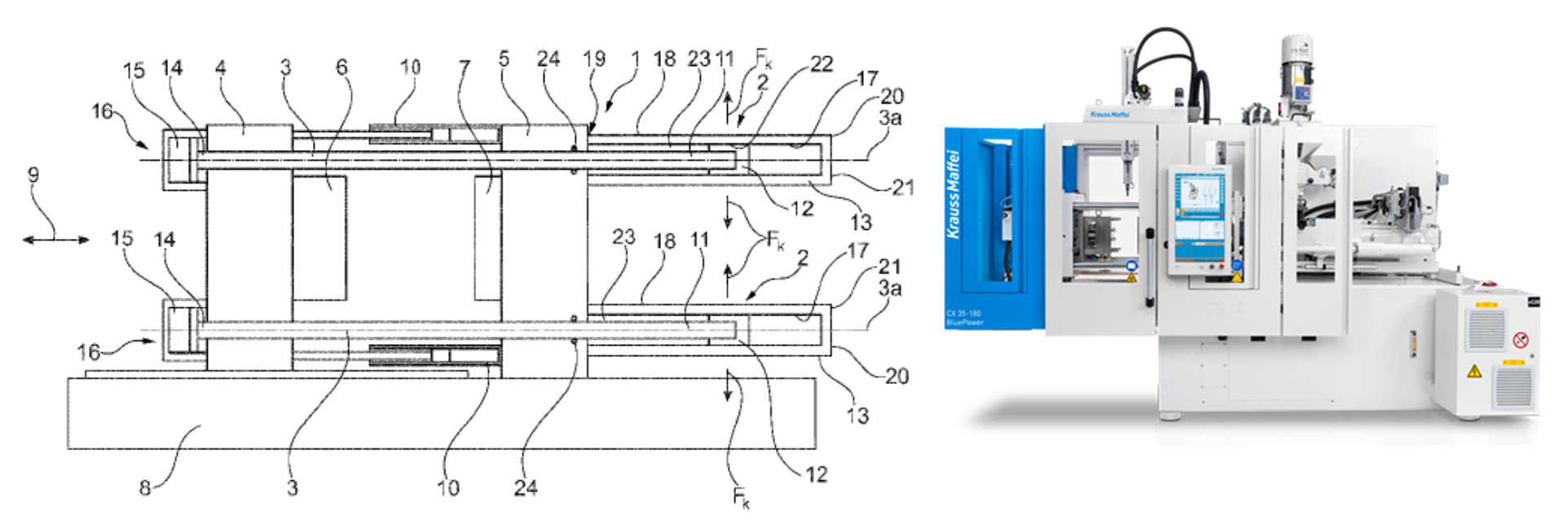
図9 左:クラウスマッファイの出願に記載されている省スペース型締機構11)、 右:同社の小型油圧であるCXシリーズの外観
秋元英郎
秋元技術士事務所
射出成形機メーカーは世界各国にあるが、日本国内では圧倒的に国内メーカーの成形機が多い。海外メーカーの射出成形機を見る機会は海外の生産現場や展示会以外にあまりないかも知れない。本報では、海外の射出成形機について、特に日本では珍しい機構等を中心に述べていく。
<参考情報:初学者のための射出成形機の構造・機構入門>
射出成形機における駆動は大別して、可塑化のためのスクリュー回転、射出のためのスクリューやプランジャーの前進及び型締がある。型締はさらに型閉と型締に分けられる。一方それらのための動力としては、モーターの回転を使うものとモーターによって加圧された流体(油)の圧力と流量を使うものに分けられる。成形機の駆動系がモーター駆動によるものを電動成形機(あるいは電気式成形機)とよび、流体(油)の圧力と流量を使うものを油圧式とよぶ。ハイブリッド射出成形機は大別して、駆動系の一部を電動、一部を油圧に分けるタイプと電気モーターと油圧ポンプを複合化した駆動系を用いるタイプに分けられる。
日本の射出成形機はここ20年ほどで電動一色に変わった感がある。その背景にはサーボモーターの性能向上と制御技術の向上がある。一方、海外の展示会に行くと電動が意外と少ないことに驚く。ヨーロッパの射出成形機の流れのひとつにサーボモーター制御した油圧ユニットを採用した省エネルギー型の成形機(以下油圧ハイブリッド)である。日本では日精樹脂工業のXポンプが知られているが、ヨーロッパの成形機メーカーではこの方式が主流になりつつある。
