
展示会レポート インターモールド2025
秋元英郎
秋元技術士事務所
1.はじめに
INTERMOLD2025はインターモールド振興協会が主催する金型の展示会であり、一般社団法人日本金型工業会が主催する金型展2025、一般社団法人日本金属プレス工業協会が主催する金属プレス加工技術展と一体運営の形で、2025年4月16~18日に東京ビッグサイトで開催された。INTERMOLDの開催は奇数年が東京、偶数年は名古屋と大阪となっている。
来場者数は同時開催されたAM EXPO東京(一般社団法人日本AM協会)の参加者を含み3日間で4万人を超えた。前回の東京開催(2023)は土曜までの4日間であったにもかかわらず、今回は前回に比べて来場者が増えている。
本レポートではプラスチック成形加工に関係深い部分を中心に報告する。
2.多色・多材成形
キヤノンモールド
小型射出ユニット「BOX INJECTOR」を組み込んだ二色成形用金型(金型にロータリー機構有り)の展示と成形品の展示があった。展示していた金型を用いて成形・型内組み立てされたダブルウォールカップ(中空成形品 図1)と滑り止め付きボトル底カバー(二色成形)のサンプルを展示していた。
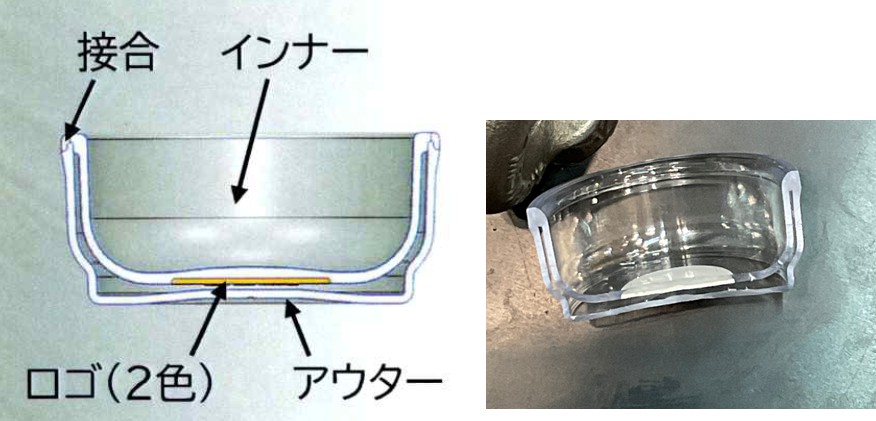
