無停止成形のポイント
脇山高志
株式会社プラモール精工 代表取締役
1.はじめに
プラスチックの射出成形加工が日本で本格的に開始されてから50年以上経過している。
しかし、いまだに代表的な品質不良であるショートショット(ショート)、ガス焼け、反り、変形等は繰り返し発生している。そのたびに作業者が機械を止めて成形条件を調整している。成形開始から度々チョコ停が起き、生産終了まで良品を出し続けることができない。
原因が明確に解れば対処法が見つけられる。解ったことは金型(特にベント部)を掃除すると、当初の成形条件でも同じ品質のものが生産できる。
生産を続けていく中で最初に起きる問題は、ガスベントが詰まり排気ができなくなることである。内圧が上昇して樹脂がスムーズに充填できなくなることで、様々な不具合が発生する。
しかし、金型を掃除することでエアベントが機能すると品質が安定する。内圧が急激に上昇しないで低圧成形(*)を維持できる量のベントが設けられていれば、必要とする良品を取り続けることが可能になる。
*本報で用いる「低圧成形」とは、射出成形において金型キャビティ内の圧力を低圧に保ちながら行う成形のことである。射出圧縮成形や射出プレス成形とは異なる。
2.なぜ無停止成形が必要か
プラスチック射出成形において原価を下げて利益を上げる手段としては、機械を停止させること無く、生産終了まで良品を作り続けることにつきる。チョコ停が発生する原因を突き止めることができれば改善できる。表1、図1に無停止成形ができた場合のメリットを示した。これらの効果により原価を大幅に低減することが可能になる。
表1 無停止成形ができた場合のメリット
| チョコ停を無くすことで生産性がアップする | 稼働率アップ |
| 成形条件を生産数量まで固定できるので品質が安定する | 不良率の削減 |
| 途中での条件調整を無くすことで一人で多くの台数を管理できる | 労務費の削減 |
| 生産計画通りのの生産が可能になる | 納期遵守率の向上が図れる |
| 電力消費が減る | 電力費の削減 |

図1 無停止成形のメリット
3.無停止成形を阻む要因
無停止成形を阻害する要因としてはチョコ停が挙げられる。図2にチョコ停によるデメリットと悪循環の様子を示した。チョコ停が発生すると成形条件を変更しないと良品ができなくなる。その原因の多くは図3に示すようにベント詰まりによると考えられる。