例えばSumitomo SHI DemagのSystec Servo1),Dr. BOYのServo-motor Pump Drive2),ArburgのASH servo-hydraulics3),Wittmann BattenfeldのServo-hydraulic、ENGELのe-Victory4)等が例として挙げられる。トグル式よりも省スペースである直圧式で省エネルギーを実現する方法として非常に合理的な考え方である。モーターが良くなってきているとはいえ、油圧の方が長時間保圧等のように停止に近い状態で力を出し続けることに対する信頼性が高いと認識されている。
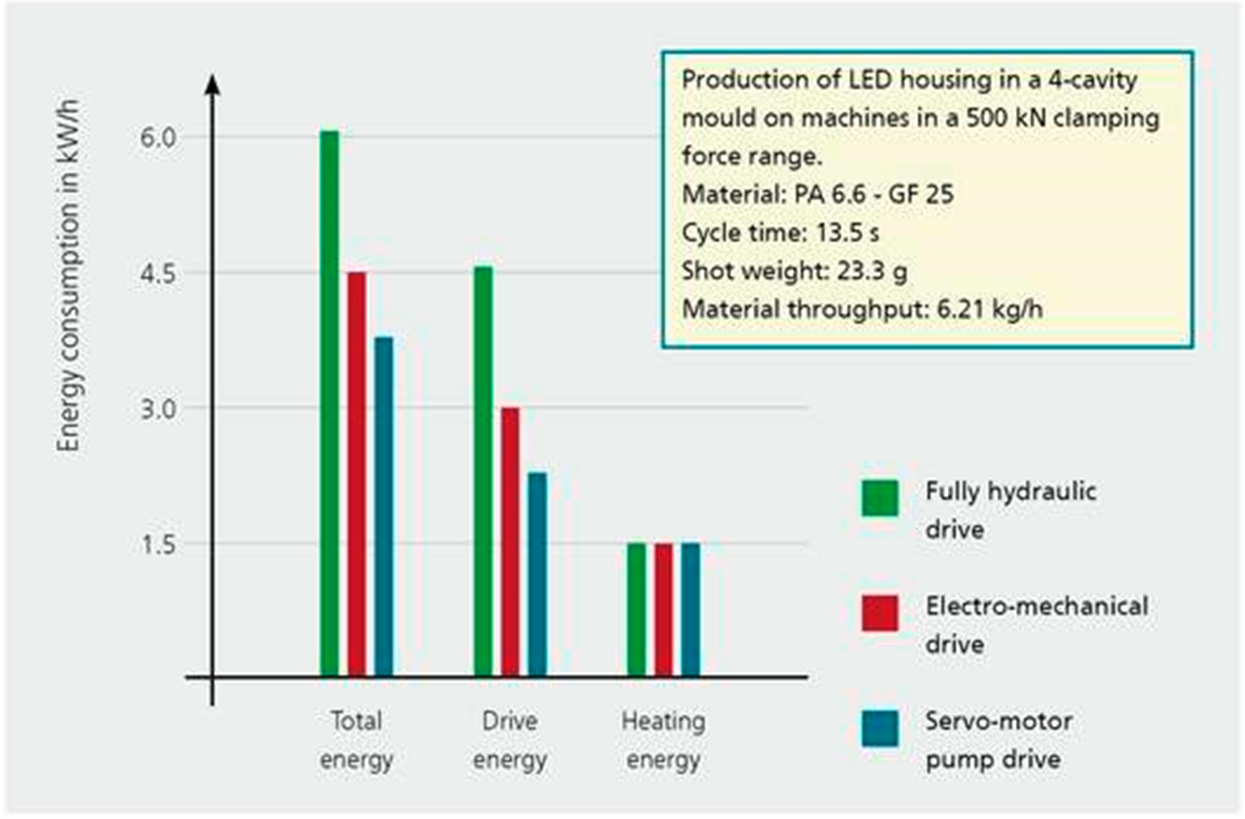
図1はSumitomo SHI Demagの技術資料に記載の消費電力比較データである。一般的な業界の標準(油圧機)に比べ、油圧ハイブリッドは30~60%の省エネになっており、全電動(40~70%省エネ)と比べても見劣りしないエネルギー効率になっている1)。
Dr.BOYのServo-motor Pumpは非常に効率が良く、同社の資料によると全電動よりも省エネとのデータを示している2)(図2)。
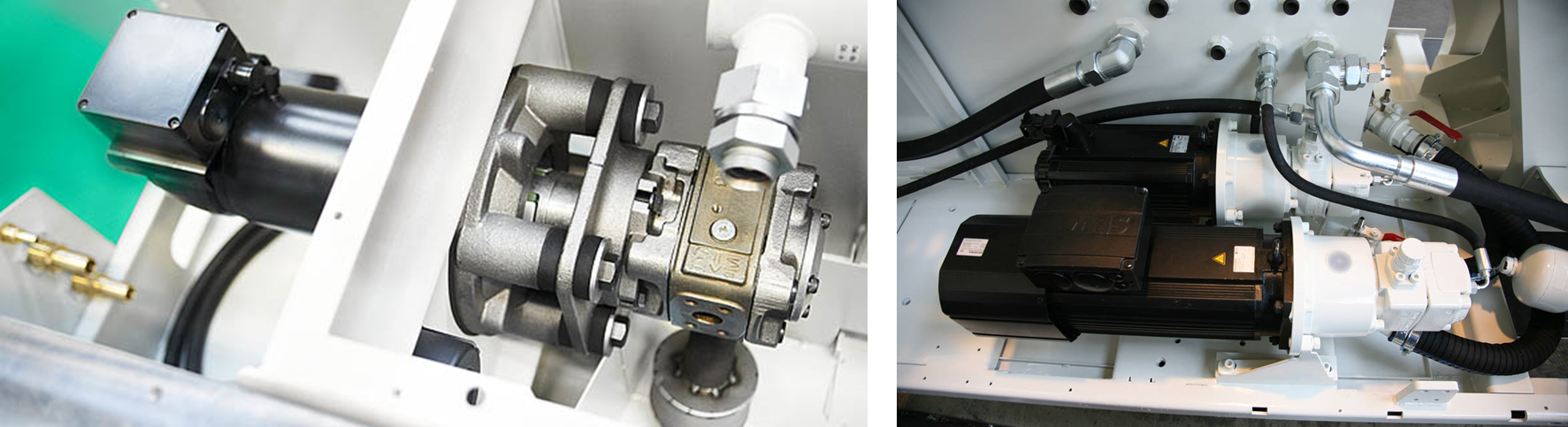
図3にはArburug、ENGELのサーボモーター式油圧ポンプの外観を示した。
小型の射出成形機を専業にしているメーカーは、後付け射出ユニットにも注力するようになってきている。MilacronグループのモールドマスターズによるE-Multiが代表的であるが、BabyplastやDr. BOYも射出ユニットをラインナップに揃えている。
図4はMilcron(Moldmasters事業)のE-Multiの外観である5)。射出容量が約8cm3から約500㎝3までのラインナップが揃っている。このような後付けユニットを取り付けることで専用成形機を導入することなく、二色成形やサンドイッチ成形が可能になる。取り付ける相手の射出成形機のメーカーによっては、成形機のコントロールパネルから制御が可能である。
