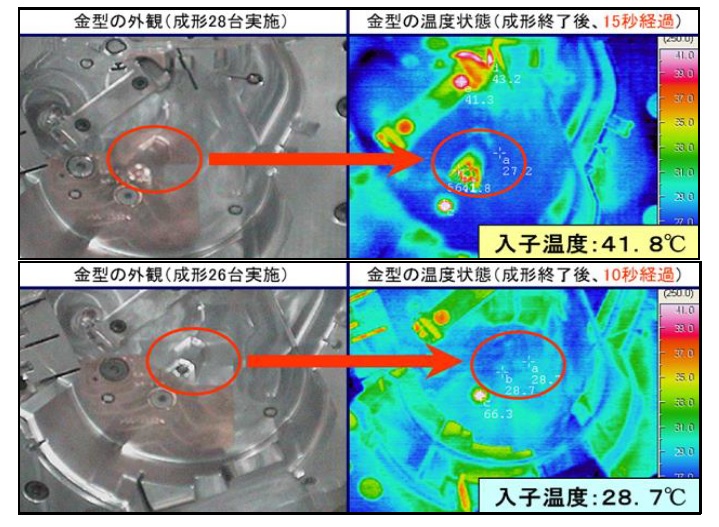
写真2 拡散接合部品使用前・後の金型表面温度1) (上図:銅合金部品使用、下図:拡散接合部品使用)
大塚正彦
大塚技術士事務所
プラスチック成形金型で製作する製品・部品の品質の良否を左右する要因として、キャビティ、コア表面の均一な温度分布の実現が挙げられる。しかし、金型に冷却回路を設ける際、製品・部品形状の制約により最適な冷却回路の設定ができないことがある。
このような場合、熱伝導率の良い銅合金部品を採用しているが、銅合金は耐久性に難があり量産対応に問題がある。前述した問題点を解決するために金属3Dプリンタによる金型製作が行われているが、高額な設備、溶融積層金属部の接合強度低下など解決すべき課題がある。
このような状況下、3次元冷却回路形成の新たな方法として、1980年代に新素材(異種材料の接合)を製品化するために使用されていた拡散接合を使用して、3次元冷却回路形成金型の開発、成形性向上を実現したので紹介する。なお本レポートは、株式会社松岡鐵工所での技術評価結果を引用したものである。
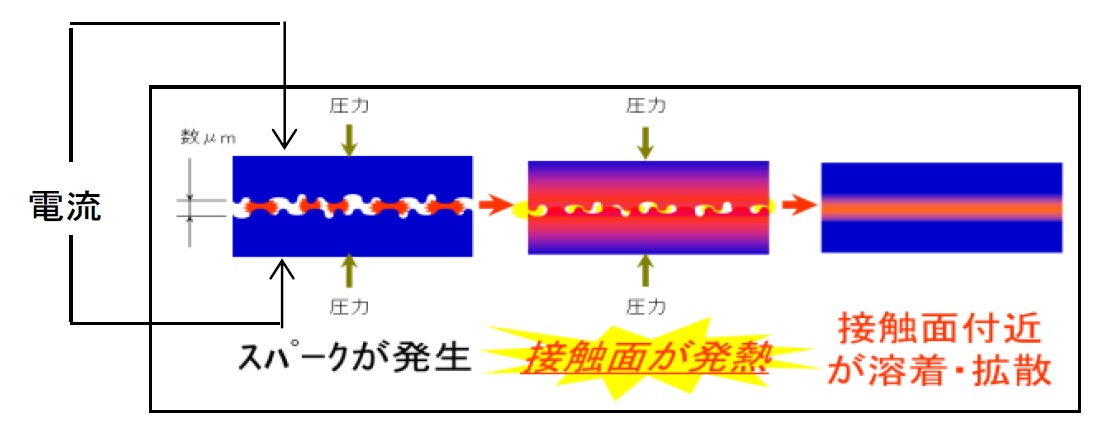
図1に示すように、接合面を高精度に仕上げた接合する2種類の材料に電流、圧力を印加すると、接合面の接触面が発熱して原子レベルで溶着接合する。
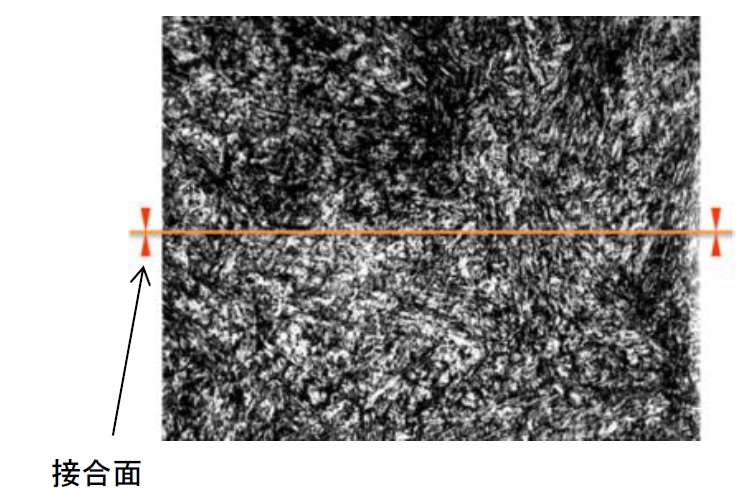
SKD61の無垢材と拡散接合で接合した部材の接合部形態を写真1に示す。接合強度は無垢材と同等レベルであることを確認済である。
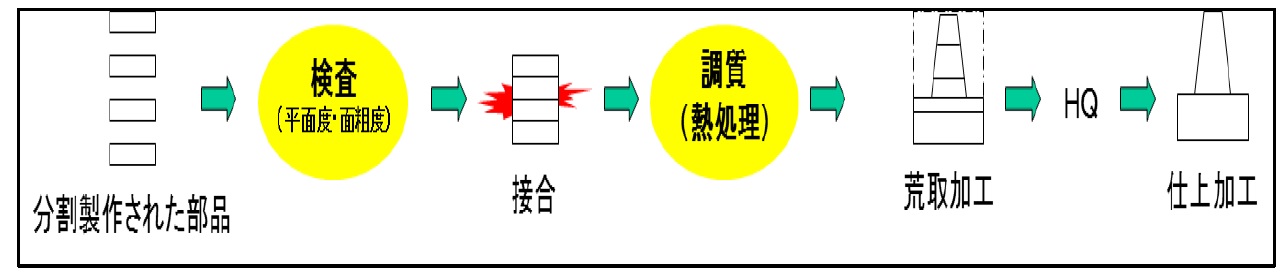
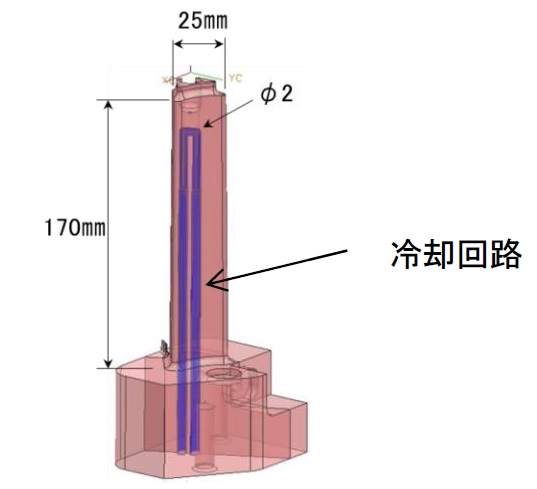
