世界最大級のゴム・プラスチック見本市(K2022)の現地取材レポート
秋元英郎
秋元技術士事務所
(兼 プラスチックス・ジャパン株式会社)
1.はじめに
世界最大級のゴム・プラスチック見本市(K2022)の現地取材レポート




「K」は3年に一度ドイツのデュッセルドルフ・メッセ会場で開催される世界最大級の国際ゴム・プラスチック見本市である。「K」はゴムを表すKautschukとプラスチックを表すKunststoffの頭文字が由来である。K2022は2022年10月19日(水)から10月26日(水)までの8日間開催された。展示としてゴムは少なく、圧倒的にプラスチック関連が占めている。
前回のK2019に比べると、出展社数は約3,300から3,037、来訪者数は約225,000人から約176,000人へ減少しているものの、幸いにもコロナ禍の影響は最小限で済んだと言える。(中国からの参加者がほとんど居なかったことによるもので、中国以外はむしろ増えている可能性がある。)
K2022の会場であるデュッセルドルフ・メッセ会場は幕張メッセの約3倍の広さがあり、成形機、周辺機器、金型、二次加工装置、材料、加工品のプラスチック関連産業が集まっており、最新の技術やコンセプトを世に問う場となっている。
会場の構成はホール1~ホール17(ホール2は欠番)に分かれており、屋内・屋外の通路でつながっている。また、屋内には循環バスが運行されている。ホール1は金型・金型部品が中心のパビリオン、ホール3~4は真空成形機や二次加工装置が中心のパビリオン、ホール5~8は材料および加工品が中心のパビリオン、ホール9~12は粉砕機等のリサイクル設備・周辺機器・試験機器が中心のパビリオン、ホール13~15は射出成形機・ブロー成形機が中心のパビリオン、ホール16~17は押出成形機・押出機が中心のパビリオンである。また、中庭(ホール10とホール16の間)にはドイツプラスチック工業会(VDMA)の「Circular Economy」パビリオンが設けられていた。
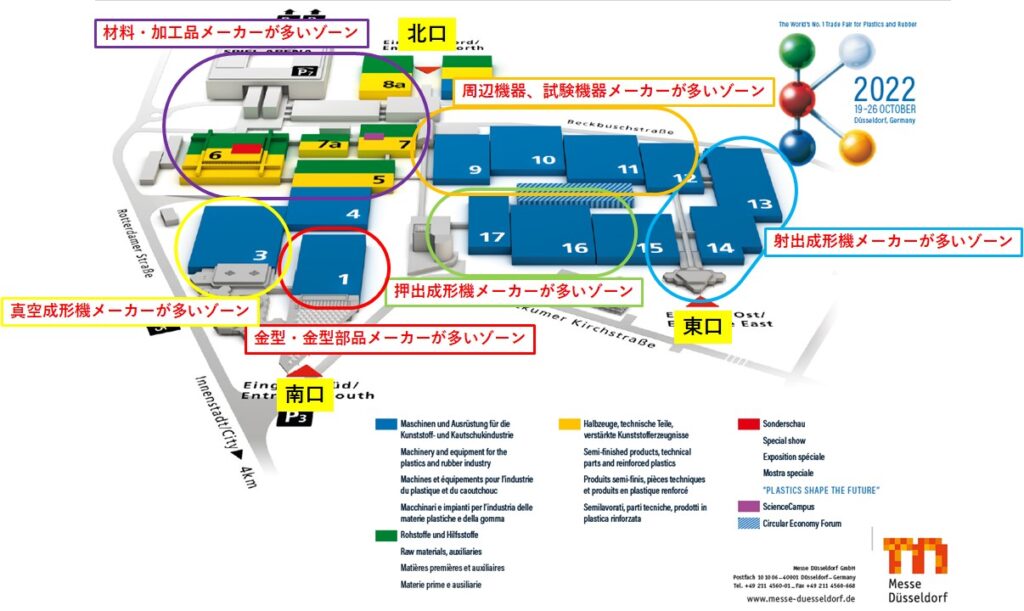
図1 会場見取り図
筆者は2004年から毎回参加するとともに、2013年からは参加者を連れてのブース見学ツアーの案内も行ってきた。本報では筆者が現地に8日間滞在して取材した内容から抜粋して報告する。
2.K2022のテーマ(Hot Topics of K2022)
今回のKでは前回の「Circular Economy」、「Digitisation」に加え「Climate Protection」を含めた3つのテーマが示された。それぞれは相互に関係しており、プラスチックのマイナス面を最小化してプラス面を最大限引き出す方向性を示している。
「Circular Economy」では、リサイクル技術、リサイクル装置、リサイクル材の活用が含まれるが、リサイクルの履歴管理(「Digitisation」にも含まれる)やマスバランスの認証に関する展示が多く見られた。特に力を入れているテーマであり、VDMAが独自のパビリオン(Circlar Economy Forum)には14の企業および組織が参加していた。
「Digitisation」では、人工知能を使った最適化や、ビジネスにおけるデジタルソリューション(リサイクル材の履歴管理等)が多く見られた。
「Climate Protection」では、エネルギーの削減と二酸化炭素排出削減のための考え方が示された。
3.成形機メーカー・周辺機器/周辺技術の展示
3.1 使用済みプラスチックからの直接成形
使用済みプラスチックは粉砕・造粒され、成形に用いられるのが通常の流れであるが、粉砕品の混合物を直接成形する技術が紹介されていた。成形機の構造を工夫して混錬性を高めている。
ENGELはCircular Economy Forum のパビリオンにおいてタンデム型射出成形機「DUO」を用いて使用済みプラスチックの粉砕混合物(主にポリエチレン)から台車を成形していた(図2)。また、リサイクルHDPEを用いた大型成形品を展示していた(図3)。

