写真15 Durabioを用いた成形品
秋元英郎
秋元技術士事務所
1.はじめに
名古屋プラスチック工業展は日刊工業新聞社,中部プラスチックス連合会,(一社)中部日本プラスチック製品工業協会の主催で、3年に一度開催される中部地区最大のプラスチックに関する展示会である。
今回は10月31日~11月2日にかけてポートメッセなごやにて開催された。従来から1日開催期間を減らし、土曜日の開催を無くして会期は3日となった。来場者数は3日間で約17500名(2015年開催の前回は4日間で約18000名)であった。
過去のレポートを遡ってみると、2009年には射出成形機メーカーの実演があったのは日精樹脂工業とニイガタマシンテクノの2社であったと記録されているが、年々射出成形機メーカーの成形実演は充実してきている。一方で材料メーカーや二次加工関係の展示は減っているように感じられる。
講演会は毎日1件行われた。
自動車用高分子材料の最近の動向と期待
トヨタ自動車株式会社 先進技術開発カンパニー 有機材料技術部 部長 永井 隆之 氏
新たな時代へ、モノづくりに光さすバイオプラスチック技術
三菱ケミカル株式会社 サステイナブルリソース事業部 企画管理グループ グループマネジャー 漆坂 雅弘 氏
アジアにおけるプラスチック産業の実態と今後
アジア技術協力ネットワーク 理事長 長谷川 正 氏
三菱ケミカルによる講演を聴講することができたので、概要を記す。
日本におけるプラスチックの生産量は約年間1000万トンであり、最も使用量が多いのは包材、次が建材である。国内でリサイクルされるプラスチックは約25%で廃棄される量は900万トンにのぼる。
