
プラスチック加飾技術の進展(1)
秋元英郎
秋元技術士事務所
本技術レポートは分量が多いため、分割して作成しています。「プラスチック加飾技術の進展(1)」は主に塗装技術に関する部分になります。
第一部:プラスチック加飾技術の分類と新しい塗装技術の動向
1.はじめに
プラスチックは人類が自ら生み出した唯一の素材であり、人々の生活の質を向上させてきた。弾性率の範囲は広く、透明なものから不透明なものまで、その範囲は広い。つまり、プラスチックと一口に言っても千差万別である。我々の生活の中でプラスチック製品は欠かすことができない素材である。
プラスチックはその歴史から、金属、木材、皮革、紙、ガラス、陶器等の代替として用途を広げてきた。プラスチックは代用素材として進化してきたため、どうしても安物という評価がぬぐい切れなかった。そのため、先行して地位を確立していた素材の「雰囲気」を真似ることが行われてきた。
その手法のひとつが加飾である。最近は、新素材開発、成形技術の向上、加飾技術の発展により、プラスチック製品の質感が大幅に向上してきている。また、透明で柔らかさを持つなどのプラスチックを使わずにはできない表現も多くなっている。
加飾という言葉を辞書で調べると、「器物の表面にさまざまな工芸技法を用いて装飾を加えること。(三省堂 大辞林)」とあり、このように陶磁器や漆器の装飾から発生した言葉であると考えられる。
プラスチックの分野で加飾という言葉が広く使われるようになったのは比較的最近である。従来は塗装やめっきといった個別技術で語ることが多かったが、最近は同じ目的に対して複数の技術的アプローチを比較検討する機会が増えたためと考えられる。
図1には1990年から2019年までの30年間に国内に出願された特許及び実用新案に「加飾」という言葉が使用された件数を示す。1990年代には使用されることが稀であった「加飾」が一般的に使用されるようになってきた。
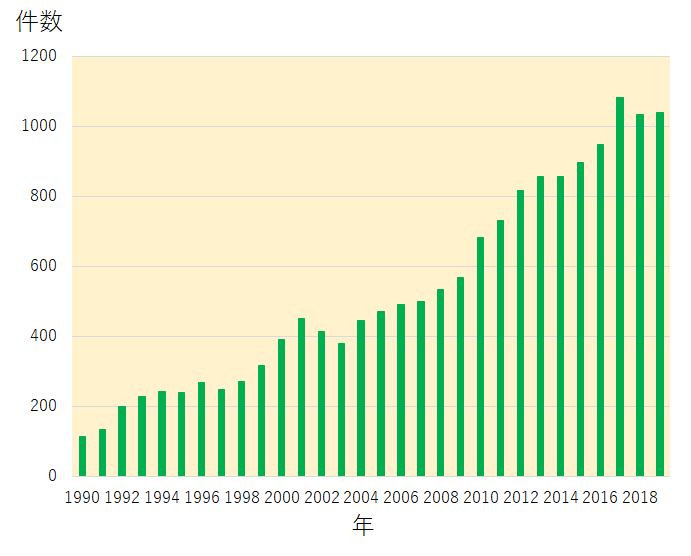
図1 加飾という言葉の広がり