図2.ENGELブースにおける使用済みプラスチック粉砕品から直接成形実演
左上:原料タンク中の使用済みプラスチック粉砕品
左下:成形品(台車)
右:成形に用いられたタンデム射出成形機

図3 リサイクルHDPEを用いた大型成形品
Krauss Maffeiは同社の「DCIM(直接コンパウンディング射出成形)」技術を用いてポリエチレン製コンテナの粉砕品、ポリエチレン製ボトルの粉砕品、PP不織布マスクの粉砕品と各種添加剤を溶融混錬してコンテナの成形を実演していた(図4,5)。図中の成形機において、斜めのシリンダーは混錬用シリンダーであり、スクリューは間欠的に回転し、溶融混錬されたコンパウンドは水平方向のプランジャーで射出される。
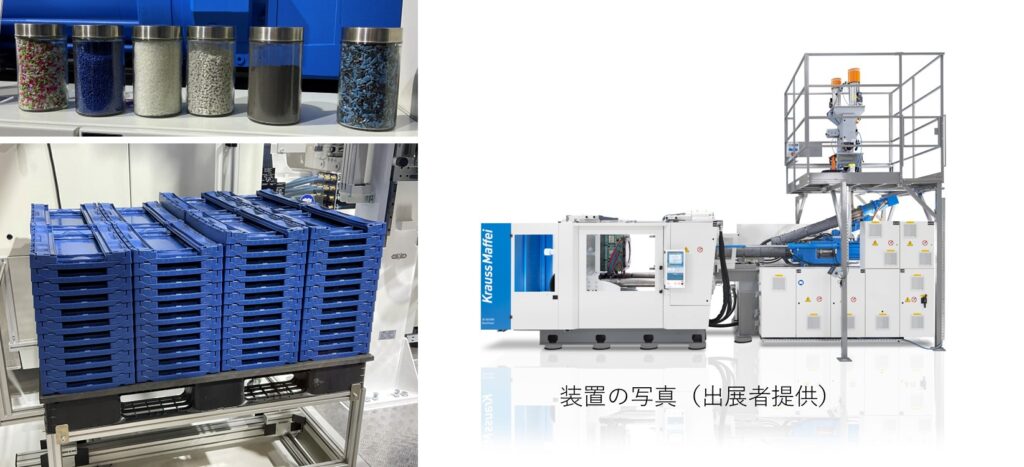
図4 Krauss Maffeiが実演していたインラインコンパウンディング成形機を用いた使用済みプラスチック粉砕品の直接成形
左上:原料となる使用済みプラスチックと各種添加剤
左下:成形されたコンテナ
右:インラインコンパウンディング成形機(出展者提供)
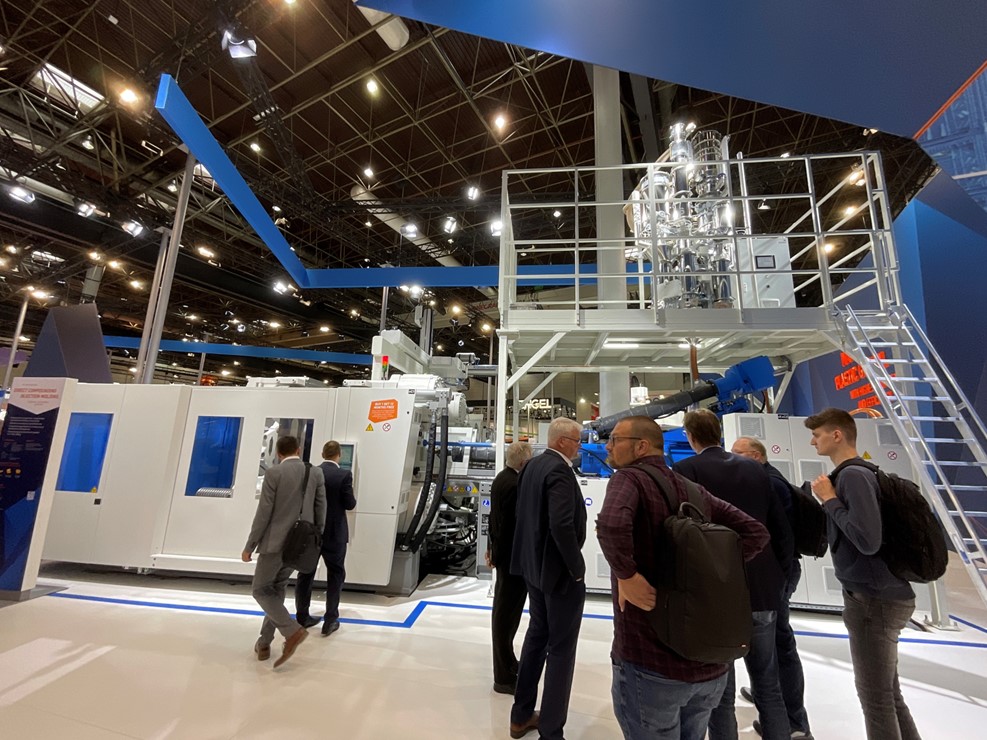
図5 DCIM装置外観
Reifenhäuserは脱気設備付き二軸押出機から直接インフレーション成形によってフィルムを成形する技術により使用済みプラスチックの粉砕物からの直接成形が可能なことを示していた。図6に主催者提供の写真とリサイクルの仕組みの図を示す。