環境に優しいプラスチックの使い方として理想的な考え方は、焼却処分されるプラスチックは植物由来を用い、埋め立て処分するものは生分解性プラスチックを用いる。自然界に流出する恐れがあるものには生分解性プラスチックを用いる。
一口に生分解性プラスチックと言っても、大別して3種類存在する。
・崩壊性プラ:例えばPEと澱粉からなる材料で、澱粉が分解した後に粉々に崩壊するが、PEの微粒子が残る。
・光崩壊性プラ:金属酸化物等を添加することで、光による分子切断を起こし、低分子量化する。低分子量成分が残る。
・生分解性プラ:バクテリアによりポリマーを分解する。
今後は真の生分解性プラスチックしか生き残れなくなるであろう。
生分解性プラスチックとして知っておくべきものは4つ。
PLA(ポリ乳酸):澱粉を原料とした植物由来プラスチックであり、生分解性をもつ。生分解性プラスチックとして最も多く使用されている。脆さが欠点である。
PBS(コハク酸とブタンジオールの共重合体):生分解性が速いのが特長
PBAT(アジピン酸ポリエチレンテレフタレート):柔軟性がある。
PHA(ポリヒドロキシアルカン酸):海洋生分解性に優れる。
生分解性プラスチックの分解速度はその環境に大きく依存するため、どのような条件で試験するかが非常に重要である。海洋では土壌中に比べてバクテリアの密度が低く、温度も低いため、最も分解しにくい条件になる。
代表的な試験はベルギーのTUVの試験がある。定められている分解条件は、