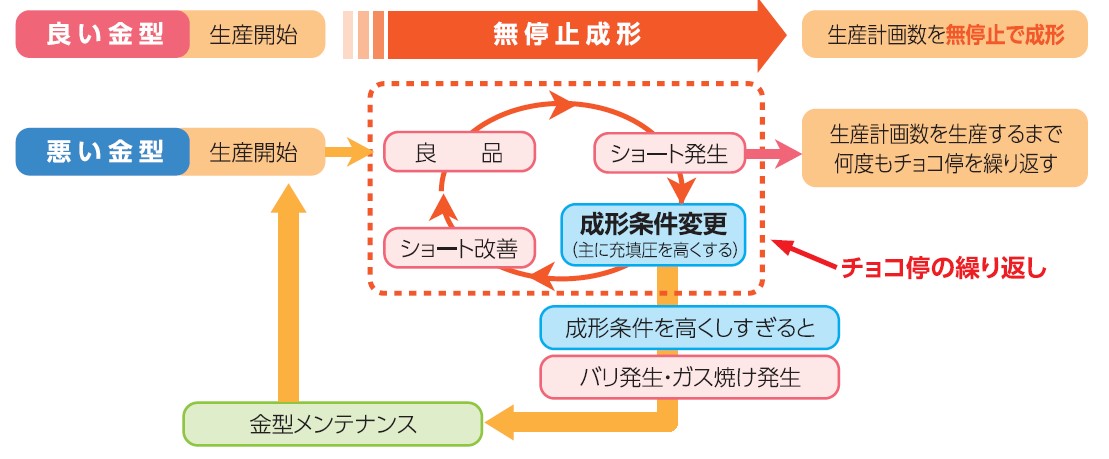
図2 チョコ停発生と悪循環の様子

図3 ベント詰まりによるチョコ停
何故チョコ停が発生するかを探ると、表2に示すように、成形途中で次の問題が発生するからであることがわかる。
表2 無停止成形を阻害する要因・原因・対策
| 阻害要因 | 発生原因 | 主な対策 |
| ショート | ベントが途中で詰まることで廃棄不能となり発生する | 必要なだけのベントを設ける |
| バリ | 隙間が元々大きいか、充填圧に負けて開かれた隙間に樹脂が入り込み発生する | |
| ウェルド | 流動性が低い場合やガスの影響等で発生する (樹脂温度を高くする方法もあるが、流動性が増してバリが出やすくなる) |
|
| ガス焼け | ショートの改善の為に充填圧を何度も上げていくことで発生する | |
| 反り・変形 | 成形開始時に良好だったのであれば、内圧上昇により充填圧を繰り返し上げていくことで発生する |
表2に示すように、上記の阻害要因の根源は全てベント不足が原因で発生している。したがって、生産数に応じたベント追加が問題解決につながる。
ベントは成形開始後に最も変化する箇所である。ベントが設けられていても成形を続けていくにしたがってガスやヤニでベントが詰まっては、ベントが無い金型と同じことになる。例えば、本来適正なバント深さが0.03mmとした場合、ベントが詰まってくると0.02㎜、0.01㎜の機能しか果たさなくなってくる。
チョコ停の発端の多くはエアベントにガスが詰まり、排気が困難になり、金型内の空気が抵抗となり、溶融樹脂の充填を妨げてショートが発生する。
4.無停止成形における低圧成形の有効性
無停止成形を実現させるには低圧成形を実現させることが重要である。チョコ停の問題の多くはエアベントの詰まりから金型内の空気やガスが排出されないために、金型内圧力が上昇して発生する。
金型を掃除して再度元の成形条件で加工を始めると、当初と同じ良品が取れるので、金型内圧力が成形開始時のままで維持できれば、いつまでも良品を取り続けることが可能と考えられる。
成形開始当初から金型内圧力を高圧にして成形しないと充填できない金型であれば、短時間でベント詰まりが発生し、成形が続けられなくなる。当初から低圧成形ができる金型であれば、金型内圧力の上昇を遅らせることで長時間生産を続けることができる。