図6 粉砕品からの直接フィルム成形
左:粉砕品の写真
中央:リサイクルの流れ
右:インフレーション成形のようす
3.2 AM(3Dプリンター)
熱可塑性樹脂を積層して造形する3Dプリンターの新しい流れとして、射出成形に用いる樹脂ペレットをその場で溶融して三次元形状に造形するタイプの装置が広がってきている。K2016から展示実演しているARBURGは3Dプリンター「Freeformer」の事業拡大のために子会社を設立するとともに、従来と同じ設置面積で造形サイズを2倍でできる新型モデルを投入した。この装置ではサポート材を含み3種の材料を用いて造形が可能である(図7)。

図7 Freeformerの実演
左:前面パネルを開けた状態(射出ユニットが3本)
右:造形品の例(主催者提供の写真)
Krauss Maffeiは1材料ではあるが大型の造形が可能な3Dプリンターを展示実演した(図8)。

図8 Krauss Maffeiの3Dプリンターによる造形の様子(左)と装置外観(右)
(なお、3Dプリンターという表現は読者にわかりやすくするための記述であり、実際にはAMと表記されている。)
3.3 加飾成形
加飾とは表面を飾る意味であるが、この項では表面(あるいは裏面)に機能性の層を設けることも含む。射出成形機によるインモールドラベル成形は多くのブースで実演されていたが、真空成形でのインモールドラベル成形も可能であり、iLLiGのブースには製品サンプルが展示されていた(図9)。真空成形は射出成形に比べて熱量、圧力ともに不利ではあるが、これを実現しているのは驚きである。
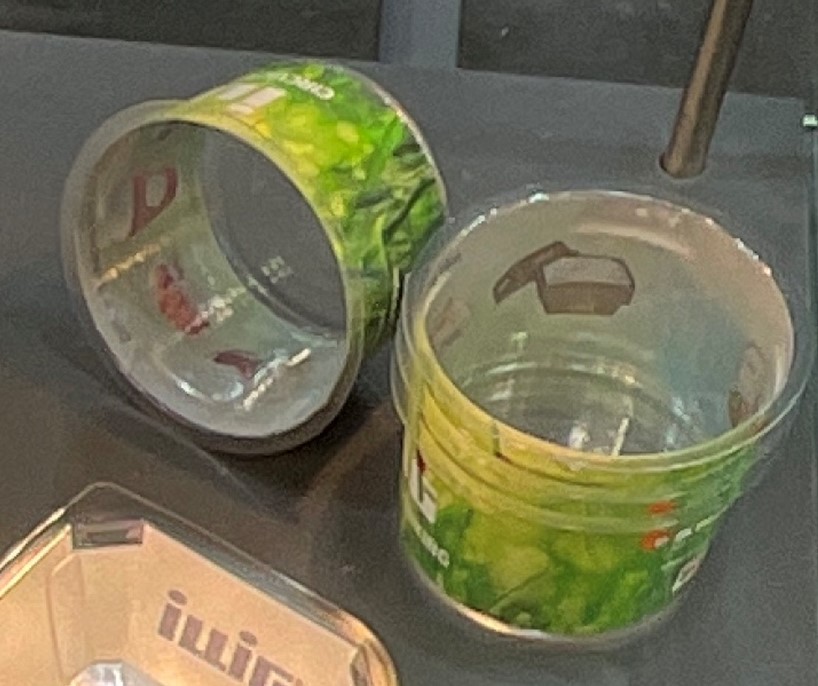
図9 真空成形とインモールドラベルの組み合わせによる成形品