Babyplastはもともと卓上型射出成形機であるが、金型に直接取り付ける後付けユニット「UAI」もラインナップされている(図5)。プリプランジャータイプであり、ピストン径は10㎜~24㎜、射出容量は約4㎝3~36㎝3の範囲でラインナップが揃っている6)。
Dr. BOYの射出ユニットBOY 2Cシリーズ(サイズによってXS、S、M、Lがある)は最大射出容量で6㎝3から280㎝3までの範囲をカバーしている7)。取り付けレイアウト例を図6に示した8)。
図6 Dr.BOYの後付け射出ユニットのレイアウト例
左から固定プラテンに垂直に設置、固定型に垂直に設置、金型のサイドに設置(ユニットを水平)、金型のサイドに設置(ユニットを垂直)、固定プラテンに垂直にスライドするように取り付け8)
日本国内にいると、油圧直圧方式、ダブルトグル(電動および油圧)、タイバーロック方式以外の型締め方式の成形機を見ることは少ない。ここでは、古い技術から比較的近年になって出願された特許に記載された技術のなかから選んで紹介する。
ENGELのタイバーレスは1990年代に斬新な機構として登場した技術であり、25年経過した現在でもENGELの成形機ラインナップで重要な位置にある。タイバーレス成形機は可動プラテンをタイバーの代わりにガイドで支えるため、開発当初はプラテンの平行度が課題とされていたが、固定・可動プラテンの固定方法が改良されて(図7)、平行度が向上している9)。タイバーレスのメリットは金型交換やロボットによる製品の取り出し時間が短縮できるため、工場の自動化うぃ進めるには有利である。
最近はタイバーを持つ成形機でもタイバーガイド方式からリニアガイド方式にシフトしてきている。
