アメリカ成形業界状況(2023.12) ―雑誌から垣間見る―
佐藤功技術士事務所
佐藤功
1.業界動向
1-1 全般
10月のプラスチック加工産業指数は45.4と、わずかに改善した。ただし、GDPは高成長が続いており、人件費、金利など諸経費を押し上げている。プラスチック産業(あるいは製造業セクター)の出遅れが気になる。成長分野の需要を取り込み、経費増に耐えられる積極的な経営が期待される。このような状況を反映し、材料価格も低迷している。PP、PSは原料価格上昇を反映して上がったが、需要が増したわけではない。汎用樹脂は過剰在庫が減り、減産、輸出などのメーカーの需給調整機能が働くようになってきた。
1-2 個別の動き
・RevolutionがリサイクルLLDPEで食品用FDAを初取得
・カナダの使い捨て用途の規制が始まる
・Engel シミュレーションサービスを強化する
・Verde Bioresinsが植物由来材料で土中分解するレジ袋を発売した。
・ASTMがリサイクル規格(WK87117 )を検討している
・Bay Plasticsが長繊維強化材料開発を支援中。
・Total Energies が Borealisの技術を活用しPE生産を拡充した。
・Davis-Standard が押出機メーカーを買収した
・海藻原料の生分解性包装材料を開発しているベンチチャー企業Swayが連邦政府の助成金を受けた。
・Trillium Renewable Chemicalsが植物原料からアクリルニトリルを製造する計画を発表した。
・Revalyuがジョージア州でPETのケミカルリサイクル工場を建設している。
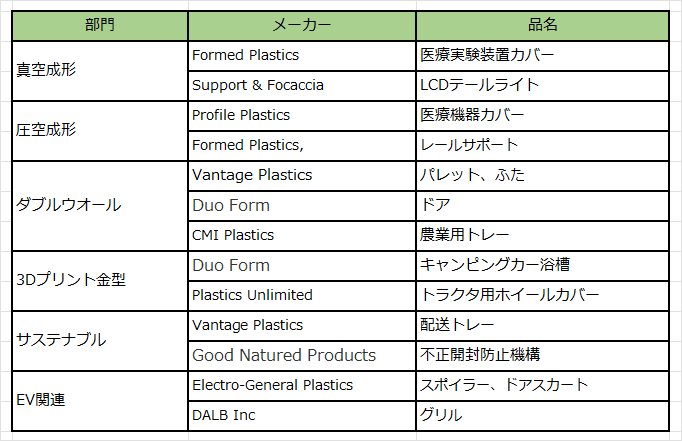
・SPE熱成形部門会議でコンテスト(隔年開催)の入賞者が発表された。(表1参照)
2.技術解説
2-1 精密成形における金型のひずみ測定
精密成形では型内圧力をセンサーで測定することが広く行われているが、Kistlerは金型のひずみを測定することを推奨している。型内圧に劣らないモニタ機能があり、センサーがキャビティに出ないため、成形品にマークが残ることもないし、成形材料やメンテによる損傷もない。設置位置の自由度が増し、組み込み設計が容易だ。CAEによる設置位置決定サービスも始めている。
2-2 ペレットの賞味期限
ペレットはどの位保管できるのだろう。ご存じのようにポリアミドなどは吸湿の問題がある。特に破袋などで外気にさらされている場合は致命的だ。しかし、これは乾燥すれば回復できる。
問題は酸化だ。これはどの材料でも起き、回復難しい。劣化速度は10℃上がるごとに倍化する。性能への影響は少ないが、古い材料は物性を測定し、問題がないことを確かめてから使用することをお勧めする。
2-3 成形品外観不良対策
外観品質要求が高くなってきている。これに伴い成形品設計、金型設計でも外観が配慮されるようになってきた。それでも問題が残り、対策に莫大な時間、コストがかかることがある。
項目は多いが成形条件の見直しなどで妥協点を見いだせることが多い。新製品立ち上げ時にはしっかり確認したい。
2-4 汎用押出機はありえない
「すべての材料に対応できる」押出機はありえない。あるリサイクル業者がHIPSに使っていたL/D38のベント付き押出機を購入し、HDPEに使おうとした。ところがトルク不足で所定の吐出量を得ることが出来なかった。理論的にはHDPEはPSの1.66倍の動力が必要だ。このためPSで3000 lb/hr 処理出来ていた押出機はHDPEを1800 lb/hr (3000 ÷ 1.66=1807 lb/hr)処理出来るはずだ。しかし、1250 lb/hr しか出来なかった。これはシリンダが長いため、過大なトルクを要したためだ。
2-5 パイプ成形機の選び方
