天野克久
株式会社アイシム 代表取締役
簡単に自己紹介させていただくが、筆者は普段、樹脂流動解析でプラスチック製品や金型の設計・開発や成形現場のサポートを行っている株式会社アイシムで活動している。そして、アイシムを設立する以前は金型メーカーに所属していたことがあり、これが縁で、この度、プラスチック工業技術研究会様の依頼で、2016年10月19日から26日までドイツのデュッセルドルフで行われた「K2016 国際プラスチック・ゴム産業展(通称:Kショウ)」の後半24日から26日の3日間、「射出金型技術応用開発調査団」のコーディネータとして視察することになった。本レポートでは「金型」・「金型部品」・「樹脂流動解析」について報告する。
とはいうものの、筆者自身、海外で行われている展示会に参加すること自体が初めてであり、また、「日本の金型は世界的にレベルが高い」という考えを持っていたので、正直、「海外まで言って金型を見る価値はあるのだろうか…」くらいにまで思っていたのだが、展示会場を見渡した途端、筆者の浅はかな、そして、井の中の蛙な考えは彼方へ吹き飛んだのである。
まず、展示会場を一通り見回して驚いたことは、所謂、普通の金型(2プレート金型や3プレート金型)が見当たらない。寧ろそれら探すほうが大変なのである。当然、展示会ということもあり、デモンストレーション的な意味合いも強いので各社とも最先端の技術をアピールする狙いがあるということは百も承知しているのだが、それにしても目に入ってこない。
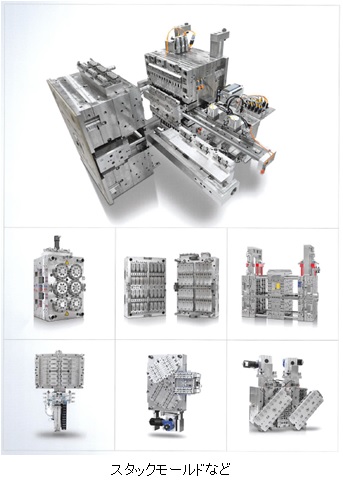
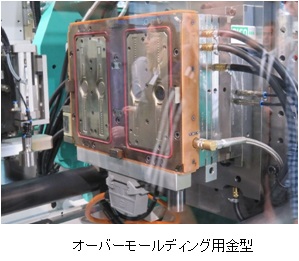
辺りを見渡せば、スタックモールドや、フィルムインサート成形用金型、オーバーモールディング(2色成形)用金型(しかも、1次成形品を成形した後に、別の2次成形用金型にセットして成形を行うのではなく、1次と2次の両方を一つの金型で成形するような金型である)、更には1サイクルで射出成形とブロー成形を同時に行うようなハイブリッド金型といったように、存在は知っていても、実物や稼動しているところを見ることが珍しい金型が、展示会のあらゆるところに、そして、開催中、これといったトラブルも起こさず稼動し、実演を行っているのである。
従って、常に実演しているため、これらの金型が単品で展示されているとは無かったのだが、金型メーカーに所属していた身としては、展示会場といった特殊な環境下で、しかも、複雑な構造を持つ金型が安定した成形を行っていることの技術力の高さに、衝撃を受けるばかりであった。
図1 複雑な構造を持つ金型(スタックモールド等)
図2 複雑な構造を持つ金型(オーバーモールディング)
図3 複雑な構造を持つ金型(フィルムインサート)
中でも、常に人が絶えることなく見学者が訪れていた注目度の高い金型にFOBOHA社のキューブ金型が挙げられる。実演自体は成形機メーカーであるARBURG社のブースで行われていたのだが、この金型は、オーバーモールディング用の金型であり、その特徴は、金型の名前が示す通り、4つのコア面をキューブ状に配置し、型開き時にキューブ状に配置したコア面を回転させることで、金型が閉じている状態で製品の取り出しを可能にし、成形サイクルを大幅に短縮できることに成功している仕組みを持つ。
図4 キューブ金型
図5 キューブ金型詳細(上から見た図)