Dr.BOYの成形機は独自の型締機構で省スペース化を実現している10)。構造の特徴的なところは、可動プラテンを射出ユニット側に取り付けられた油圧シンリンダーによって引き付ける構造にある(図8)。
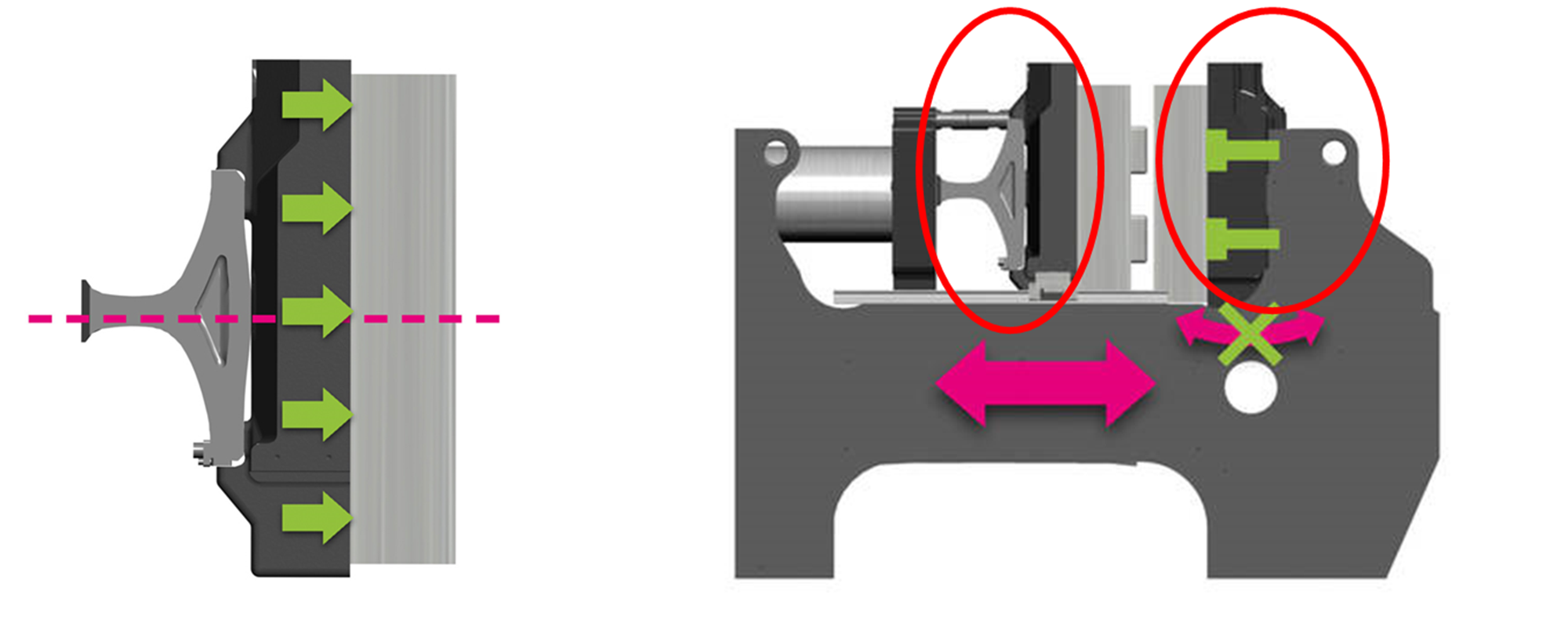
また、クラウスマッファイの出願の中に、射出ユニット側に取り付けたシリンダーで可動プラテンを引き寄せて、ロックした後に別の油圧機構によって型締力を発生させる省スペース成形機が提案されており1)、小型のCXシリーズにこの機構(cantilever clamping)が搭載されている(図9)。
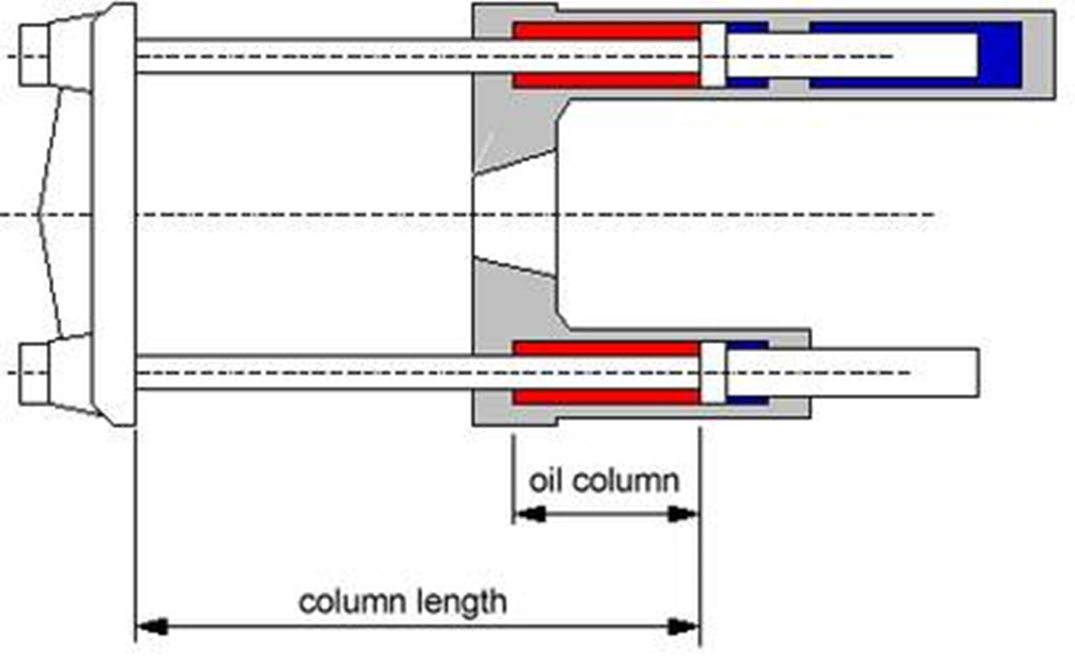
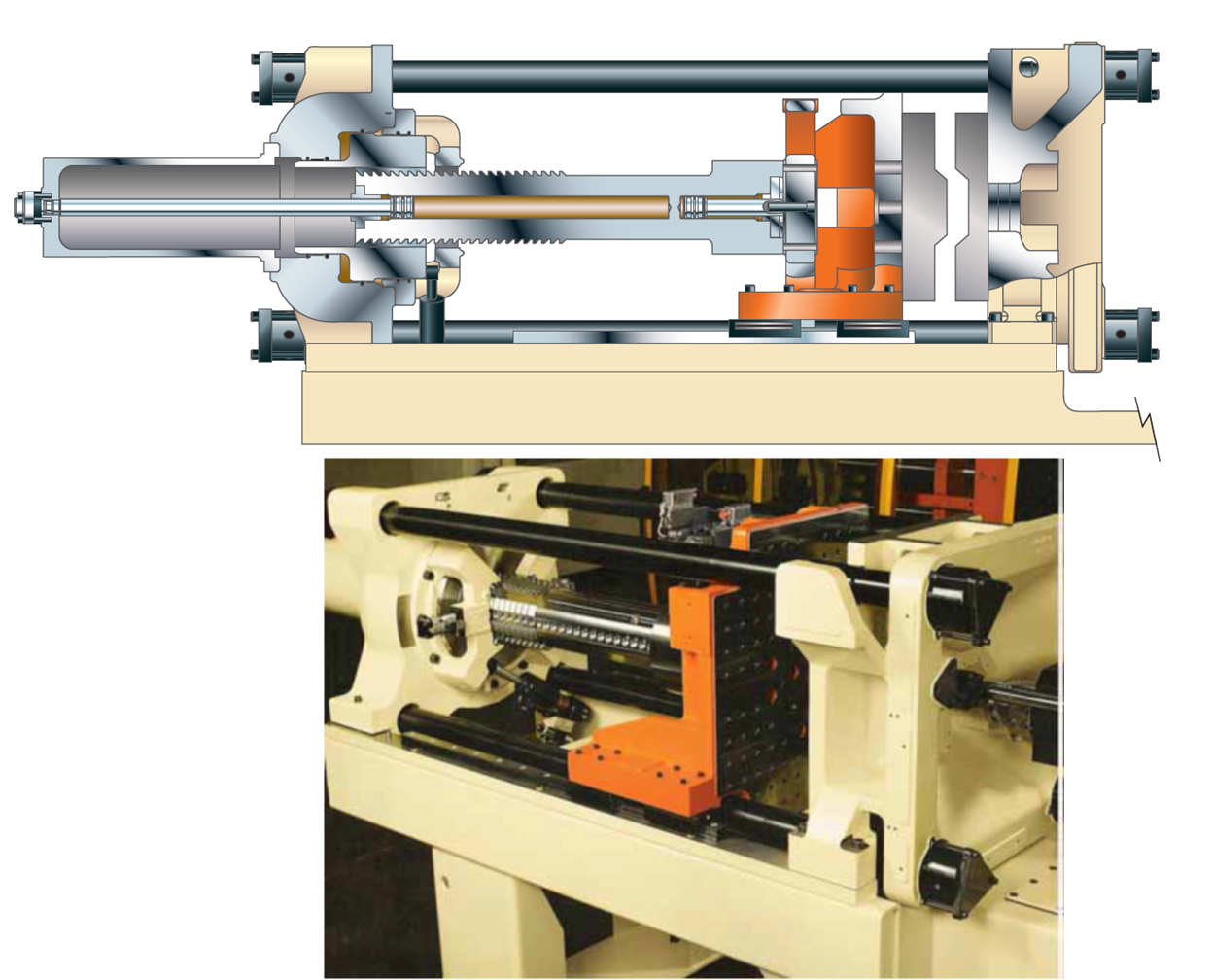
HUSKYの高速成形機Hyletricの型締機構は、可動プラテン中央を油圧シリンダーで閉じた後に、ハーフナットを閉じてネジ部の増締によって型締力を発生させる(図10)。型閉には大きな力を要しないので、型閉シリンダーの径は小さくて済む12)。
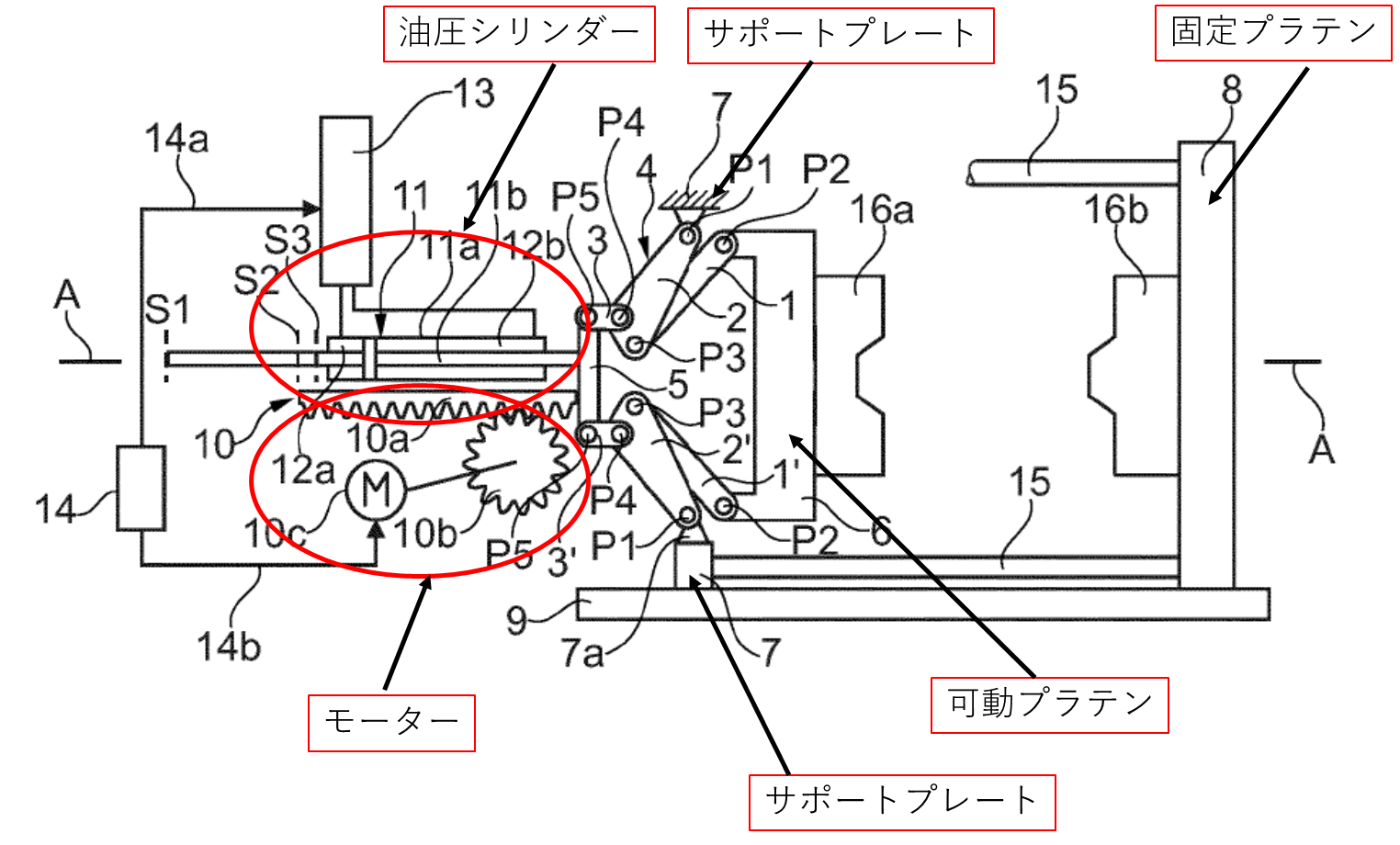
ネスタールは新しいトグル構造について出願している。図11において、サポートプレート(7)に接続されたトグル(4)が油圧シリンダー(11)とモーター(10)の動作によって作用する。大きな動き(型閉)を油圧シリンダーで行い、型締部分をモーターで行う仕組みになっている13)。
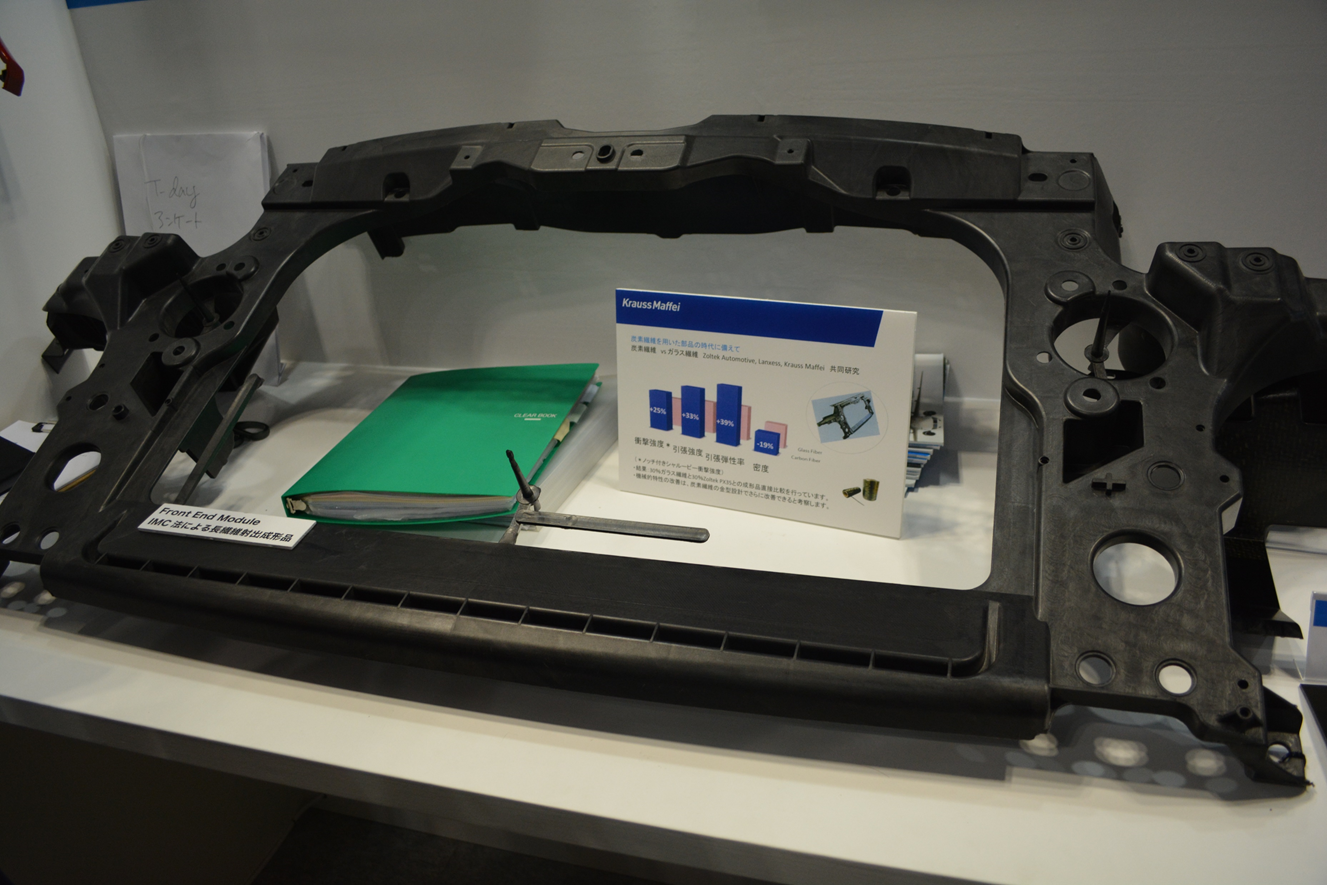
熱可塑性樹脂とガラス繊維や炭素繊維を射出成形機でブレンドして射出する技術は展示会でも実演されている技術である。クラウスマッファイのIMC(Injection Molding Compounder)技術は、射出成形機に備えられた同方向二軸押出機によってインラインでコンパウンド化されて、プランジャーによって射出される14)(図12)。繊維強化材料を購入するよりも原材料費が安価になることと、材料にかかる熱履歴が1回減ることによる安定性がメリットである。図13に同プロセスで成形されたフロントエンドモジュールの写真を示す。