インダストリアル:58℃、ホーム:28℃、ソイル(土):25℃、海洋:海水中30℃である。
大きな流れとして、より厳しい方向に向かっている。その流れを先導しているのは欧州であり、日本でもバイオプラ導入ロードマップが作成されている。
動向として、インダストリアルからホームへと、より低温の条件で分解することが求められ、単層包材のみならず多層包材に対しても生分解性が求められてきている。また、バイオ度(植物由来成分が占める割合)向上や海洋生分解性に対する要求も高まっている。
欧州では、レジ袋削減の動きの中で、生分解性プラであれば許容される方向であり、フランスでは2020年以降はカトラリー(使い捨てのスプーンやフォーク)は生分解性が必須になる。
従来のPBSは石油由来のコハク酸を使用していたが、BioPBSは植物由来のコハク酸を使用し、タイに2万トンのプラントを建設する。PBSはPEに似た特徴があるので、PEと同じ加工設備が使える。生分解性を増すためにアジピン酸を共重合するタイプもある。
PBSの代表的用途は農業用マルチシートや紙コップの防水コーティングである。マルチシートの場合、使用後のフィルムを剥がすことなく、そのまま土にすき込むことができ、フィルムが高価でも作業が削減できるメリットが上回る。
コーヒーカプセルのような多層でバリア性が要求される包材の生分解性に取り組むため、バリア層樹脂や接着層樹脂の生分解性樹脂への取り組みが進んでいる。
植物由来のイソソルバイトを原料に用いたPCに似た透明樹脂であり、耐傷付性に優れている。
自動車部品で塗装レス・高光沢・耐傷付性を活かして採用が進んでいる。(内装:スズキ、外装:マツダ、スピードメーター:ルノー等)