J-PlatPatでキーワード「加飾」を入れてヒットした件数(国内特許・実用新案)
2.加飾技術の分類
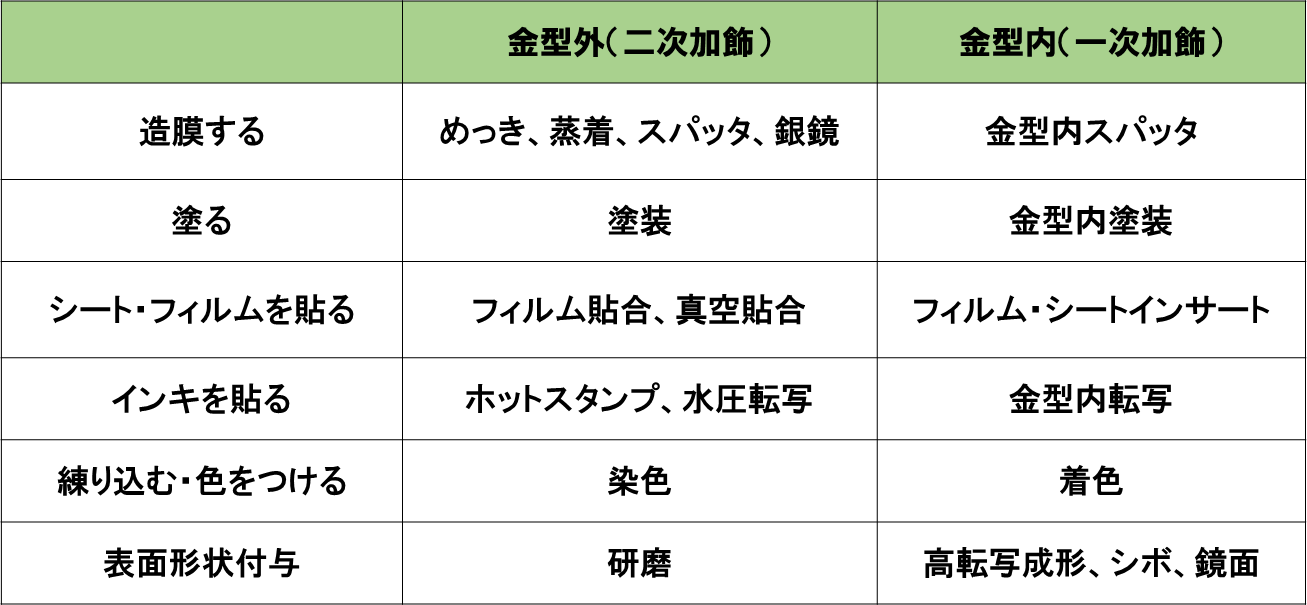
加飾技術を手法で分類すると、塗る,造膜する,フィルム・シートを貼る,箔・インクを転写する,着色する,表面形状を付与するに分けられる。
加飾対象がプラスチックの射出成形品の場合、加飾を成形と同時に行う方法と取出した成形品に二次加工として行う方法がある。
上記の分類をまとめたのが表1である。
表1 射出成形品への加飾技術の分類(技術面から)
一方、見え方に着目すると金属調、木目調、更にはピアノブラックといった、既存の素材感を得るための技術での分類もある。
3.塗装
3.1 塗料によるコーティング
塗料は対象物を保護,美観付与,機能付与のために、その表面に塗る材料である。通常は液状であり、乾燥や硬化によって強靭な固体の膜を形成する。本項では、新しい塗料の技術をいくつか紹介する。
3-1-1 高輝度金属調塗装
金属は長い歴史の中で価値の高い素材という地位を築いてきた。特に金や銀に代表される貴金属は、その輝きが長く続くことから高級品として扱われてきた。
金属表面には自由電子が存在し、光が当たると全反射するが、振動数が低い一部は表面で吸収される。そのため、金属の色は表面における吸収特性によって変わる。そのため、銀のような無色の金属色、金のような赤味を帯びた金属とそれぞれの金属に特徴的な色合いを示す。
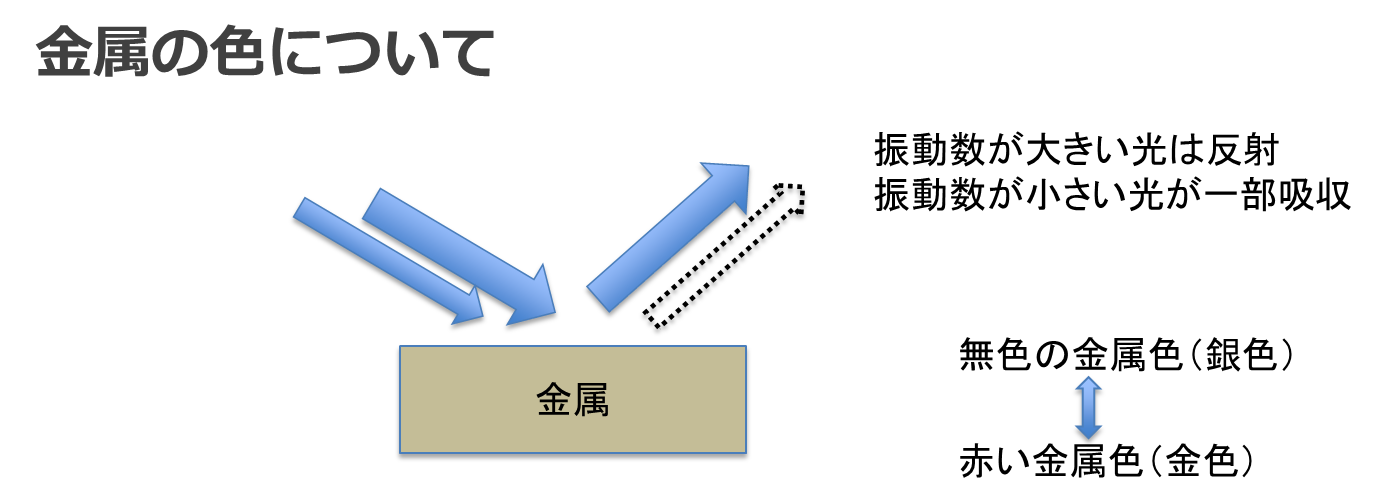
図2 金属の色調の原理
金属の粉を混ぜた塗料で塗装することによって金属のような外観を得るという取り組みは古くから行われてきたが、金属そっくりというレベルに到達するのは難しかった。
しかしながら最近はクロムめっきに迫るような高輝度塗料が開発されている。例えば、薄膜で粒子が非常に小さい蒸着アルミを顔料成分として使用しめっきのような質感の高輝度を達成しているもの(例えば尾池工業のエルジーneo)や、銀ナノ粒子を用いるものが知られている。
図3~5に金属調塗装の例を示す。