図1 ダブルウォールカップの断面
左:スケッチ、右:断面の写真
ダブルウォールカップの成形用金型(図2、図3)では可動側と固定側の両方に回転機構を持ち、①内側をPCで成形、②内側のPC成形品にPS(白)の意匠を成形、③別のキャビティで成形した外側のPC成形品と組み合わせて接合部にPCを射出、④取り出しの流れになる。第二射出ユニットは固定側に設置されている。

図2 ダブルウォールカップ成形用金型と成形品の展示
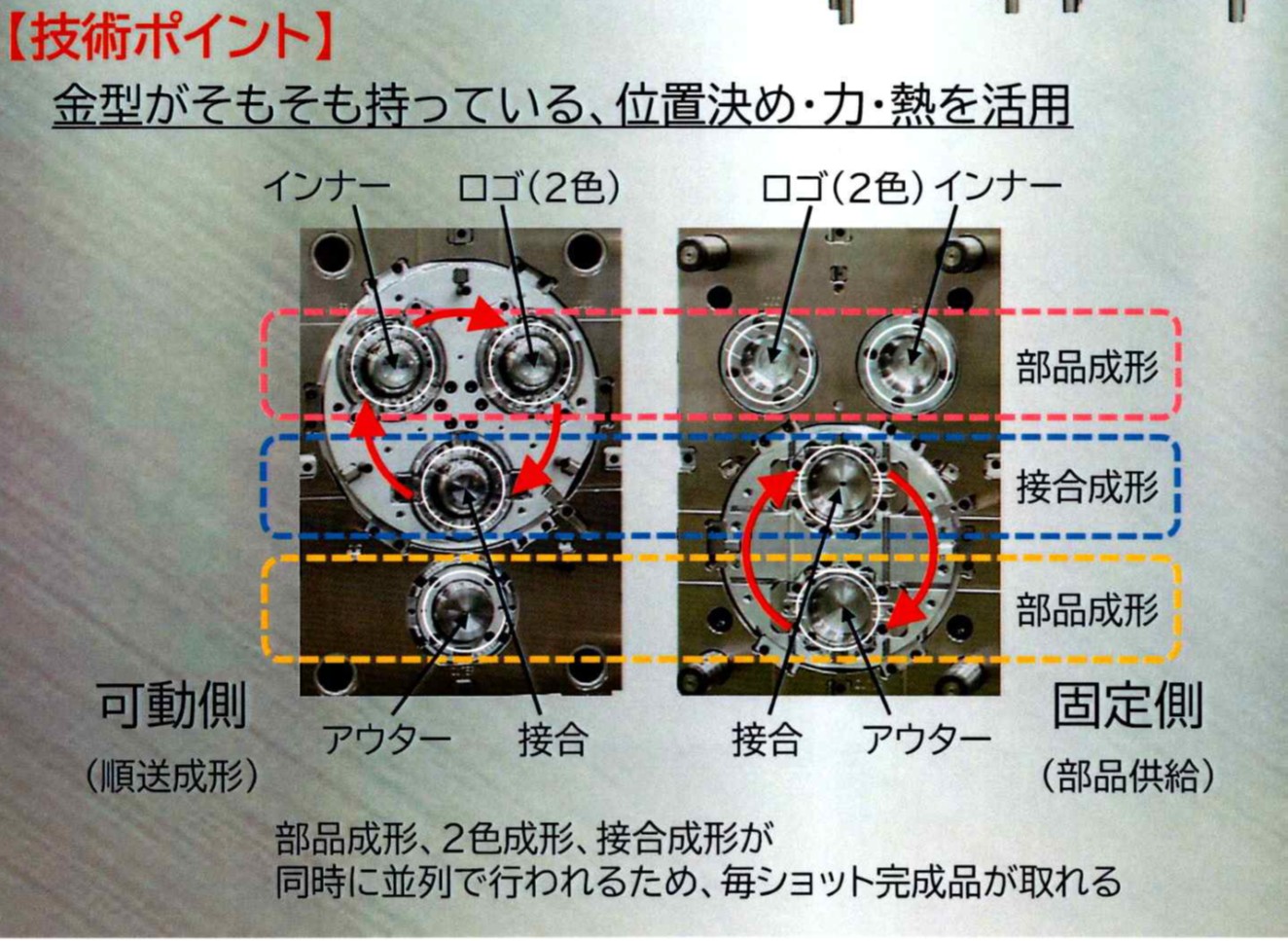
図3 金型の各キャビティの役割(配布資料より)
滑り止め付きボトル底カバーの成形は硬質樹脂(赤)と軟質樹脂(白)からなる二色成形(赤と白の組合せの場合)である。こちらは固定側に第二射出ユニットを持ち、回転ユニットは可動側のみである(図4)。
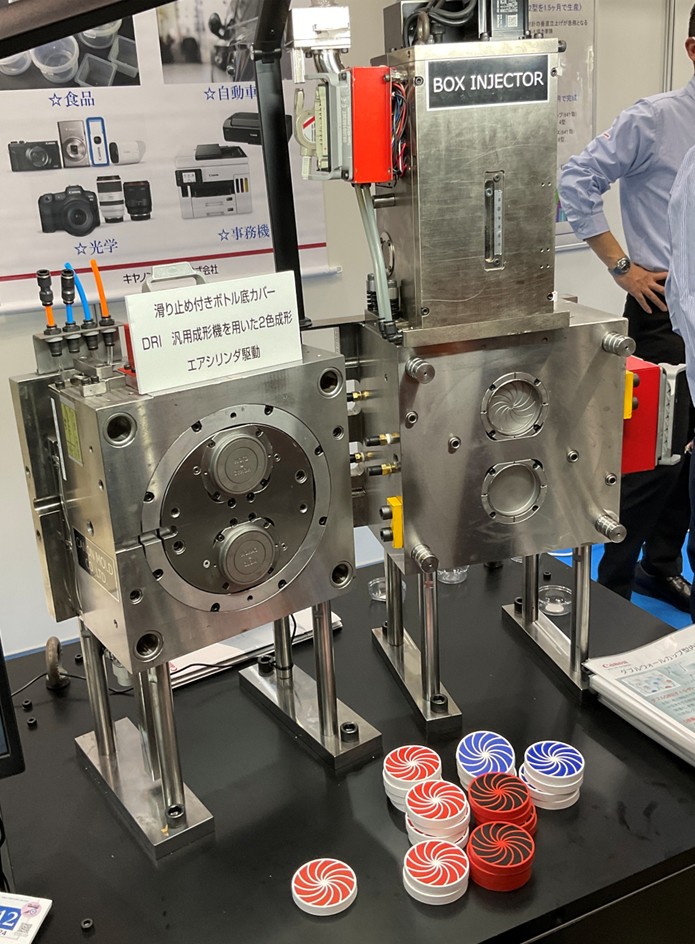
図4 滑り止め付きボトル底カバー成形用金型と成形品
赤と白の組合せの場合、赤が硬質樹脂、白がエラストマー
自社開発した第二射出ユニット「BOX INJECTOR」はスクリューで可塑化するプリプラ型の竪型射出ユニット(図5)であり、金型にはホットランナーが組み込まれているためにランナーのロスが出ない。