過去にも同様の技術はK2013(2013年10月開催)においてArburgブース15)、NPE2006(2006年6月)K2007 (2007年10月)のHUSKYブースでも実演された16)(図14)。
窒素や二酸化炭素を用いた物理発泡技術はトレクセル社の「MuCell」技術の独壇場であったが、ここにきて代替技術の開発が加速している。日本国内でもマクセル/日本製鋼所/京都大学が開発した物理発泡技術「RIC-Foam」(日本製鋼所の「SOFIT」)が注目を集めている。図15は日本製鋼所技報17)に掲載された装置図である。
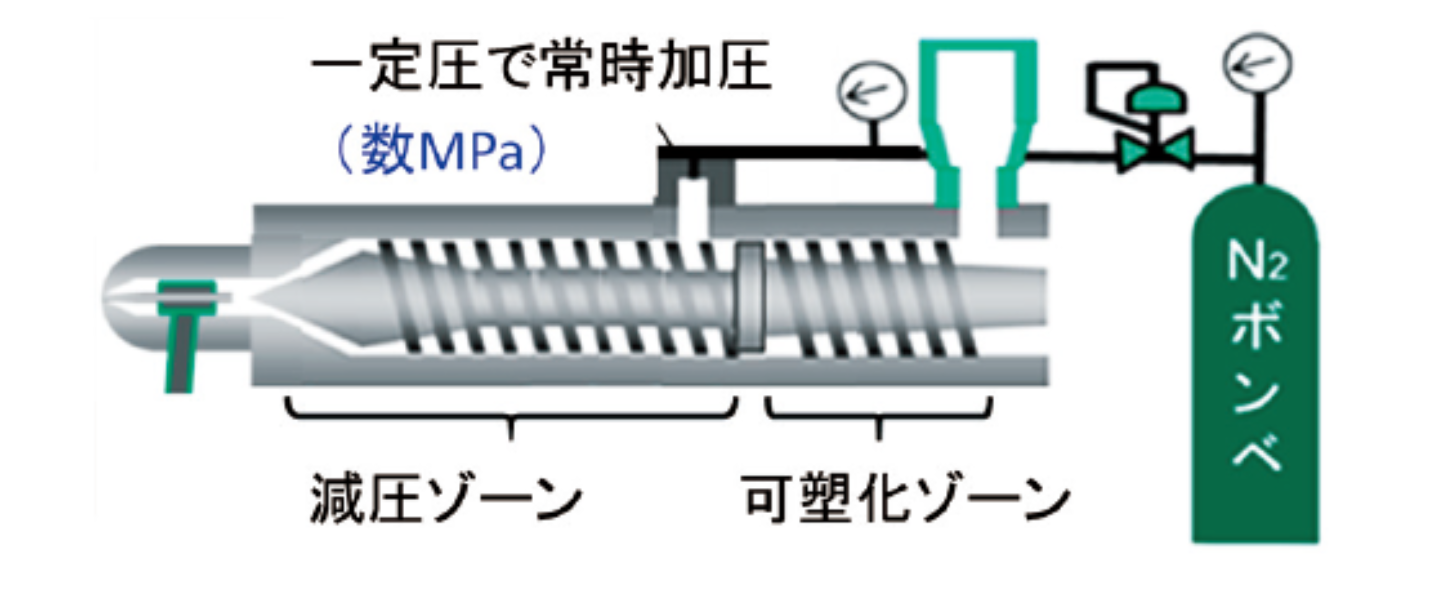
国外でも同様の動きが出ている。IKVとArburgがK2016で実演した発泡成形「ProFoam」18)19)は射出成形機のホッパーを3~5MPaの窒素ガスで加圧して、溶融し始めた樹脂の表面から溶解させる方法である(図16)。スクリュー根元のシールに課題がありそうだが、非常にシンプルな装置である。
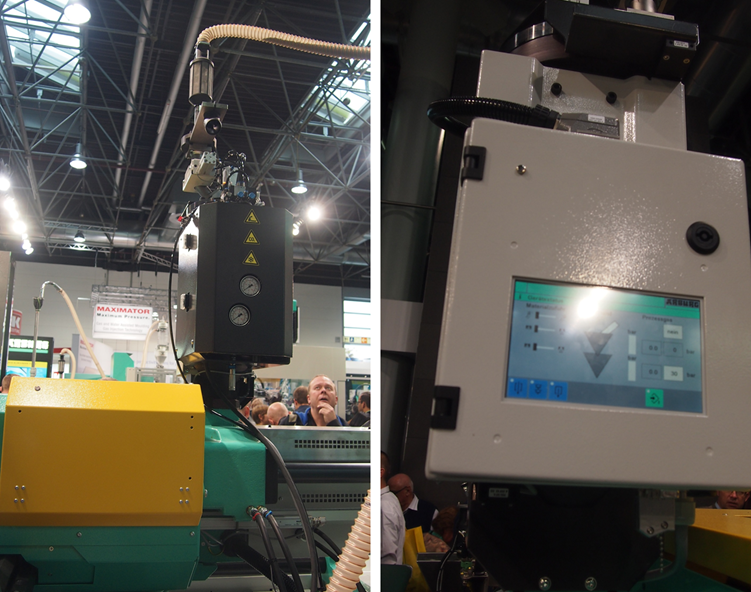
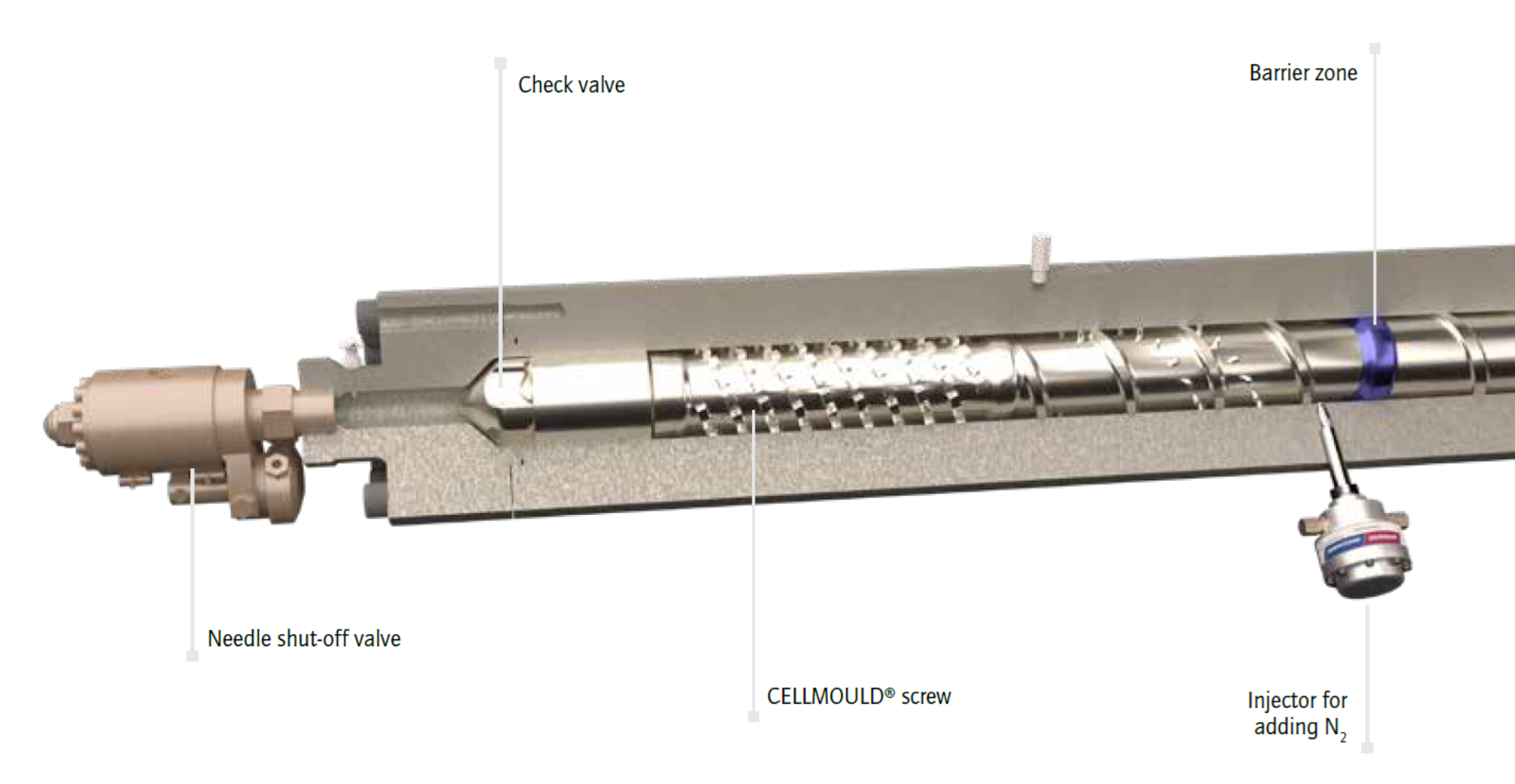
Wittmann Battenfeldの物理発泡成形CellMouldはガスインジェクション用の超臨界窒素発生装置が転用できるため、ガス装置から成形機まで一貫して自社で供給できるのを強みとしている。図17には専用のスクリュー、窒素供給装置の外観を示した。図18にはバレルのカット図を示した20)。
