湾資本の日本技術による米国進出、高品質リサイクル材料、Freeformer(射出成形機を利用した3Dプリント)の撤退、日本のポリオレフィン事業の集約、などは時代の流れを感じる記事が多かった。生きている場所と時代を自覚し進むべき方向を考えるようにしたい。