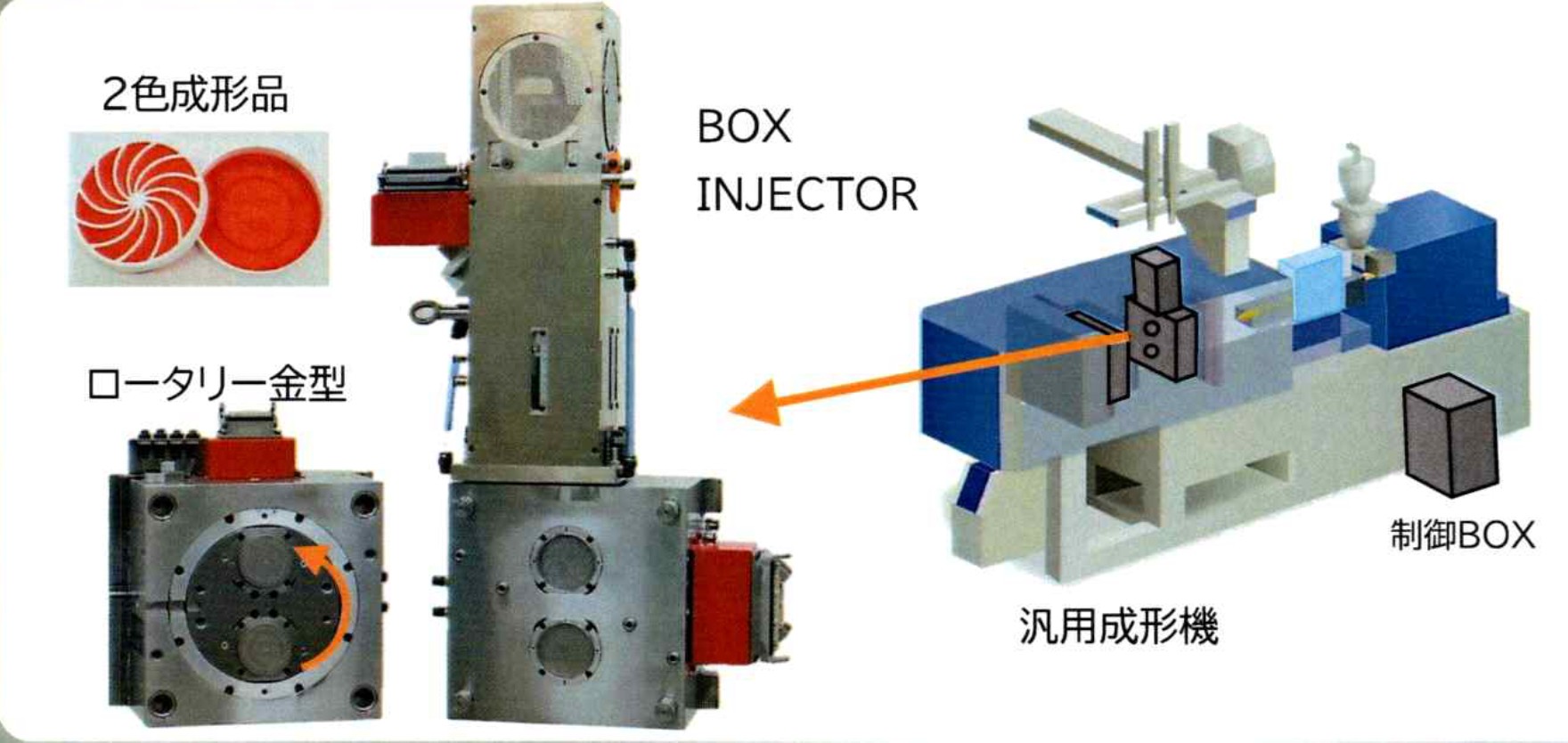
図5 汎用成形機に搭載した二色成形設備イメージ図
(配布資料より)
三琇プレシジョン
Babyplastの超小型射出成形機に、Babyplastの竪型独立射出ユニットを組み合わせて二色成形・金型内接合による中空体の成形実演を行っていた。成形機の可動プラテンに回転機構を持つ。可動プラテンは1ショットごとに90度回転し、可動型と固定型のそれぞれで成形された中空体の「片割れ」を第二射出ユニットから接合材を射出して接合させる(図6)。成形品は図7に示す。

図6 Babyplastに竪型射出ユニットを追加して二色成形を実演
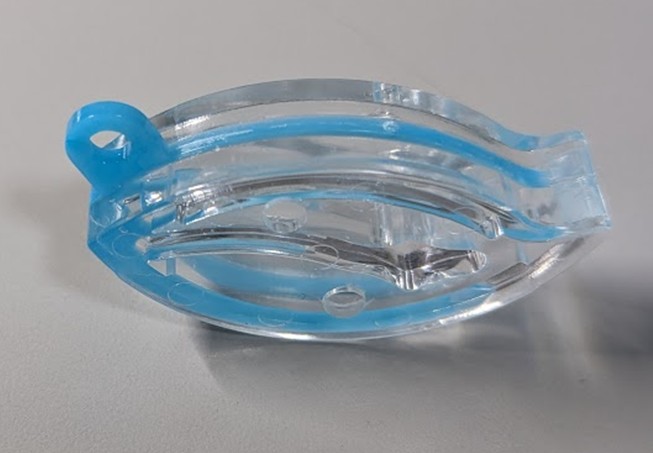
図7 接合二色成形品
Babyplastの射出ユニットはBabyplastの成形機以外にも多くの射出成形機と接続できる。
山下電気
二色成形のテスト金型(コア、キャビ一次、キャビ二次)とその試作金型を用いたTPEパッキンの一体成型品が展示されていた(図8)。また、量産成形品(ボタン、部分めっき、エラストマー使用部品等)が展示されていた(図9)。他にも撮影不許可の部品サンプルが多く展示されていた。
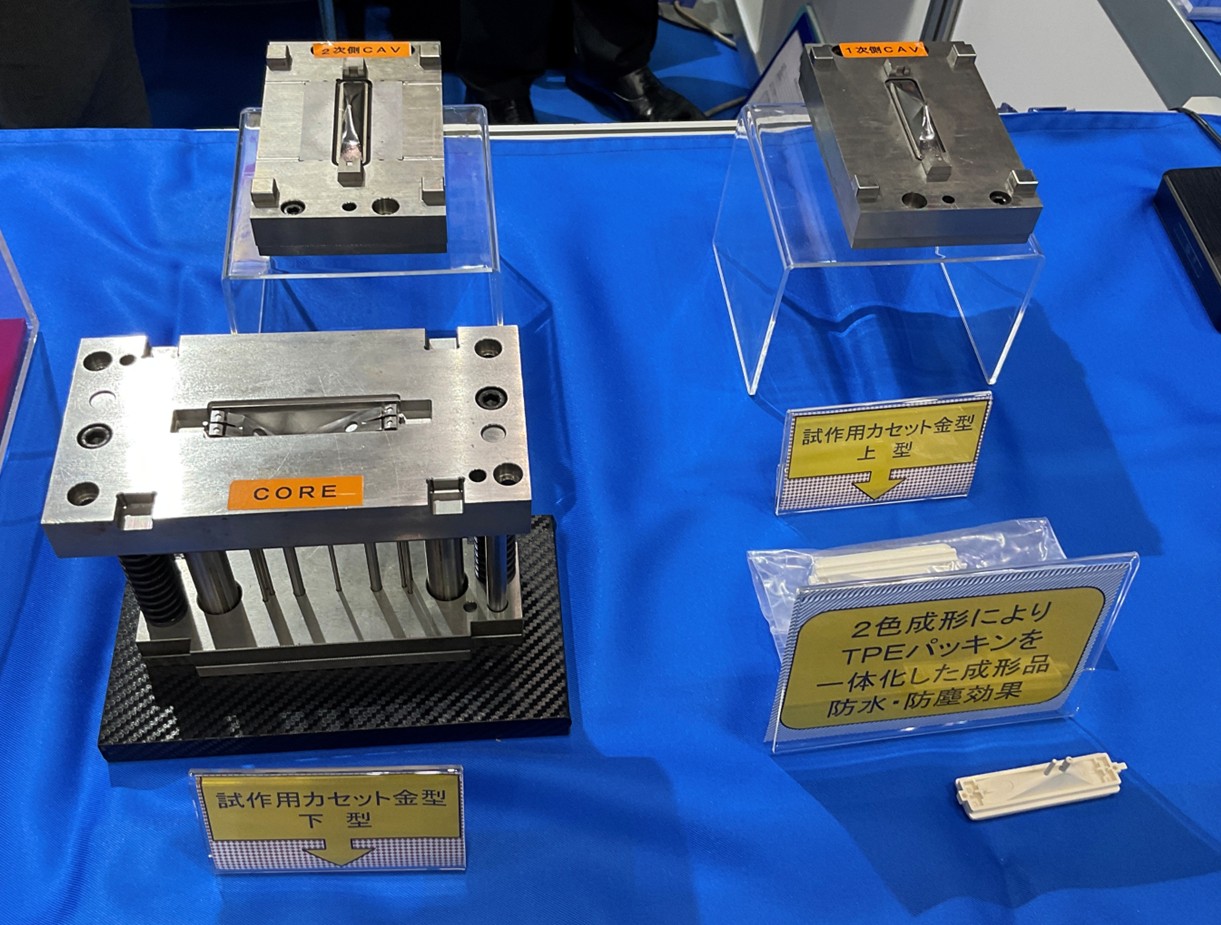