同社は、竪型ロータリー射出成形機(ET-80ⅡVR4)で結束バンド(4型それぞれ違う製品)の成形を行っていた。金型の冷却水をテーブル中央のロータリージョイントから供給するため、テーブルを反転させる必要が無いのが特長とのことである(写真1)。
その他に、Si-100-6Sを用いて、SAG+αⅡ(低せん断スクリュー+ホッパーからのガス抜き)の実演及び新型パネルSYSTEM800を展示していた。
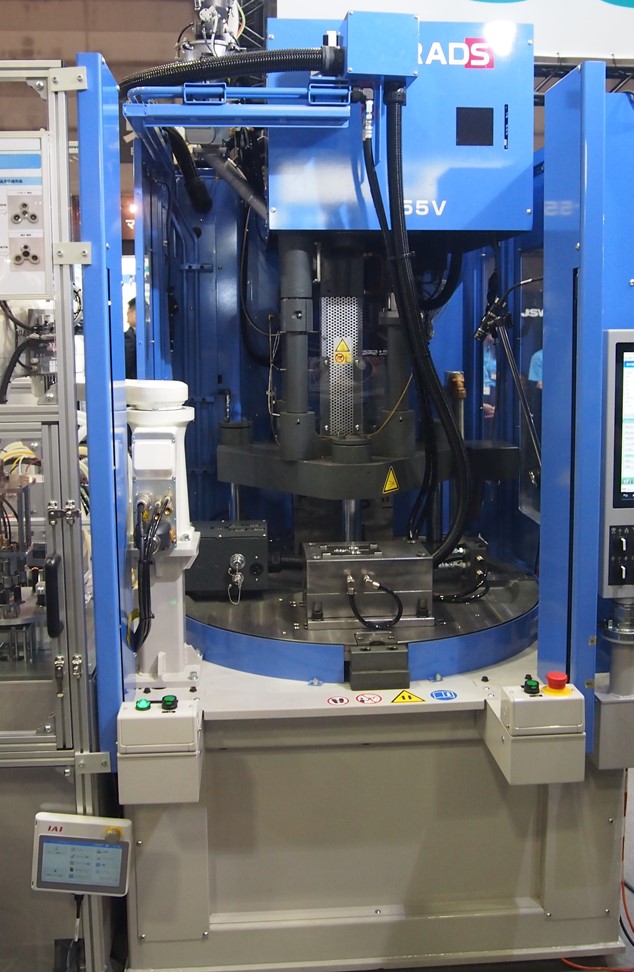
同社は竪型成形機(JT40RADS-55V)による金属の自動インサートを実演していた(写真2)。この成形機は低床を特長とした開発品で、来春の上市予定とのことである。
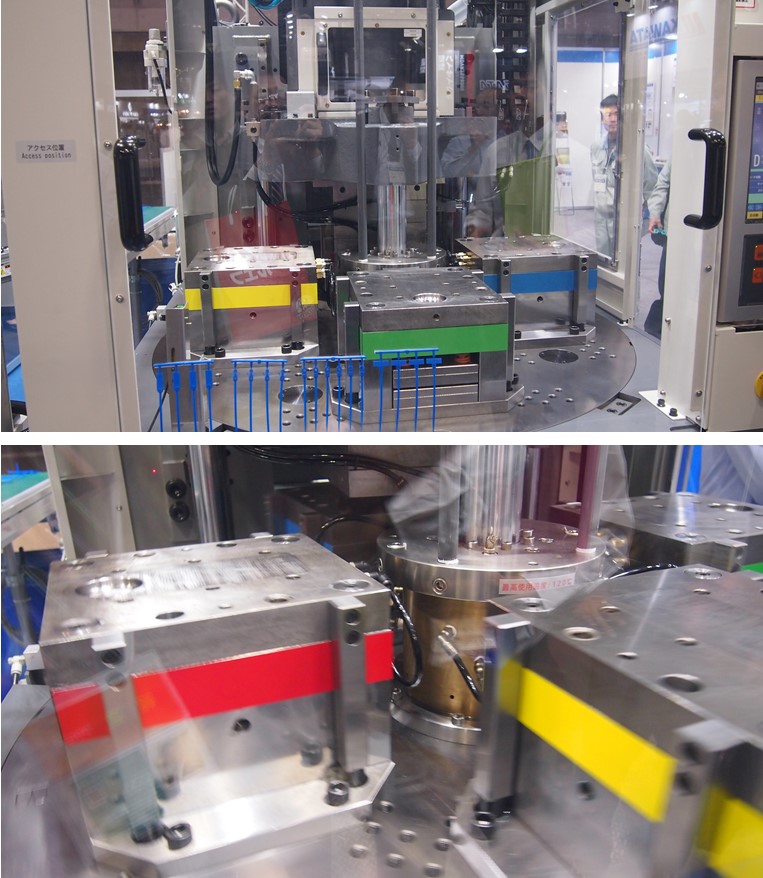
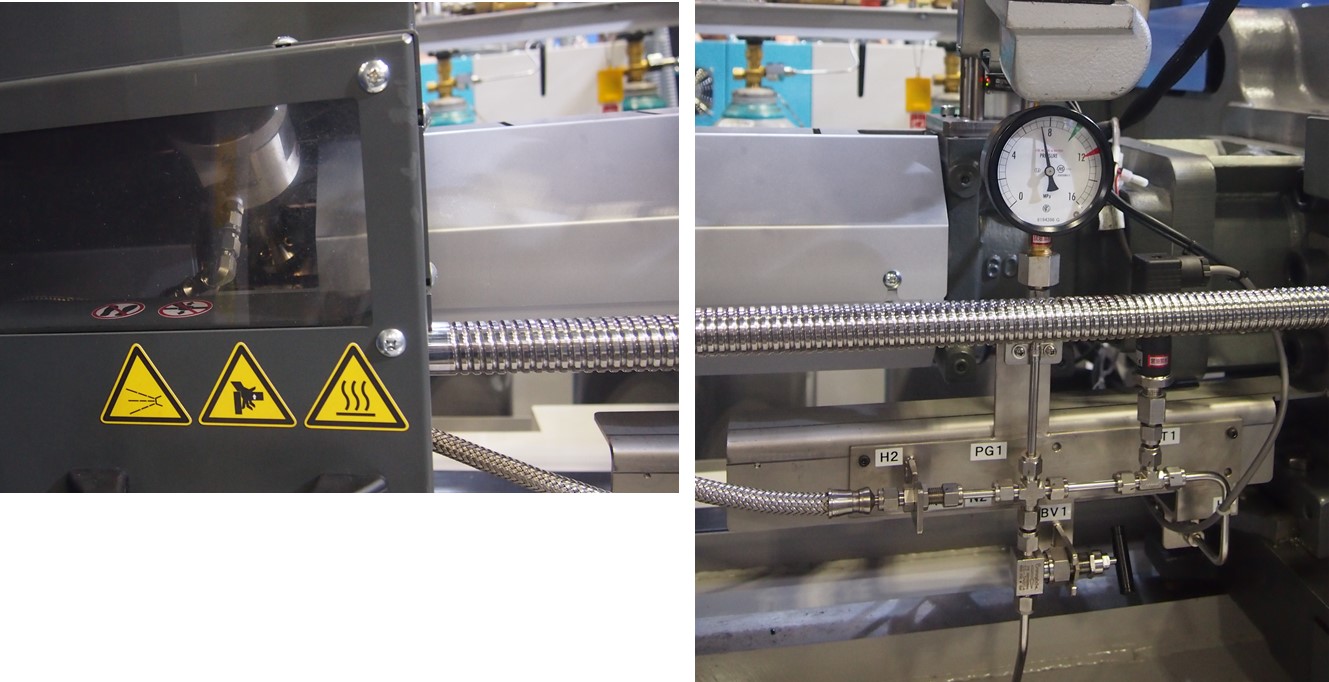
窒素ガスを用いた物理発泡成形SOFITの成形を二色成形と組合せて実演していた。SOFITはマクセルと京都大学が開発したRIC-Foamと日本製鋼所のスクリュー技術を組み合わせて出来上がった技術である。窒素ガスはボンベから減圧されて約8MPaで供給されたいた(写真3)。8MPaで供給するということはボンベのガスが半分残っている状態で交換する必要があるが、強制注入方式のMuCellに比べるとガスの供給量は半分以下になると考えられるので、MuCellに比べてボンベの交換頻度が高くなるわけではなさそうである。