ベントが正しく機能するように改善できればチョコ停が無くなり、無停止成形の可能性が見えてくる。
5.ベントを分けて考えることの重要性(ガスベントとエアベント)
ベントには大別してガスベントとエアベントがある。
ガスベント
主にスプルーランナー部においてガスを排出する隙間である。
製品部に入る前にガスを取り除くことで、ショートショットの要因となるエアベントの詰まりを防ぐことが可能になる。さらに、ガスを取り除くことで、樹脂の流動性が増し、低圧でも充填が可能になる。
エアベント
主に製品部を形成する金型内のエアーを排出する隙間である。
製品部に樹脂が充填されたときに、金型内のエアーが圧縮されること無く、金型外に排出されることで、長時間品質が安定する。
6. 金型設計時におけるベント設計のポイント
低圧成形金型とは、ベントの量だけで決まるわけではない。表面のベント部の断面積が同じであっても、裏側の逃げ形状によっては10倍以上の廃棄効果を出すことも可能である。
ベントを設ける位置については、最終充填位箇所(1箇所とは限らない)に近い箇所に集中的に配置することで効果が倍化する。最終充填箇所にベントを入れるスペースが十分に無いときは、最終充填箇所に届く前で廃棄できるよう適切な場所を選んでベントを設けると良い。
新規に金型を製作するときには、流動解析ができるのであれば最終流充填箇所が明確になるため、ベント位置の設計が容易になる。
これらの要素を当初の設計辞典で盛り込んでおくことで生産性に優れた金型ができあがる。
無停止成形に効果的なベントの設置方法
設置個所順位
- ゲート手前:スプルー直下・ランナーエンドに設置し廃棄させることで製品部のベントの効果を長く保つ
- 最終充填部:最終充填箇所周辺に設置することで金型内圧力の上昇を防ぐ
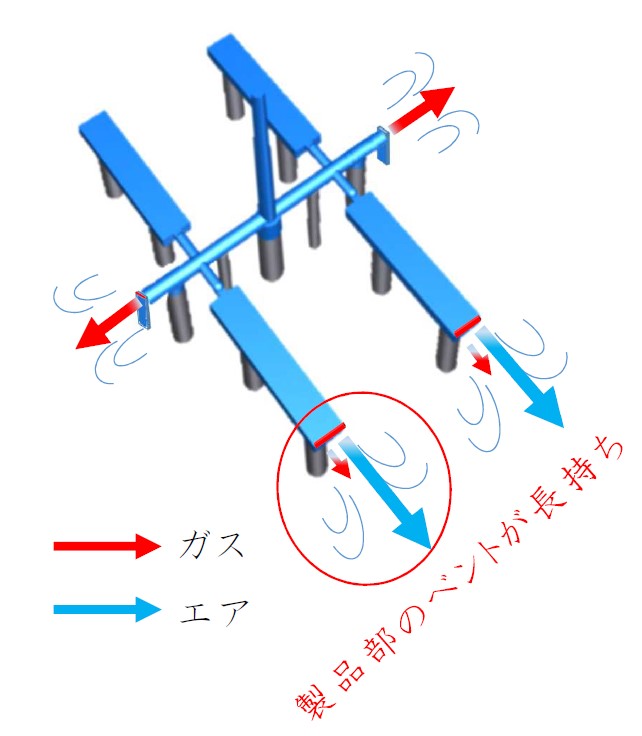
図4 ベントの優先設置個所
赤矢印:ゲート手前 青矢印:最終充填箇所
金型内圧力の上昇を防ぐこと
樹脂から発生するガスをゲート手前のガスベントで排気することで、製品部のベント詰まりを抑えることが可能になる。最終充填箇所周辺にエアベントを多く設置することで、金型内圧力の上昇を防ぎ、ショートショット発生等によるチョコ停を防止できる。