図8 二色成形テスト金型とテスト成形品
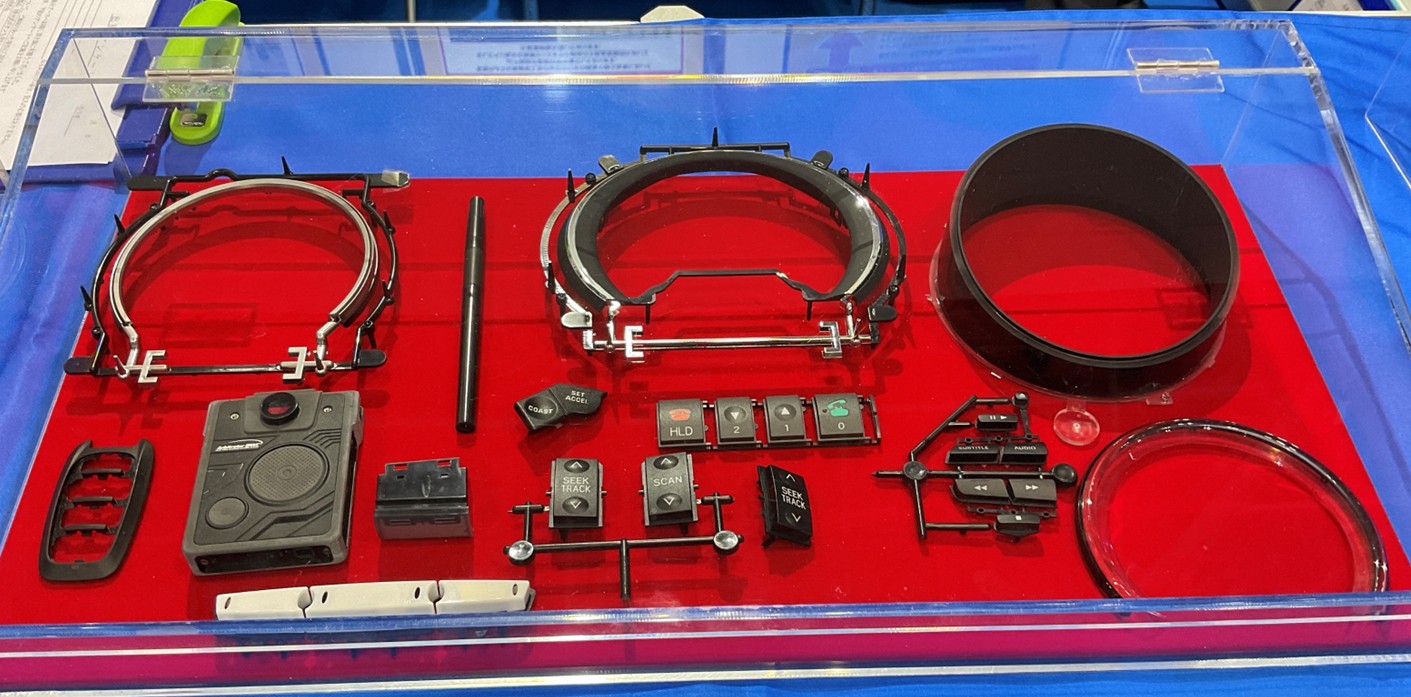
図9 二色成形の量産品
ムトウ
同社のブースでは撮影が許可されなかったが、ヒート&クール成形用金型や二色成形用金型等の高難易度金型の受注が多い。二色成形用金型に関しては、配布資料に通常の射出成形機に搭載できる金型(金型内ロータリー機構+Babyplastの独立射出ユニット)をPRしている(図10)。
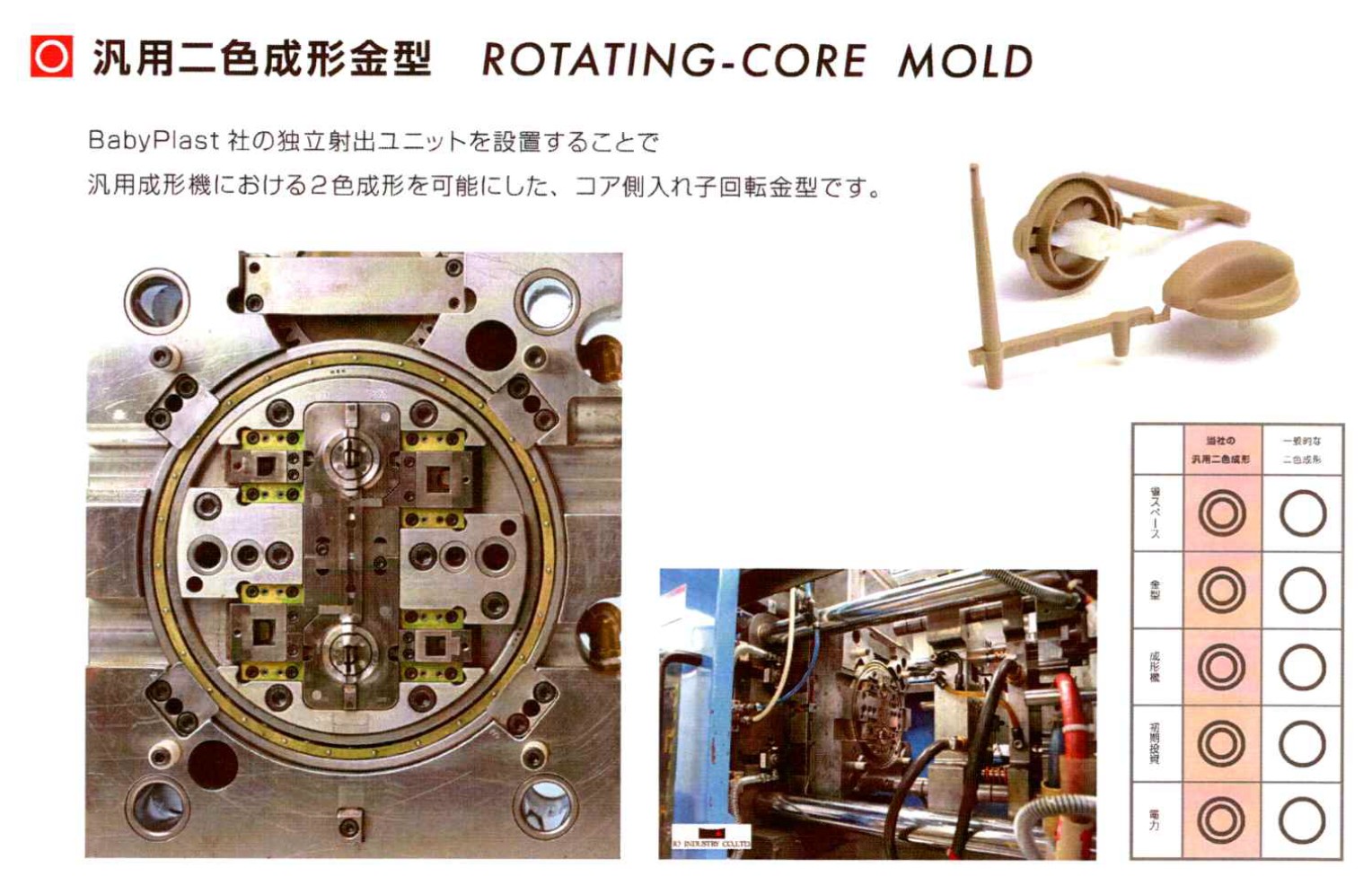
図10 二色成形用金型に関する説明(株式会社ムトウ配布資料より)
3.微細加工・加飾成形
コガネイモールド
切削加工により微細なシボを加工した金型入れ子とそれを使った成形品が多数展示されていた。同社は株式会社ExtraBoldとのパートナーシップのもと、同社の特許使用ライセンスを取得しており、D3テクスチャー®の技術を活用している。

図11 切削によるシボ加工 金型入れ子と成形品サンプル
IBUKI
天然素材を模した外観・触覚の成形品、ビロード状の表面(高触覚・無反射)を持つ成形品、高光沢成形品等のサンプルが数多く展示されていた(図12~16)。

図12 炭素繊維複合材料をイメージした成形品(左)とハチの巣をイメージした成形品(右)