図3 武蔵塗料のエコミラーエージェント

図4 大豊塗料のオレフィックスMR-3000

図5 大日本塗料の高輝度金属調塗料 スーパーブライトNo.2000(左)/アクリタンMY-51(右)
このような高輝度メタリック塗料に用いられるメタリック顔料は従来の扁平状金属粒子(メタルフレーク)に比べより薄く、アスペクト比が大きくなっており、塗膜が乾燥固化する過程で平行かつ隙間無く並ぶようになる(図6)。
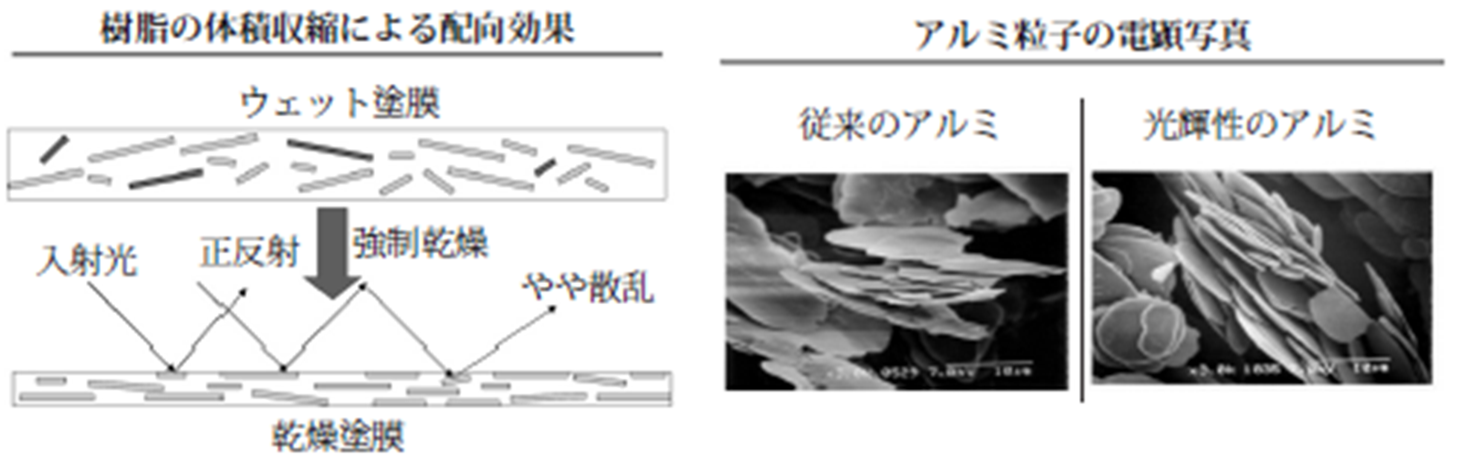
図6 高輝度メタリック塗料におけるフレークの状態
(荻田,山口,Material Stage, 8(7), 67 (2008) 掲載の図)
3-1-2 ソフトフィール塗装
視覚的および触覚的に柔らかさやしっとり感を塗装面に付与する塗料が開発されている。シリカなどのフィラー添加の効果により、実際に表面に深く微細な凹凸を形成することでソフトフィールを実現している。図7にソフトフィール塗装の例を示す。