ベント幅は広ければ広いほど効果が高い。しかしながら、許容されるバリ高さが限度を超えないことも重要である。そのためには、充填圧力、樹脂温度、金型温度も絡んでくる。それらを調整してできる限り低圧で成形ができるようにすることが望まれる。
ベントの効果を高める重要ポイント
樹脂の流動途中は効果が薄い
簡単に樹脂が通過していくところに設けたベントの効果は小さい
最終充填箇所に近い箇所に設置すると効果的
ガス逃げは大きく、最短距離で金型外へ排気させる
ガスが廃棄されるときに裏逃げが小さい場合、外部に廃棄される距離が長い場合、複雑に曲がっている場合には排気能力が低下する
直線で最短距離で外部に排気することでベント詰まりを長時間防ぐことが可能
裏逃げが小さいとヤニが詰まりやすい
裏逃げが小さすぎると簡単にガスがベント部の壁面に次々とはりつき、短時間でヤニでベントが塞がる
裏逃げは可能な限り大きな逃げとして排気能力を大きくする
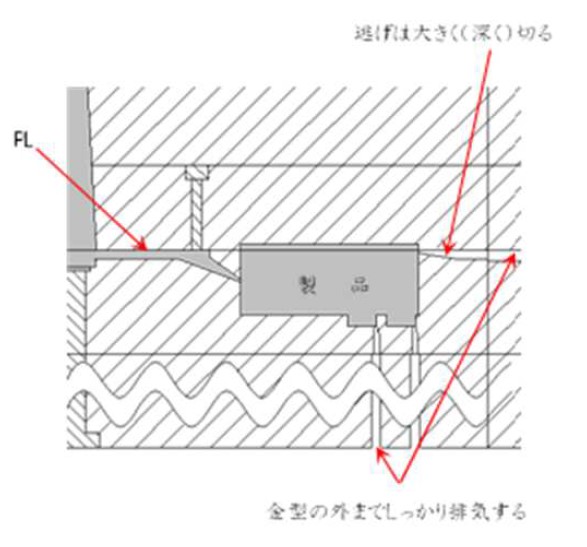
図5 ガス逃げの設計の考え方
ストレート(ランド)の長さは短くする
ストレート(ランド)の長さは短くする
ベント先端部のストレート(ランド)の長さは短いほど排気効果は高まる
製品の大きさや形状により、金型の強度も考慮しながら可能すること

図6 一般的なベントと排気性能が高いベントの比較
7.成形条件を先に決めることの重要性
成形条件は、生産性に優れる金型を参考にして事前に決めておくとよい。金型製作時の1回目の試作時から成形条件が固定されていれば、寸法NGの修正箇所は修正値通りにでき上がり、修正していない箇所の寸法は変化しないため、試作回数が削減できる。
試作の都度成形条件を変更すると、当初寸法OKだった箇所も寸法NGになる可能性があり、金型修正を繰り返すことになる。
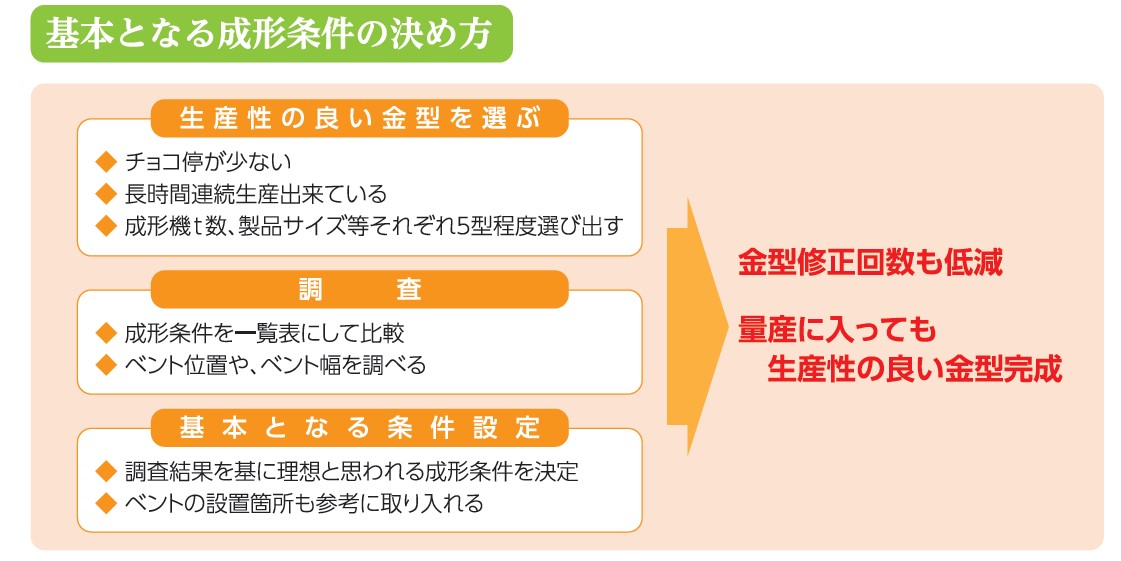
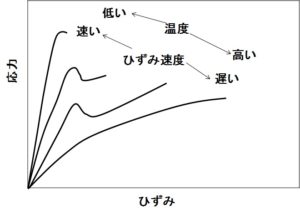
図7 基本となる成形条件の決定方法
8.適切なベント設置で解決可能な不良の例
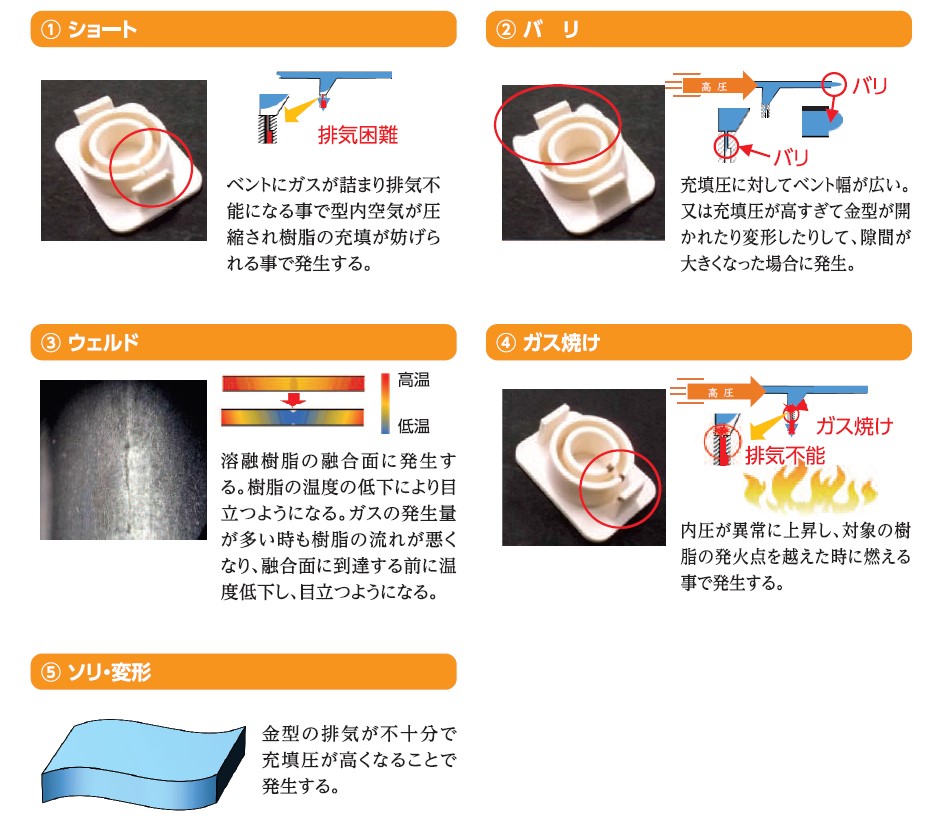
図8 適切なベント設置で改善可能な成形不良
9.プラモール精工のガストースの効果(動画)