図13 ヘアライン調成形品(左)と透明樹脂成形品に裏面から塗装した成形品(右)

図14 石目調(左)と木目調(右)

図15 織物調(左)とシルク調(右)
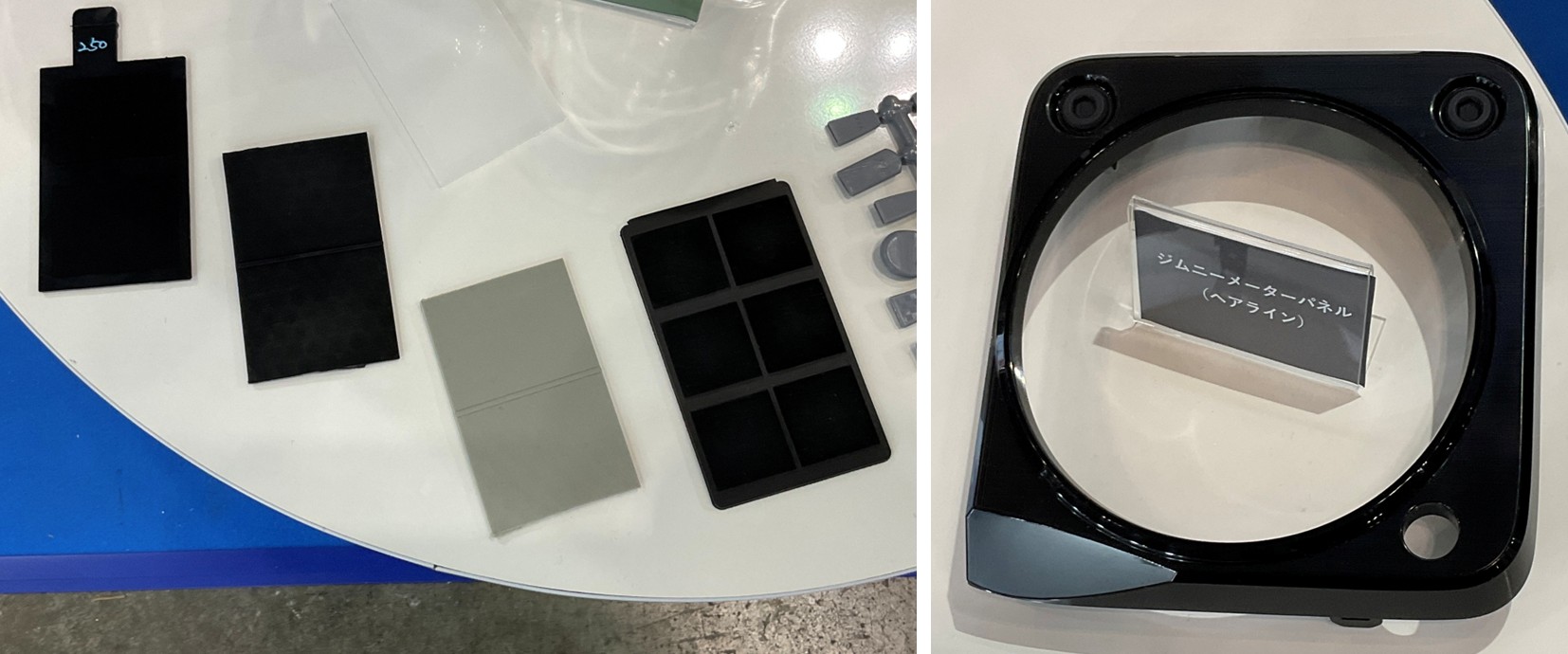
図16 ビロード調(左)と高光沢(右)
Y-MOLD
米山製作所から社名を変更した。微細な成形品を成形するための金型を得意にしている。マイクロ流路金型用入れ子(図17)、車載レンズ金型用入れ子(図18)、マイクロニードル金型用入れ子(図19)等を展示していた。また、金型内面を鏡面に仕上げる手法として、柔らかい粒子をぶつける方法(鏡面ブラスト)も紹介していた(図20)。
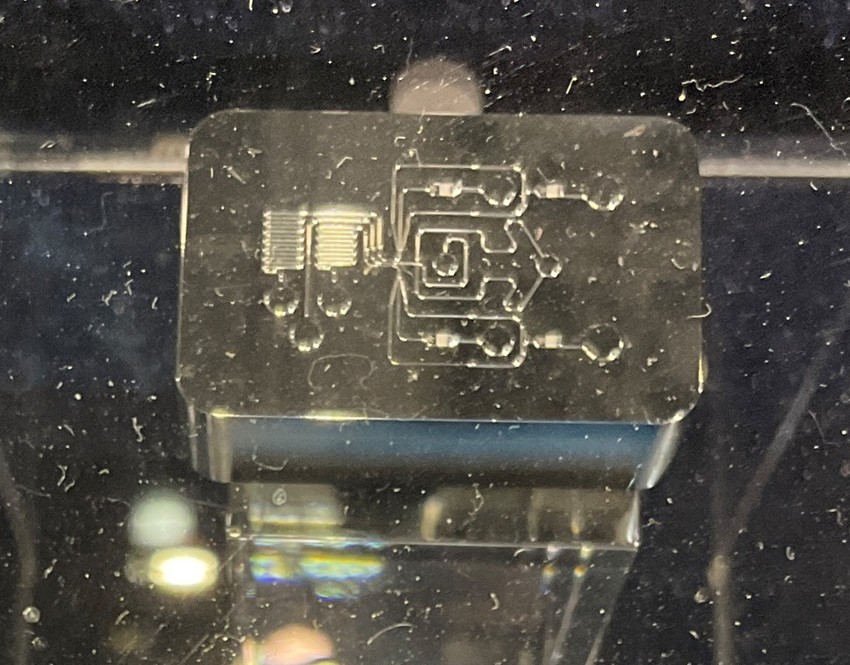
図17 マイクロ流路金型入れ子
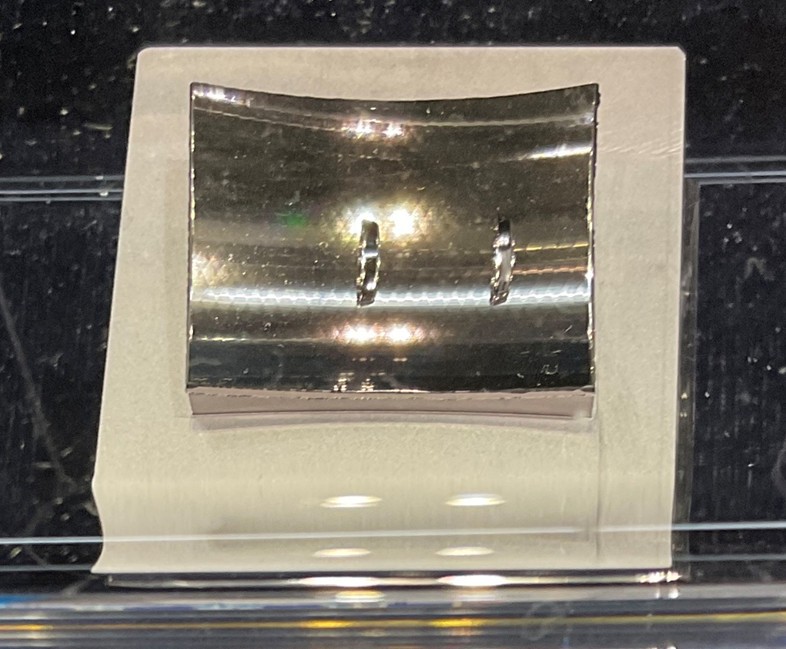
図18 車載用レンズ金型入れ子
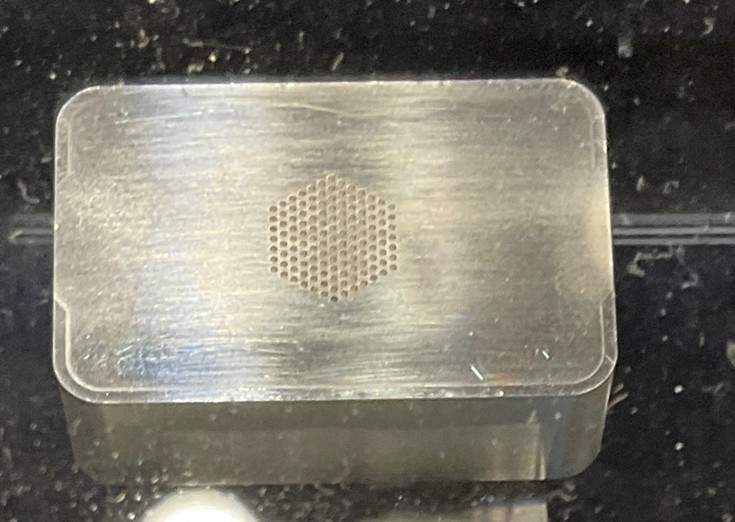
図19 マイクロニードル金型入れ子
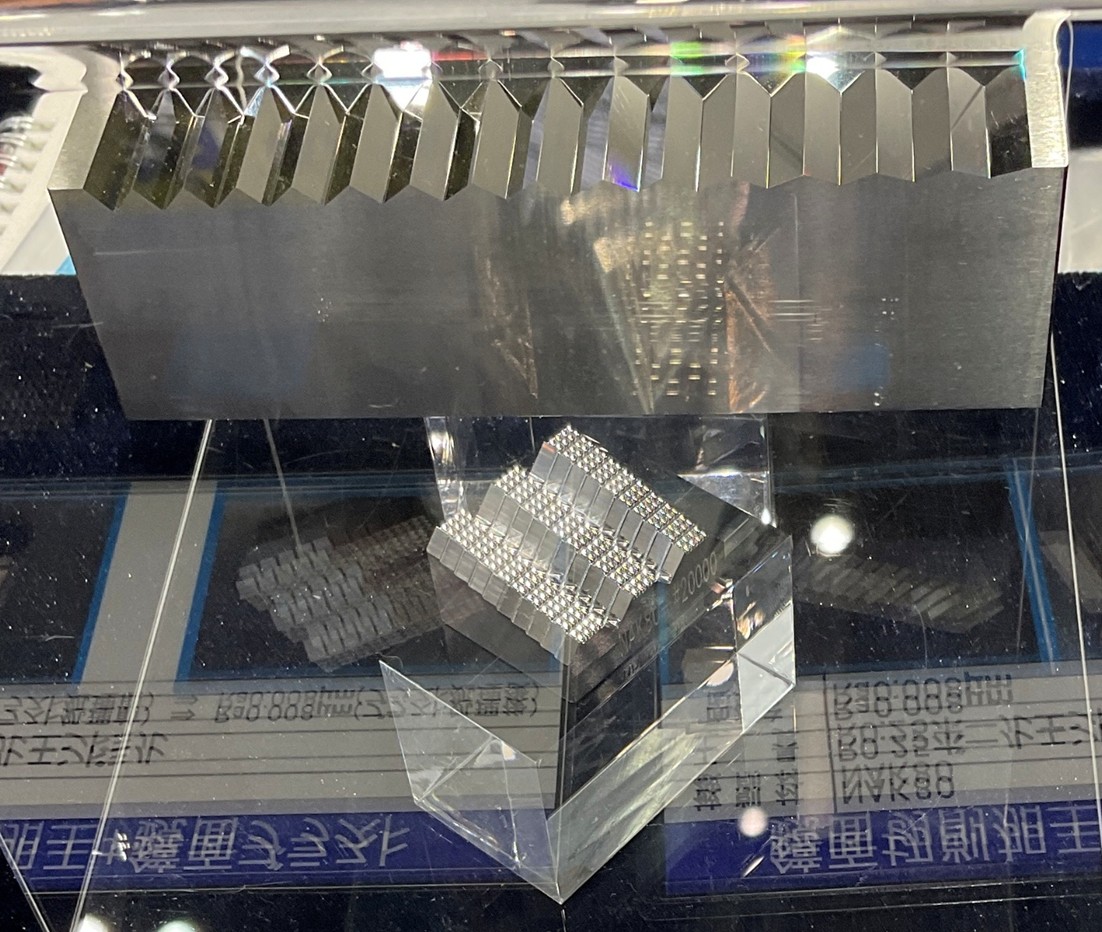
図20 鏡面ブラスト
池上金型