ダイス周りの設備によって生産性や不良率が変わるので、最適な設備を選定する必要がある。例えばPVCでは問題にならないスパイダーマークがオレフィン系では性能低下の原因になる。このためオレフィンはスパイダーのないクロスヘッドダイス選ぶことが望ましい。ダイランドもオレフィンは肉厚の30倍以上取る必要がある。
サイジングを真空で行うか加圧式にするかも慎重に検討しなければならない。引落し量はHDPEは30~40%程度、PVCは15~20%で良い。
冷却法は細物では浸漬法、太物では噴霧式を用い冷却を強化する必要がある。もちろん、内側からの圧気冷却も考えなければならない。
2-6 生産性を上げるための金型冷却システム
冷却時間は成形サイクルの大部分をしめており、冷却システムが生産性、品質に大きく寄与している。金型の流路ごとに流量計の付いたマニホールドを設けることが好ましい。さらに分岐する場合はオンライン流量計を配管内に設ける。
型内では乱流が原則だ。これは線図ないしはネット上で簡単に確認できる。なお、不凍液を添加する場合は結果が異なる。
スケールがつかないように冷却水を管理し、配管の太さを確保し圧損を下げると省エネが可能だ。ポンプは十分な能力のあるものを使用する。クーリングタワーのみでは温度が維持できないので、必要に応じてチラーを導入する。
3.ケースタディ
3-1 熱成形業者の共働型ロボット導入
熱成形業者のKal Plasticsは協慟型ロボットを導入し、セル生産性を推進している。古いトリミングNCを思い切って代替した。大変だったが使いこなし。コストセーブ、安全性向上、納期確保、作業員の頭脳労働化などの成果をあげた。
3-2 インフレフィルメーカーに役立つろ過技術
包装用フィルム業界は激変しており、環境対応からリサイクル材を使う必要が出てきた。包装用フィルム大手RKWはNordsonの協力を得て技術を確立しつつある。最も重要なことは夾雑物除去だ。溶融樹脂を精密ろ過して夾雑物を除去する。ろ過にはろ材洗浄が不可欠で、この時生産を停めなければならない。Nordsonは製膜しながら洗浄するシステムを持っている。
3-3開発志向の真空成形モルダー
Plastic Ingenuityは食品包装材を中心とした熱成形業者だ。成形機、金型は自社設計し、すべて内製している。このほか材料選定、シート加工、リサイクルまですべて社内で行う。これにより独自の地位を築くことが出来た。
4.NPE2024関連
4-1 準備状況
6年ぶりに開催されるNPE‘24は全小間完売し、各社準備を始めている。今回のテーマは「エコシステムをまとめイノベーションを起こす」だ。各人の行動指針が得られることを期待したい。
4-2 リサイクル体制
NPE2024では数百トンのスクラップ排出が予想されている。これを全量リサクルすべく、Commercial Plastics Recycling Incが準備を進めている。前回は総排出量の89%にあたる535トンをリサイクルした。リサイクル率を上げるには排出プラスチックの種類と量を事前に詳細掌握しこれにそった準備をすることだ。スクラップをそのまま工場に運ぶのではなく、粉砕機メーカーの協力を得て、会場で粉砕し、輸送効率を上げることも検討している。
5.あとがき
久しぶりのIPFが無事終了した。皆さんはどんな成果があったでしょうか。会場では「ビジネスの場ではなく、業界の姿勢を示す場だ」との声も聴いた。それだけではさみしいし長続きしない。アメリカでは来年に向けNPEの準備が進んでいる。すでに全コマが埋まったという。リサイクルのショールームとしての機能も期待されており、その準備も進んでいると報じられている。こちらの成果も期待している。
SPEの熱成形コンテストの結果(表1)が報じられている。アメリカ人は種のイベントが好きだ。手掛けてきたことを語り合い、ほめ合うことが革新に向けての活力になってるように思える。
表1 熱成形コンテスト授賞製品