拡散接合により金型を製作するプロセスの概要を図2に示す。当該方法により製作した冷却回路形成金型部品を図3に示す。
成形時の金型温度に関して、銅合金使用時、冷却回路形成拡散接合部品使用時の金型表面温度測定比較結果を写真2に示す。
銅合金部品使用時(上図)は成形終了後15秒経過時点で41.8°C。冷却回路形成拡散接合部品使用時(下図)は成形終了後10秒経過時点で28.7°Cであり、冷却回路形成拡散接合部品使用により約23°Cの温度低下が確認できる。
成形品表面全体での温度差が小さいほど成形品のそりなどの品質に対する影響も小さく、また短時間で成形品の均一冷却が可能になるため成形サイクルの短縮が可能になる。
実際の改善事例について述べる。写真3に示すPA66(GF30)材料の厚肉成形品の冷却時間に関して、銅合金部品使用時は18秒であったが、冷却回路形成拡散接合部品の使用により8秒に短縮【55%】することができた。
プラスチック金型の3次元冷却回路形成、冷却回路付スプルブシュの製作方法として、金属 3D プリンタによる製作適用が普及しているが、高額な設備、溶融積層した金属材料の接合強度不足の懸念などの問題点がある。また、機構部品などの凹凸が多い製品・部品、キャビティ・コアの分割が必要な金型では最適な冷却回路の形成が困難になる。
このような場合、冷却回路を形成した分割部品を原子レベルで接合する拡散接合技術が有効になる。部品の製作コスト面でも、現状、金属3Dプリンタに比較して優位性があり、拡散接合による3次元冷却回路形成金型の開発と冷却時間短縮、生産性向上について更なる適用検討、実用化評価が必要である。
最後に、貴重な技術データ、資料のご提供をいただいた株式会社松岡鐵工所には感謝申し上げる次弟である。
1) 株式会社松岡鐵工所、ダイレク接合技術の紹介
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}