フォムト秒レーザーを用いた微細なパターンを展示していた。フォムト秒レーザーで加工する場合、発熱が小さいために意図した形状を加工しやすい。そのため、微細加工に向いている。展示されていた金属の加工面は構造色により虹色を示していた。これを金型に用いて高度に転写すれば虹色の成形品が得られるはずである。

図21 フォムト秒レーザーによる微細パターンの加工
4.ガスベント
プラモール精工
金型に取り付けるガスベント部品(ガストース、スーパーガストース)が展示されていた。スーパーガストースは先端部分を切削しても効果が変わらないので、キャビティ面に設置して製品形状に合わせた追加工が可能になる。

図22 ガストースとスーパーガストースの比較
また、金型吸引装置(松井製作所製 図23)も展示しており、吸引の有り無しによるガス焼けの変化がわかるサンプルも併せて展示されていた。吸引によってショートショットやガス焼けが解消するが、吸引を止めると元通りに不良が起こることで、吸引の効果を示している。吸引装置は非常にコンパクトに設計されているので、成形機の下に設置することも可能である。
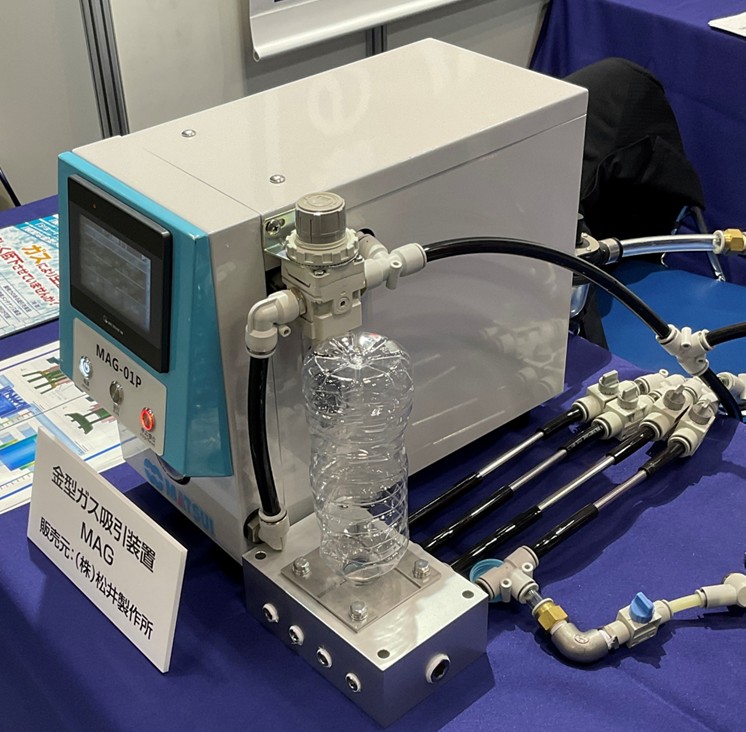
図23 コンパクトな金型吸引装置
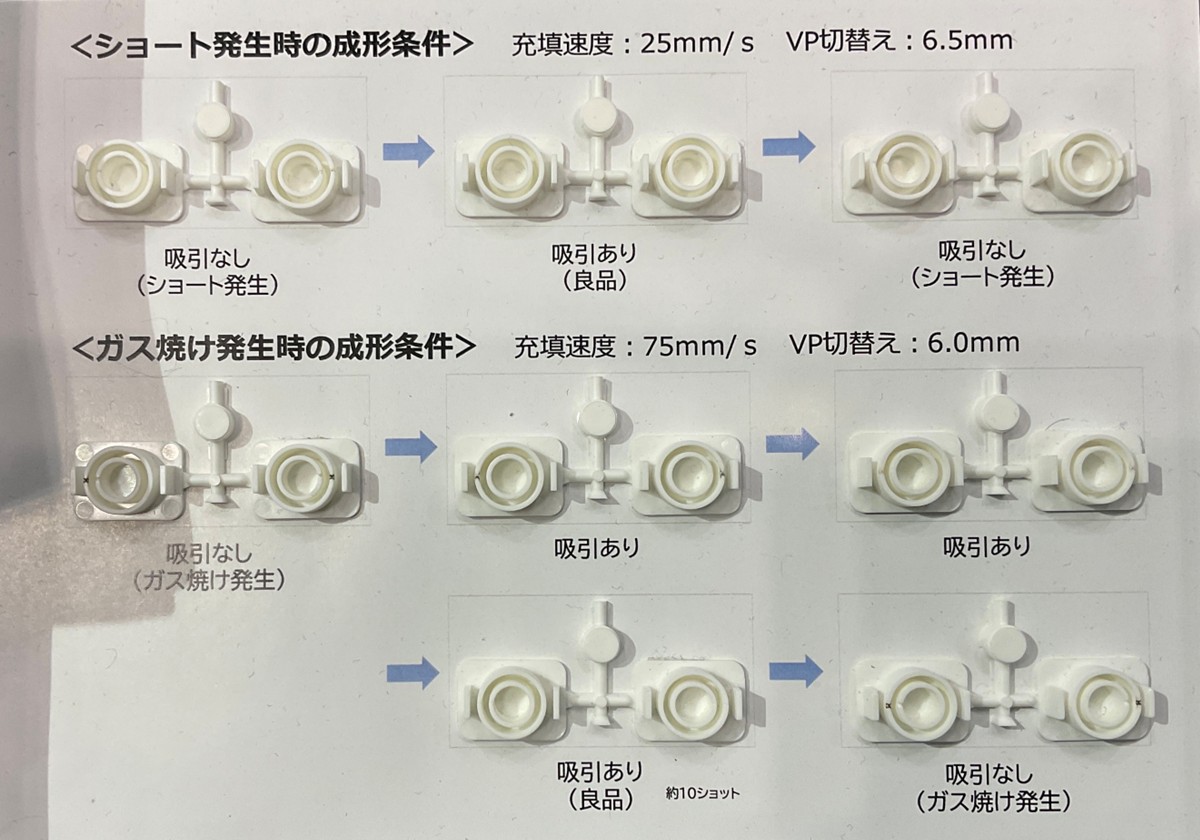