工場内に設置された射出成形機や周辺機器をネットワークで接続し、データを集めて活用するという流れは、全世界的に進んでいる。日本の成形機メーカーの多くは最新のスマートファクトリー技術をIPF2017で展示していた21)。
ネットワークで接続して活用する方法として、射出成形機と周辺機器をネットワークで接続して周辺機器を制御する活用、成形機の成形条件を管理して品質情報と紐づけする活用、成形機の状態(スクリューの摩耗に関する情報等)を集めてメンテナンスの依頼を自動で出す活用方法等がある。また、生産計画から自動で金型や材料をセットすることもできるようになってきている。
ENGELのinject 4.0を例に説明する。inject 4.0にはsmart machine, smart service, smart productionの要素が含まれる。
smart machineは装置自体が最適な生産条件に調整を行う。そのため、オペレーターが条件の微調整をする必要がなくなる。smart serviceは装置の状態を監視して、最適な時期にメンテナンスを行うようにしてメンテナンス回数も減らすことを可能にする。smart productionは工場内の装置をネットワークで接続して、生産計画の最適化、電力ピークの回避および製品のトレーサビリティのためにデータを活用することを可能にしている。
欧州を中心に射出成形機の技術動向をまとめたが、機構的な改良よりも装置のデータを集め、制御し、活用するための技術において大きな進歩がみられる。日本国内でも取り組みがあるが、メーカーが異なる装置を接続しデータを集めて連携できるような方向に進んでいってほしい。
後付けの射出ユニットがさらに進化すると、成形機に金型を載せるという考え方から、金型に射出成形機を載せるという考え方にシフトしていくと予想している。
1) 住友SHI Demag技術資料 (https://www.sumitomo-shi-demag.eu/fileadmin/user_upload/download_fakuma_2015/production_efficiency_pb_systec_servo_en.pdf)