金型内転写(IMD)に関しては、多くのブースでKURZの転写箔を用いた成形実演が行われ、新しい用途提案の一環として示されていた。Wittmann Technologyのブースでは、Battenfeltの成形機を用いて透明PCの表面に転写するとともに裏面に回路が印刷されたPETフィルムをインサートした両面同時加飾成形が行われていた(図10)。

図10 金型内転写とフィルムインサート成形を同時に行った成形品(左)とインサート用PETシート(右)
Sumitomo Demagは透明PC上に光透過性の着色層と非透過性の黒色の層の2層を転写させ、後工程においてレーザー光で黒インク層を除去する実演を行っていた。黒インクを除去した部分のみ光が透過する(図11)。

図11 IMDにより黒/白の2層インクの転写成形(左)、ゲートカット後の成形品をPCを上にした状態(中央)、黒インクを除去して青インクが露出している状態(右)
加飾層ではなく、製品の表面テクスチャーで質感を表現する「テクスチャー加飾」も見られた。ENGELブースではリサイクルABSを成形する際に、RocToolのヒート&クール成形技術を用いて高度な鏡面に部分的に微細な凹凸をつけることで質感を圧倒的に高めていた(図12)。
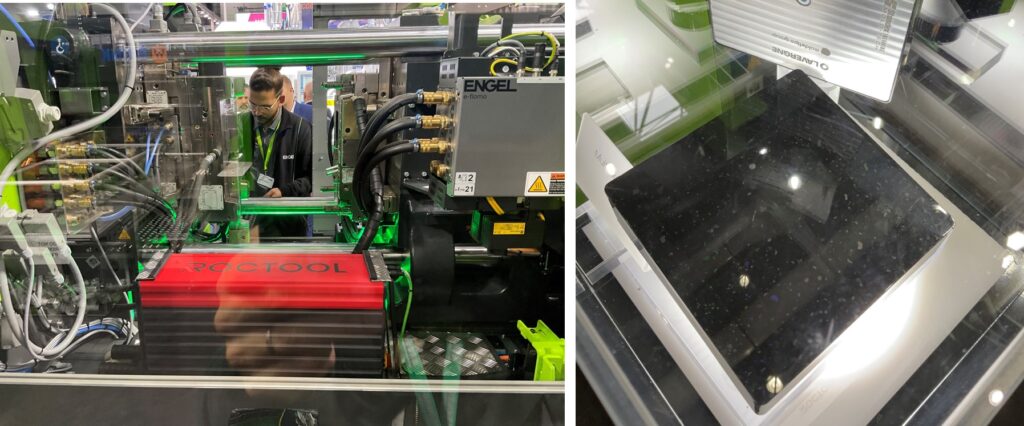
図12 RocToolのヒート&クール技術を利用したリサイクルABSのテクスチャー加飾
左:誘導加熱の電源と金型。右:成形品(微細な凹凸で模様を表現)
ENGELは別な成形実演では超臨界流体を用いた射出発泡成形と断熱金型技術を組み合わせて微細なシボの転写を実演していた。発泡とテクスチャー加飾を組み合わせたドアトリムに試作品も展示していた(図13)。