図24 金型吸によるショートショットやガス焼け解消のデモサンプル
MOLD‘S ACT
拡散接合により金属を接合する技術を持っている会社である。薄い金属板を接合して幅が狭いスリットにすることで成形金型のガス抜きピを製作している。
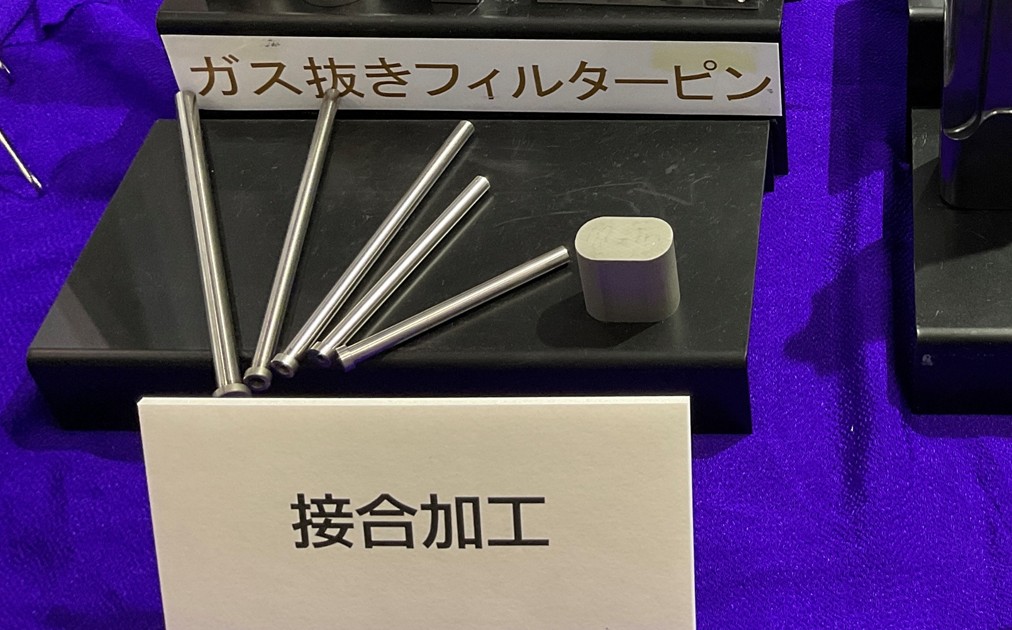
図25 拡散接合によるガス抜きピン
タカノ
内径1 ㎜以下の細い孔の内面を研磨する技術を持っている。コアピンのガス抜き孔の内面が平滑になっていないと成形時に発生するガスによってピン内部の貫通孔が閉塞してガス抜き効果が無くなってくる。内部を平滑に研磨することでメンテナンスの間隔を長くすることが可能になる。
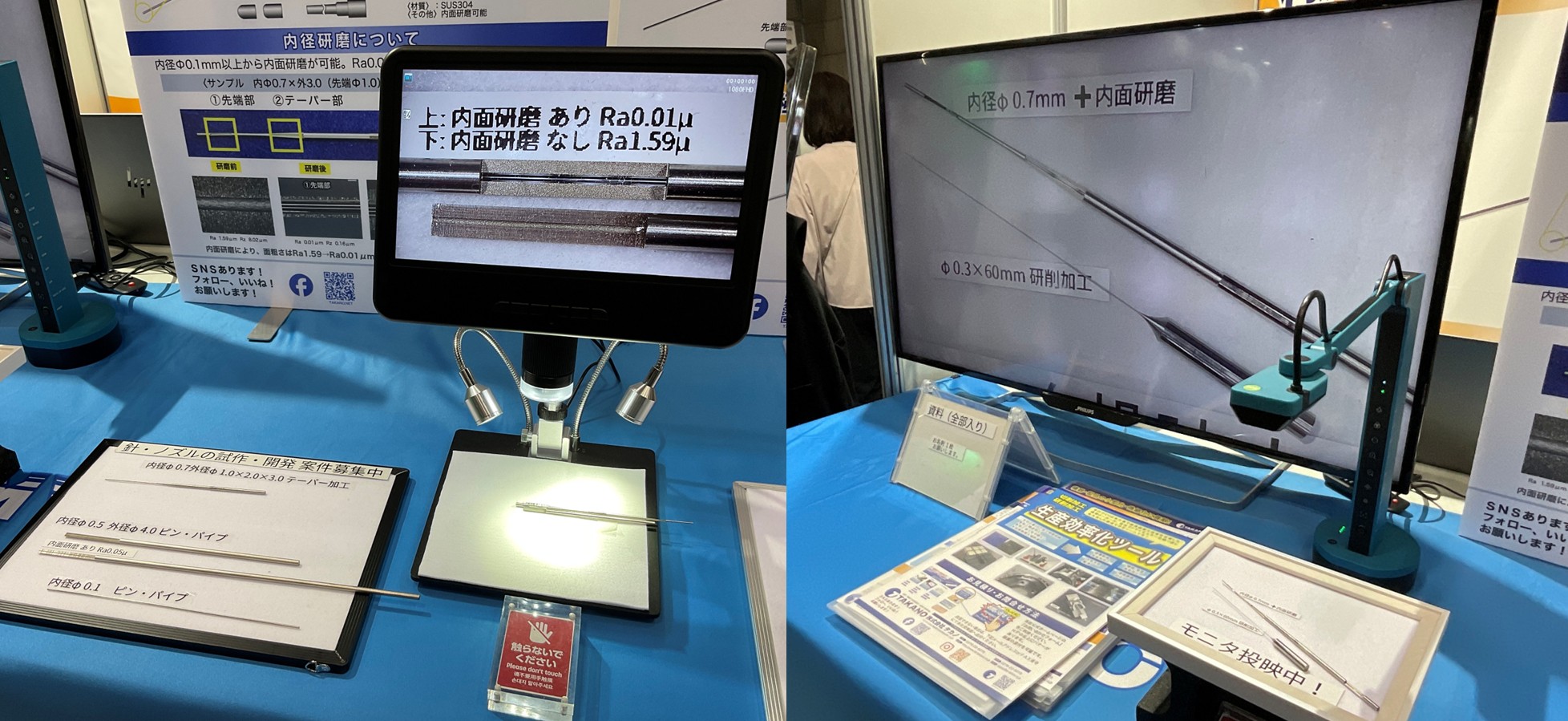
図26 ガス抜きピンの内面研磨
七宝金型工業
金属3Dプリンターによる造形を得意にしているダイキャスト用金型メーカーである。金型をポーラスに造形することで湯量(融けた金属が流れる速度)を増すことが可能である。
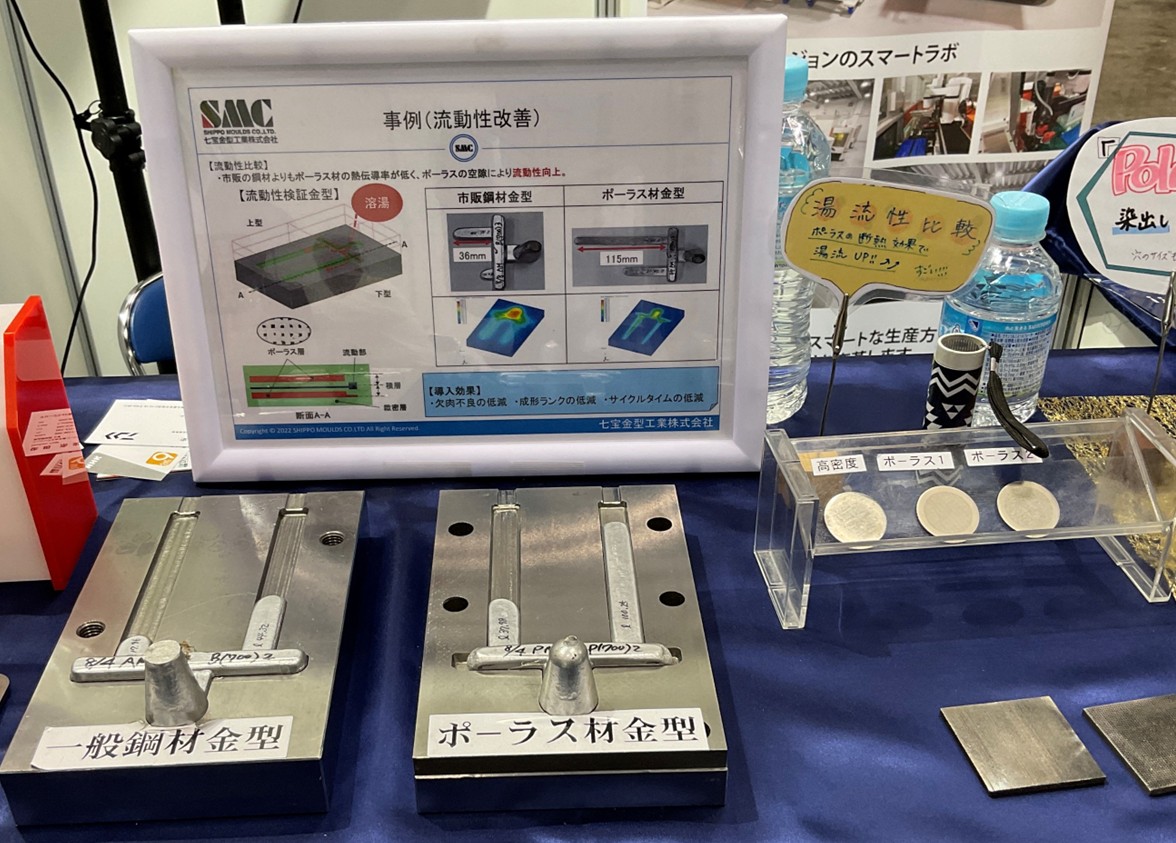
図27 ポーラス金型
5.その他
ニッパク (超小型成形機用金型)
卓上型の超小型射出成形機用金型(INARI用とMICROMOLDER用)が展示されていた。I