このように、至るところで複雑な金型が稼動しているのだが、これらの複雑な構造の金型を可能にするために必要不可欠な部品がホットランナーである。筆者がかつて所属していた金型メーカーでは結構な頻度でホットランナーを使用していたので馴染みの深い金型部品なのだが、しかし、現在の会社を設立してからはホットランナーを使用した流動解析を行う機会が滅法減り、極まれに、ホットランナーを使用しなければ成立しないような「複雑な成形を行いたい」と相談されることもあるのだが、ホットランナーの使用を勧めてみると、「ホットランナーを使ったことが無い」、「ホットランナーは使いたくない」といった返事が多く、中には「コールドランナーでホットランナーのようなことはできないか。」とちょっと驚くようなことを言われることもある。そして、暫く国内の事情しか知らなかった筆者にとっては、「ホットランナーはこれから廃れていく技術なのか…」とすら考えていたのだが、世界的に見ればホットランナーの需要や技術はまさに旬であり、今後も伸びていく技術であるとこれまでの考えが180度変わる印象を受けた。
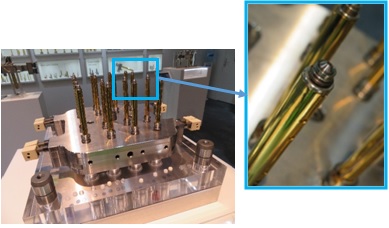
特にホットランナーに関して驚かされたことは、金型メーカーに所属していた時には「ホットランナーはある程度の大型成形品に対して使用する」という考えが当たり前だったのだが、展示会場では小型成形品用のホットランナーも多数展示しており、中にはゲート径を0.8mmから使用できるといったものまであることに、非常に驚かされた。
また、バルブゲートの作動方式についても、清潔性を保つ成形品に対してはガス駆動式、バルブコントロールを駆使して成形を行う場合にはゲート開閉、そして開閉の速度までを細かく調整することができる電動駆動式をというように成形品の使用用途に合わせて駆動方式をしっかりと区分けして提供しているところも、国内と比較すると進んでいる印象を受けた。
図6 様々なホットランナー(大型成形品用ホットランナー[INCOE])
図7 様々なホットランナー(小型成形品用ホットランナー[HASCO])
図8 様々なホットランナー(スタックモールド用ホットランナー[メナー])
図9 様々なホットランナー(小型成形品用ホットランナー(バルブゲート,ゲート径0.8mm)[ZAHORANSKY])
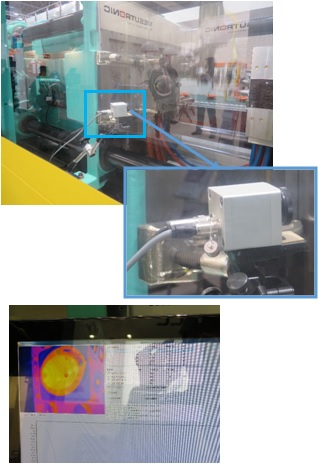
その他の部品で気になったところは、オーバーモールディング用金型のように複雑な動きをさせなければならない金型の設計を行うときに、「金型を回転させるモーターは、その都度設計しなければならないのだろうか。また、外部の業者に特別に作ってもらわなければならないのだろうか。」と思っていたところ、金型を回転させるモーターを専門的に扱っているところがある、量産成形に携わる人であれば、誰しもが一度は考える「成形品や金型の熱を管理しながら量産を行いたい」といった要望を可能にする成形機内に取り付けができる小型の赤外線カメラや管理システムを用意しているところがある、また、複雑な構造をした金型の冷却回路はどのように配置すればよいのかと頭を悩ませることころに、それらを解決する最適な冷却管の設計や製作を専門に行うところがあるというように、国内では全てを自社内や例え他社に頼むとしても閉鎖的に解決しようとしていることが、良い意味で分業化されている印象を受けた。
図10 その他の部品(金型回転用モーター[GROSFILLEY])
図11 その他の部品(赤外線カメラによる管理システム[GWK])
図12 その他の部品(コンフォーマル冷却の設計・製作[TEXER])
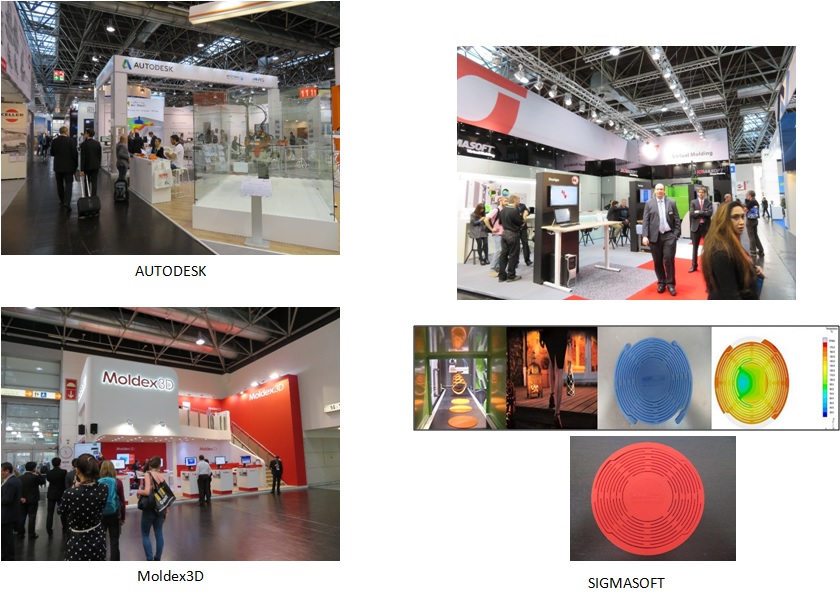