2)Dr.BOYのWEBサイト https://www.boymachines.com/products/technology/efficiency/
3)ArburgのWEBサイト https://www.arburg.com/en/tw/products-and-services/injection-moulding/technology/energy-efficiency/ash-servo-hydraulics/
4)ENGELの資料ダウンロードサイト(https://www.engelglobal.com/ja/jp/products/injection-molding-machines/e-victory.html)からのダウンロード資料「e-victory」
5) MilacronのWEBサイト https://www.milacron.com/ja/製品/ホットランナーソリューション/mold-masters-e-multi/
6) アイオー・エムのWEBサイト https://i-o-m.co.jp/products/babyplast-uai/
7)Dr.BOYのWEBサイト https://www.dr-boy.de/en/products/boy-injection-moulding-machines/boy-2c-xs2c-s/
8)Dr.BOYのWEBサイト https://www.dr-boy.de/fileadmin/redaktion/migrated/Prospekte/Product_E_2CXS.pdf9)
9) ENGELのWEBサイト https://www.engelglobal.com/en/at/products/tie-bar-less.html
10) Dr.BOYのWEBサイト https://www.dr-boy.de/en/products/technology/clamping-systems/
11) WO2016124290A1
12) HUSKY技術資料 https://www.husky.co/assets/0/255/257/774e5585-46e7-46c5-8746-ef13321619bd.pdf
13) WO2016202509A1
14) Krauss MaffeiのWEBサイト https://www.kraussmaffei.com/en/our-processes/injection-molding-compounder-imc
15) 秋元英郎,プラスチックスエージ,60(3),84-91
16) HUSKYプレスリリース https://www.husky.co/News.aspx?id=268
17) 日本製鋼所技報, 69, 100(2018) https://www.jsw.co.jp/ja/product/technology/technical_review/technical_review1121407466173567978/main/0/link/File965777649.pdf
18)秋元英郎,プラスチックスエージ,63(4),78-84
19)高萩征男,プラスチックスエージ,63(2),63-67
20) Wittmann Battenfeldの技術資料 https://www.wittmann-group.com/uploads/tx_wpsidebar/Cellmould-EN_2019-04_WEB.pdf
21)秋元英郎,プラスチックスエージ,64(3),60-65
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}