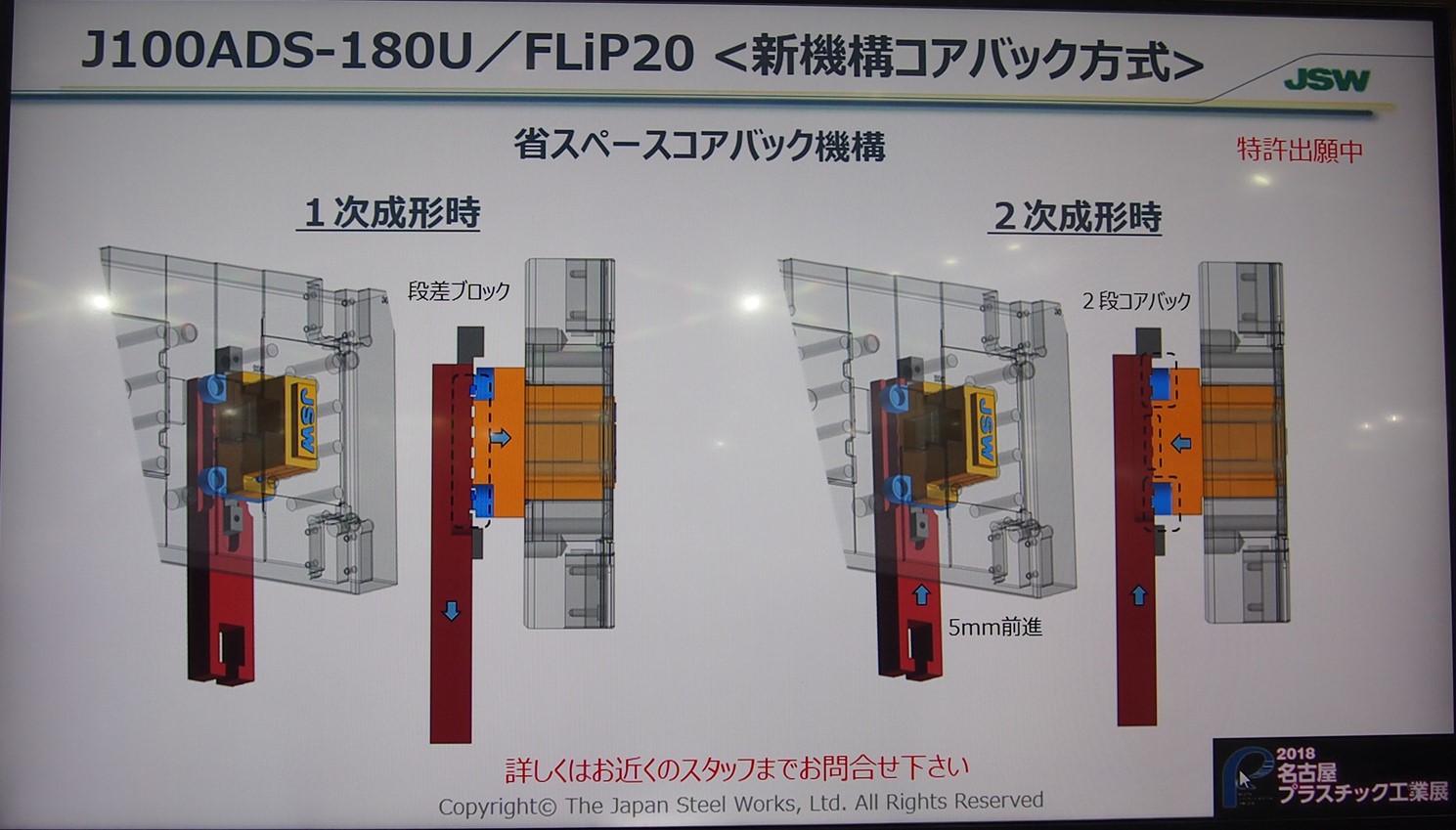
成形品のロゴ部分はコアバックによる二色成形となっており、段差ブロックとスライド機構による省スペースの機構である(写真4)。成形品は写真5に示した。
同社は、IPF2017と同じではあるが、射出成形機のホッパーからバージンの炭素繊維とバージンのナイロンをそれぞれ供給して、成形機でブレンドして成形する実演を行っていた。
同社はまた、住友ベークライトのフェノール樹脂を用いた熱硬化性樹脂射出成形でギアの成形を実演していた。
同社は、IPFと同じ炭素繊維複合シートのインサート成形を行っていたが、会場の都合で電磁誘導加熱ではなく赤外線ヒーターを使用していた(写真7)。
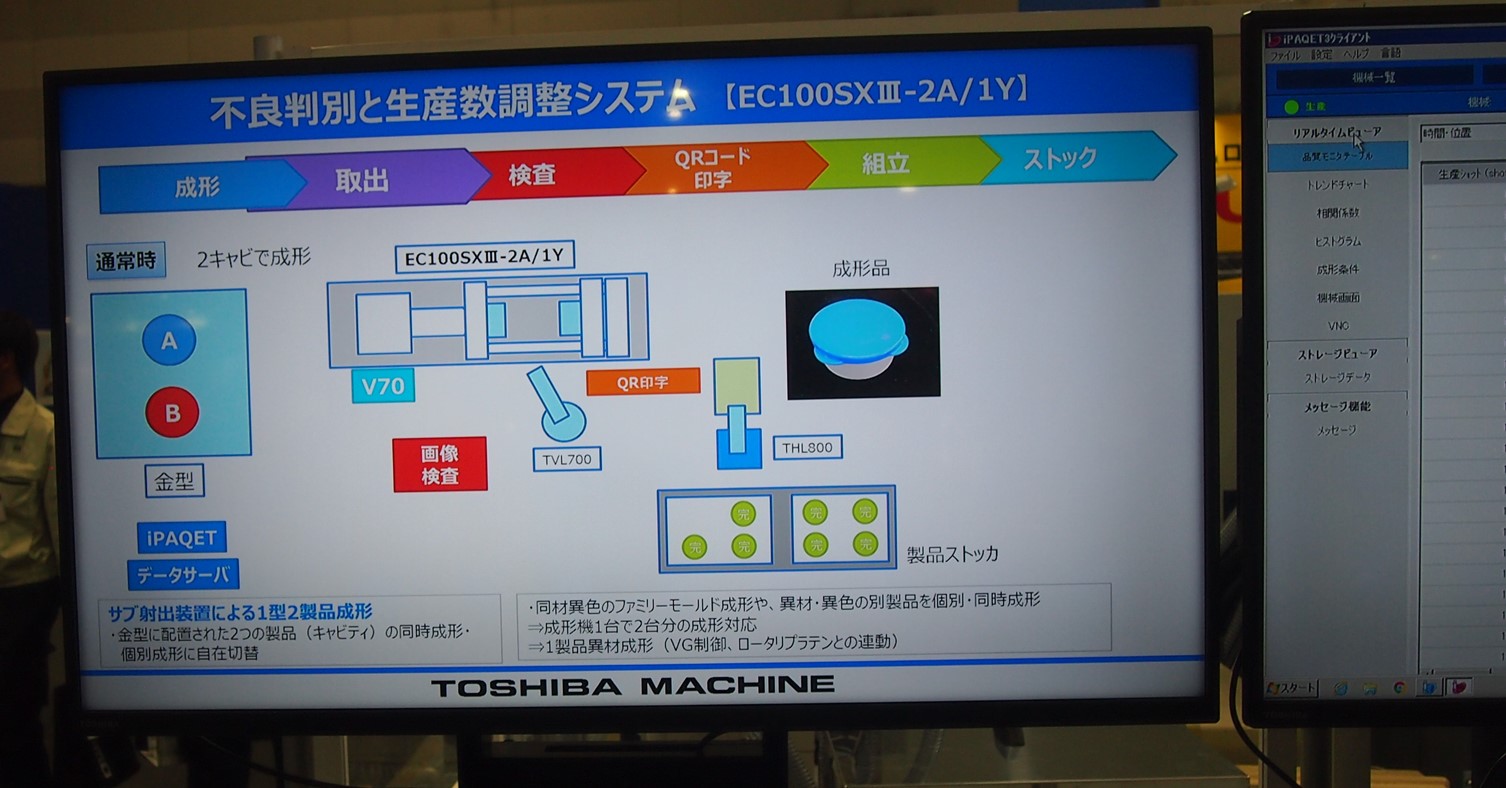
同社はIoTの利用に関する実演を行っていた(写真8)。成形品を画像検査し、1個ずつにQRコードを印字し、良品/不良品の判定・成形条件を読みだすことができるようにしている。また、品質はモニターテーブルで一覧できる。
同社は「止めないサービス」として、例えばボールねじのグリース中の鉄粉量をモニターしてメンテナンス時期を予測する技術を紹介していた。また、IPF2017で実演していたのと同じくIoT/M2Mソリューション(周辺機器との連動によるスピーディーな立ち上げや自動化を行う)を実演していた。
成形品に印字していたQRコードはスズデン㈱のトレーサビリティシステム用であり、微小な印字を可能にするためにオムロンの印字装置を使用しているとのことである。