最後に樹脂流動解析関連の情報についてだが、個人的には非常に楽しみにしていたのだが、驚いたというより、少々拍子抜けだったのだが、国内の展示会ではよく目にするCAD,CAM,CAEに関連した展示がKショウでは殆ど見られなかったことである。
とはいえ、現在、世界的に使用されている樹脂流動解析システムであるMOLDFLOW(AUTODESK社)とMoldex3D(Moldex3D社)は結構大きなスペースで出展され、注目度も高かった。しかし、肝心な情報は既知のもの(各社HPで見れば分かる程度)が多く、特に目新しいところは無かったのが少々残念なところであった。
しかし、今回、前述の2社以外に興味を引く解析システムに遭遇することができた。それはSIGMASOFT(国内の代理店は株式会社平泉洋行)という流動解析システムなのだが、展示ブースでは全長600mm以上にもなるエラストマーの成形を、SIGMASOFTにより求めた最適な成形条件、冷却回路を用いて安定した成形を起こっていた。一般的にエラストマーの流動解析は難しいのだが、SIGMASOFTではエラストマー系の解析には絶対の自信を持っていることをセールスポイントとして押し出していた。
流動解析システムといえば一般的にはMOLDFLOW、Moldex3Dというイメージが強いのだが、実は簡易的な解析システムも含めると意外にも多くのところからリリースされている。しかし、何故、筆者がSIGMASOFTに注目したかというと、かつて流動解析業界では1強だったMOLDFLOWに、(リリース当時の話ではあるが)“完全3Dの解析が可能”とのセールスポイントを持って現れたMoldex3Dの雰囲気に非常に似ていると感じたからである。
その似ているところだが、将来的に発展していく(生き残る)システムには、既存のシステムにはない、あったとしても既存のものを凌ぐ技術的な強みを持っている点である。この雰囲気を個人的ではあるがSIGMASOFTからは感じた。今後の動向に注目したいと思う。
図13 流動解析について
今回、初めての国外の、しかも、世界最大の展示会を視察させていただいたのだが、冒頭にも述べたように筆者のこれまでの概念を引っ繰り返されるようなことばかりであり、如何に自分が井の中の蛙であったことを痛感した。と同時に、国内と世界の差や、考え方の差についても大きく考え、ある面では危機感すら覚えるところもあった。
この国内と世界の差についてだが、例えば、A地点からB地点まで車で3時間かかる工程を半分の1時間半に短縮するにはどうするかといったことを考えてみる。国内の考え方では、まず運転のテクニックを磨き時間を短縮するといった人の技術に頼った方法を考えることであろう。しかし、この方法は残念ながら誰もができることではない。一方、世界では、先ずは良い性能の車に乗り換え、更に1時間半でつくような道路までも作り、そして、誰でもが1時間半でたどり着くことができるようにすることを考える。
というように「人の力だけで何とかする」と「誰にでもできるようにする」という考え方に大きな差があるように思えた。勿論、人の腕を磨くことも非常に重要なことではあるし、否定しないが、複雑な構造を持つ金型が問題なく、しかも、誰にでも成形できるような環境を目の当たりにした現状では、国内の金型業界に危機感を感じずにはいられない印象を受けた。改めて今後の未来に向けたものづくりのあり方について考える必要があるのではないだろうか。
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}