図7 武蔵塗料のソフトフィール塗料「ネオバラサン」
3-2 塗装設備
3-2-1 超臨界二酸化炭素を用いた塗装
産業技術総合研究所、宮城県産業技術センター、加美電子工業が共同で開発した炭酸ハイブリッド塗装技術は、希釈溶媒の部分を超臨界二酸化炭素に置き換えたものである。
高圧の超臨界二酸化炭素を用いるために超硬材に小径ノズルを加工している。高粘度の塗料を薄膜でタレ無く塗装できるので三次元曲面への塗装に適し、紫外線硬化型のハードコート用途に開発が進められている。
図8に超臨界二酸化炭素を用いた塗装プロセスの概要、図9に高光沢塗装品のを示す。
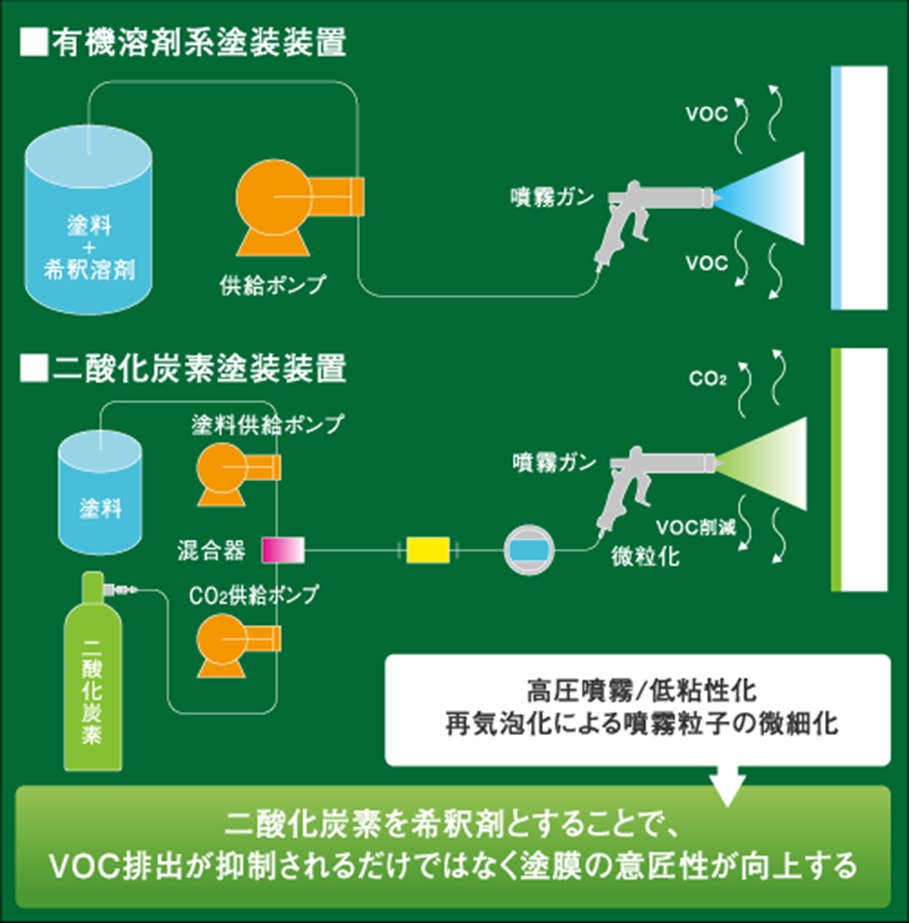
図8 二酸化炭素を用いる塗装の装置(加美電子工業HPより)