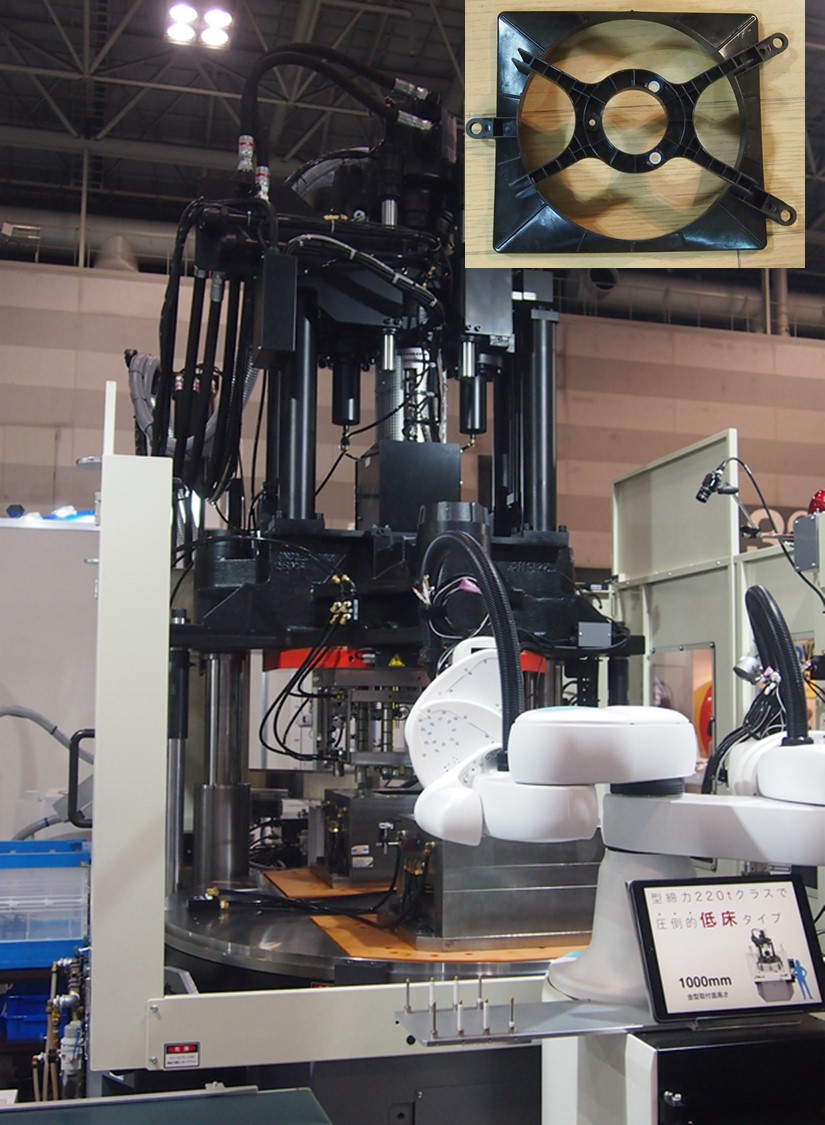
同社は220トンの型締力ながら省スペースの竪型射出成形機(TWX220RⅢ25V)によるインサート(POMのリング)を実演していた。
同社はまた、ハイブリッド射出成形機(FNX220IV-50A)でN-Sapli技術を用いてコンテナを成形していた。N-Sapliは型締力を低めに設定することで充填最終段階で型開きが起こり、ガスを抜くことができるため不良の少ない成形が可能になる。実演では320トン用金型を型締力190トンで成形していた。金型は最大0.17㎜開いていることがモニターで確認できた。
同社は竪型インサート成形機でLCPをインサートしてナイロンを上から射出するインサート成形(2個取り)を実演していた(写真11)。
同社は竪型のハイサイクル成形機(MDVR75S8000 )で電極をインサートして電池アダプターを成形していた(写真12)。これはIPF2017でも実演されていた。
また、ローコスト・ハイパフォーマンスをうたう世界戦略機(CNS50)でハイピッチコネクタ(2個取り)の成形実演を行っていた。この機種は一部の部品を海天からの供給とするものの、心臓部は同社のMDシリーズと同じ部品を使用し、純国産並みのパフォーマンスを実現しているとのこと。
同社はエラストマーの材料技術を活用した加工品として、低反撥と高反撥のエラストマーネットと自動車部品向け振動減衰材のパネルを展示していた(写真13)。
上述のBioPBSとDurabioの製品が展示されていた。