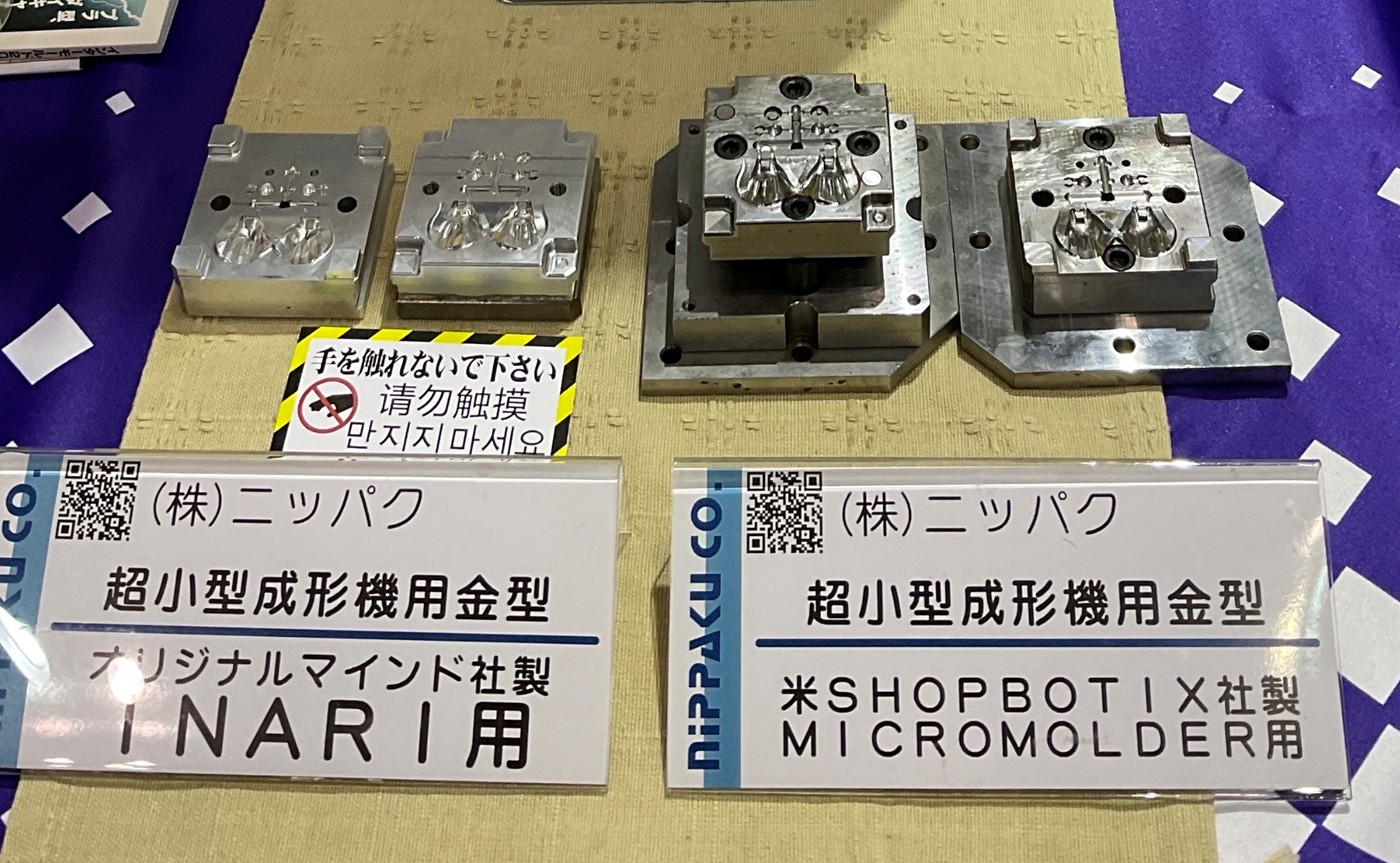
図28 超小型成形機用金型
共和工業(ギガキャスト)
共和工業(株)と(株)米谷製作所の共同ブースでギガキャスト用金型の実物大の図を壁に貼っていた。米谷製作所はダイキャスト部品の外注生産で実績が有る金型メーカーであり、共和工業は樹脂用の大型金型で実績がある。ダイキャスト用の大型金型分野でのコラボが期待される。
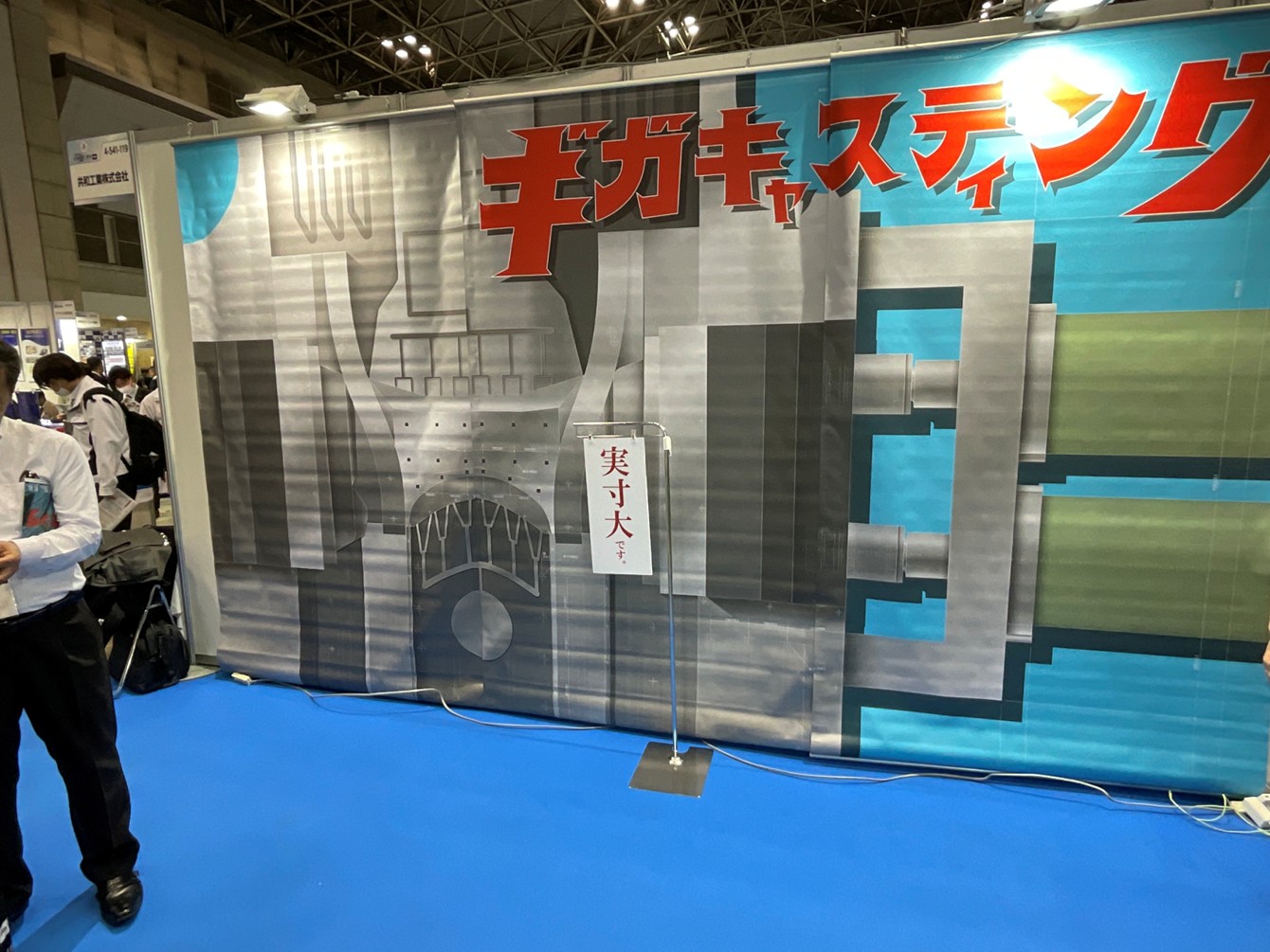
図29 ギガキャストのサイズをイメージさせる展示
MOLD‘S ACT(三次元冷却回路)
拡散接合技術を用いた三次元形状の冷却回路を展示していた。
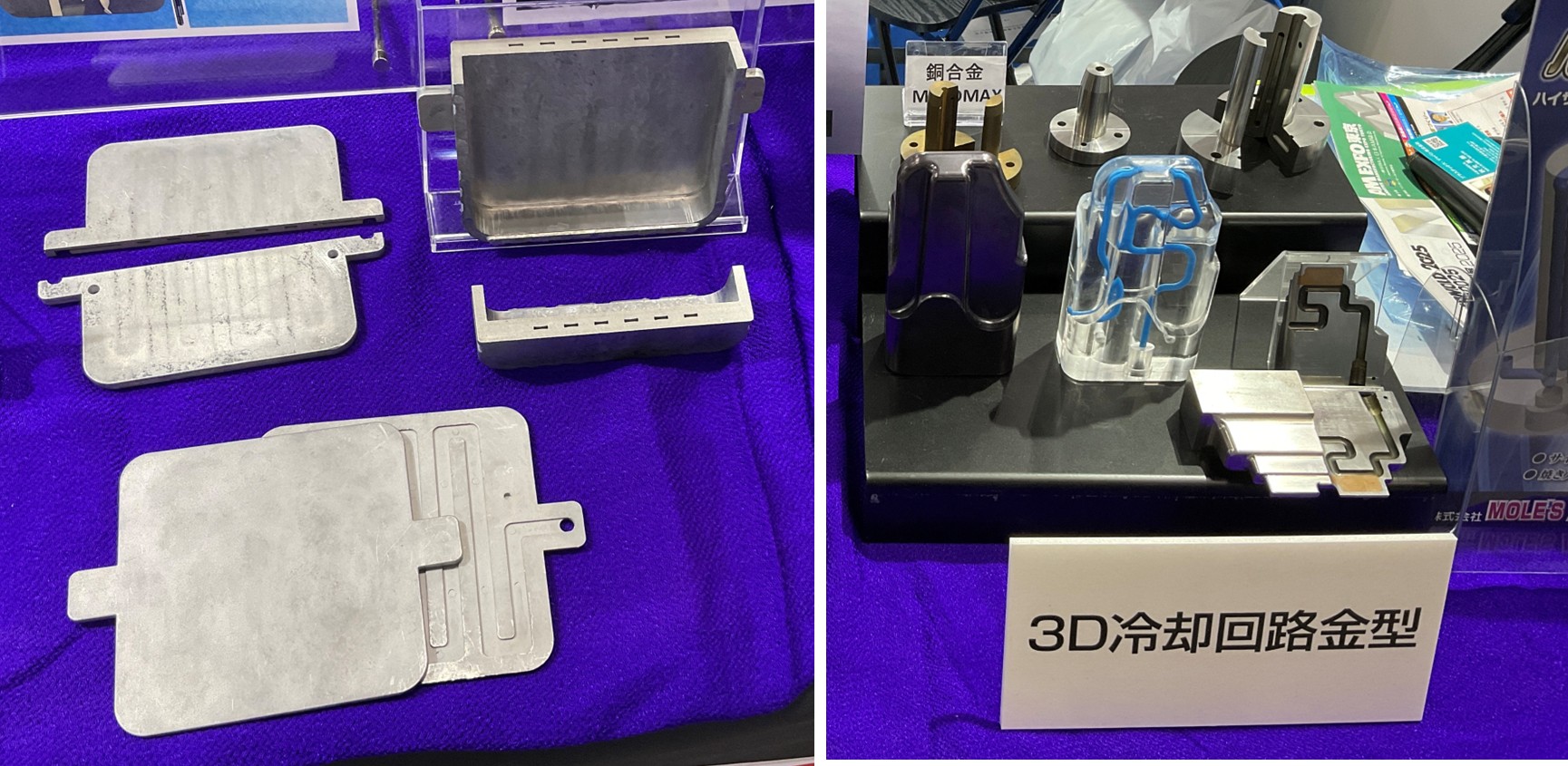
図30 拡散接合を用いた三次元冷却回路
池上金型 小型多点ホットランナー
多点ホットランナーを使った金型とその金型で成形されたピペットチップが展示されていた。

図31 省スペースの多点ホットランナーとピペットチップ
6.おわりに
今回のレポートは、多くのブースが有る中でプラスチック成形に関係する金型技術に絞って調査した。金型技術以外には3D プリンティングやシミュレーションの展示も多く見られた。