図9 高光沢塗装品の例(加美電子工業パンフレットより)
3-2-2 人工知能を活用した塗装ロボットのティーチング技術
塗装をロボットによって自動で行うにしても、ティーチングには熟練の技が求められていた。タクボエンジニアリングが開発した塗装シミュレーションソフトは、気流による塗料の液滴の動きをシミュレーションすることで、塗膜の厚みムラを計算し、ガンの動きを最適化することを可能にした。図10に高機能塗料展2018に出展された装置を示した。

図10 タクボエンジニアリングの人工知能を使ったティーチングソフト(高機能塗料展2018)
3-2-3 ホースレス塗装装置
タクボエンジニアリングは、塗料の無駄を最小にするための工夫として、塗料のタンクからガンまでのホースを無くし、塗料をプラスチックのパウチに装填してガンの近くに設置する方法を採用した。これによりパウチの交換で色替えが容易になり、色替え時間と塗料もの無駄が削減される(図11)。

図11 タクボエンジニアリングのホースレス塗装装置(高機能塗料展2018)
3-2-4 コンパクトな塗装ライン
塗装のラインはガンの部分以外の部分が非常に長く、広い設置面積を要するのが通常であるが、非常に狭い設置面積で塗装が完結するコンパクトな塗装設備も開発されている。例えば、㈱エムズシステムズのKPMシリーズは非常にコンパクトにできている。また、同社の半自動塗装機(図12)はグラデーション塗装や化粧品容器等の内面への塗装も可能である。

図12 エムズシステムズの半自動塗装機(IPF2017)
3-3 インクジェット塗装
紫外線硬化性のバインダーを用いて、多色のドットで被塗装体上に塗膜を形成することで、原色の図柄を塗装することが可能である。加えて、高粘度の塗料を用いることで、紫外線硬化した塗膜上に重ね塗りが可能になり、原色図柄に合わせたテクスチャーを付与することも実現している。図13はヘッドを小さくしたことで凹部分にも塗工可能になった例、図14は図柄と凹凸によるテクスチャー表現の例である。

図13 ヘッドをコンパクトにしたことで可能になった凹形状への塗工(タクボエンジニアリング)

図14 ローランド ディー.ジーブーのインクジェットによる原色かつ凹凸を持たせた加飾の例(Nプラス2016)
3-4 金型内塗装
無溶剤の塗料を金型内で硬化させることで射出成形の工程内で塗装まで完了させる技術が金型内塗装である。すなわち、基材であるプラスチックと塗料の二色成形ということもできる。塗料としては2液型のポリウレタンやポリウレアが用いられる。
金型動作としては、基材プラスチックを射出するキャビティと塗料を注入するキャビティを入れ替える方法(対向二色、ダイスライド等)と、微小な型開きによって塗料のための隙間を形成する方法がある。
特長は、塗膜の厚みを通常の塗装よりも厚くすることが可能であること、塗装の表面の平滑性は塗料のレベリングではなく金型の仕上げで決められること、塗料表面にテクスチャー加工が可能なこと、母材表面のテクスチャーとは無関係に塗料の表面状態を設計できること等が挙げられる。
図15に金型内塗装によるサンプルを示す。左の写真はプラスチックの表面にフィルム加飾(後述)を行い、その上に塗装が施されている。また、塗装表面には金型に施されたシボやヘアラインが忠実に転写されている。

図15 金型内塗装によるサンプル
上:K2016におけるKraussMaffeiブースでの成形実演サンプル
右下:K2013におけるKraussMaffeiブースでの成形実演サンプル
左下:人とくるまのテクノロジー展横浜2019におけるGSIクレオスブース展示サンプル