Durabioに関しては、塗装レス高光沢をねらった自動車部品や光学特性を利用した製品が展示されていた(写真15)。
同社は、異種プラスチック複合成形用の軟質樹脂「テファブロック」についても展示していた。オレフィン系、スチレン系、ポリエステル系エラストマーをベースとしており、接着する相手の材料に合わせて使い分けている。
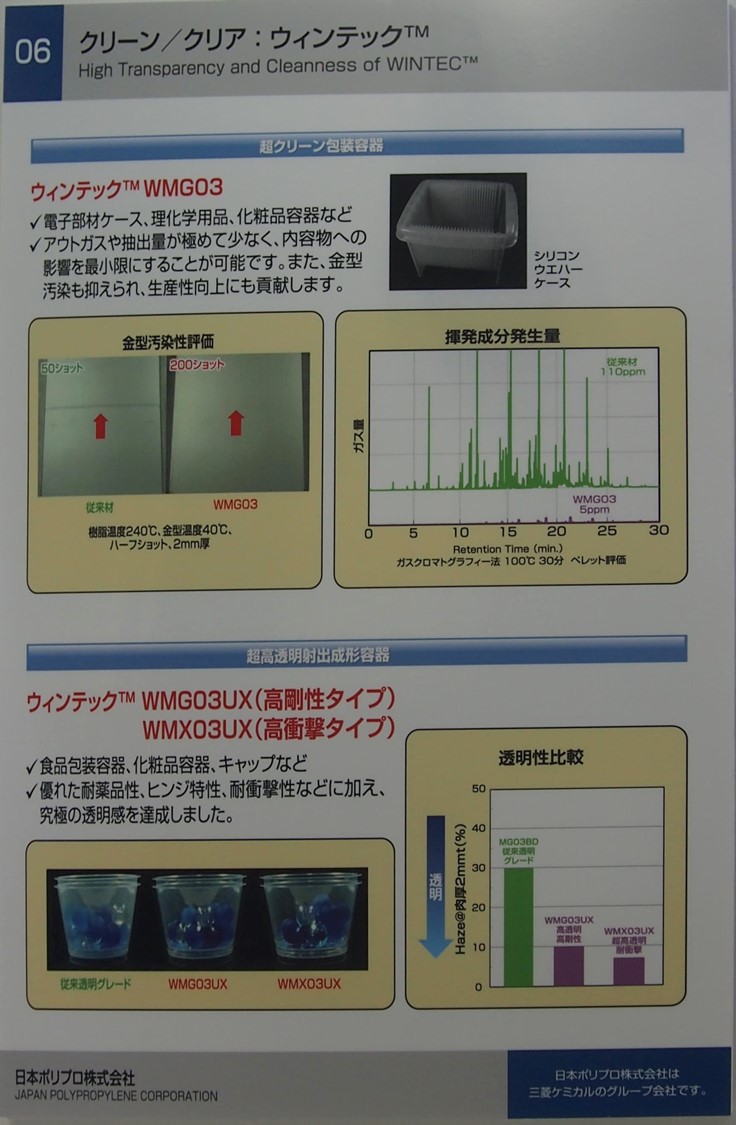
同社は、金型低汚染性PPを展示していた。実際に成形に用いた金型入れ子を見せることで、通常のPPが50ショットで金型汚れが出るのに対し、メタロセン触媒を用いた低汚染PPは200ショット以上成形しても変化が見られない(写真16)。
同社はタテヨコのどちらにも引き裂くことができる多層フィルム「キレポリ」を展示していた。写真17に配布資料を示す。
同社は高輝度メタリックやパール顔料で着色した成形品、透明染料で着色した透明成形品を展示していた(写真18)。
同社は受託試験用にMuCell用成形機を導入しているが、自主テーマとしてエラストマーの発泡サンプルを展示していた(写真19)。
松井製作所ブース内の富士精工のコーナーでは、メタリック成形品やウェルドレス成形品に混じって、ガラス繊維入りながら透明で曇りが無い成形品が展示されていた(写真20)。
同社は成形機と成形条件情報データベースを接続するためのミドルウェアを開発し、近畿経済産業局が主導している「プラスチック業界における成形条件情報の共通化およびシステムオープン化の取組」の中核企業である。
今回はミドルウェア「MICS7」と生産管理システム連携について展示を行っていた。写真21は配布資料の該当部分である。
同社は機械類のコントロールパネル専業メーカーである。射出成形機以外では日本のメーカーにも多く販売している。海外の射出成形機メーカーはコントロールパネルを購入するケースは多く、同社はその中でも大手である。
同社のブースでは、押出機のホッパーにおけるペレットブリッジを防止する装置を展示していた(写真23)。筆者自身が過去に困っていただけに、非常に興味深く見せてもらった。モーターで羽根を動かして固まったペレットを解して落とす仕組みである。
同社は他に金属の検出・除去装置も展示していた。
同社はもともと医療用のX線装置のメーカーであるが、産業用に解像度は低いが小型で管理区域不要の簡易的なX線CTスキャナーを販売している(写真24)。
発泡体の気泡までは識別できないが、ボイドは非破壊で見つけることができそうである。また、3Dスキャナーの補完として、内部構造のリバースエンジニアリングには使えそうである。
冒頭にも書いたように、9年前から比べると小規模ながら非常に活気がある展示会になってきた。射出成形機メーカーの実演で竪型成形機を使用したインサート成形が多く見られたのは、自動車部品分野でインサート成形のニーズが強いからであろう。
残念なことは、成形材料の展示が少ないことである。材料に関する報告内容が三菱ケミカルに偏っているのは、他の材料メーカーの展示がほとんどなかったからである。
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}