図13 ENGELブースに展示されていた発泡とテクスチャー加飾の組み合わせ技術によるドアトリム試作品
左:表面、右:裏面
松井製作所もヒート&クール成形技術を用いて微細なシボ転写の実演を行っていた。
3.4 発泡成形
TREXELブースでは、PPのインモールドラベル成形と発泡成形を組み合わせ、金型から取り出した後の後発泡によって剛性と断熱性を持たせたリユース可能なカップを成形実演していた(図14)。このカップはMuCell®をベースとしたBockatech社のEcoCore®技術で成形されており、厚みがあるしっかりしたカップで再使用可能である。断面写真を図15に示す。

図14 インモールドラベルと厚肉発泡の組み合わせ
左:成形のようす、右:成形品
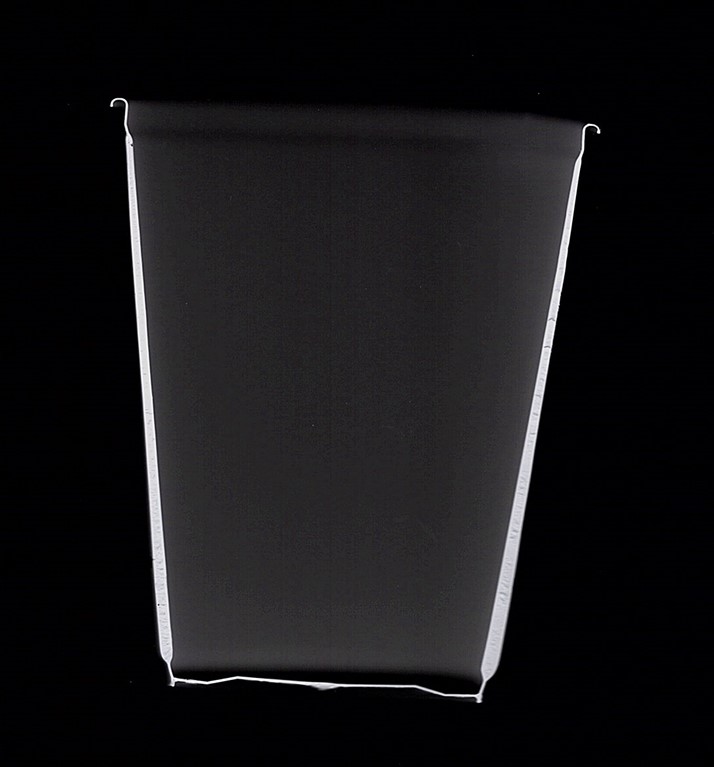
図15 カップの断面
また、高発泡倍率(約5倍)のミッドソール(TPUとEVA)のサンプルも展示されていた(図16)。高倍率であっても気泡が粗大になっていないところが驚きである(図17)。
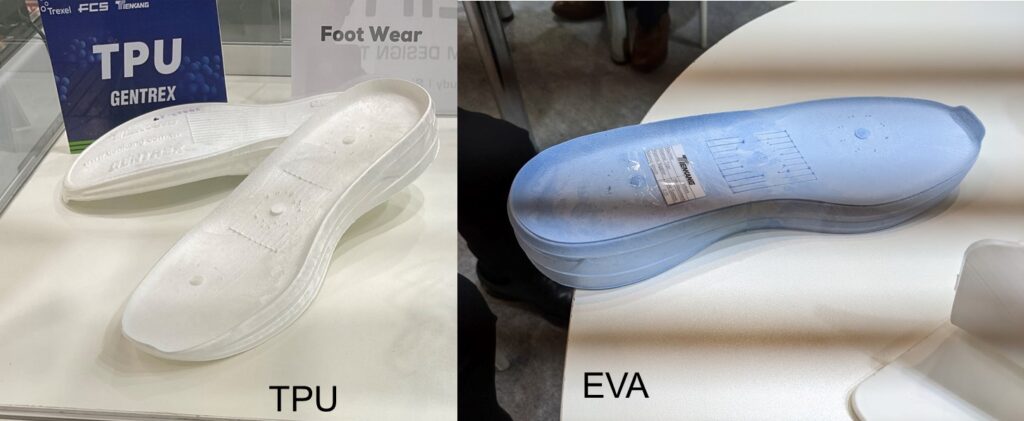
図16 微細射出発泡成形で成形されたミッドソール
左:TPU、右:EVA
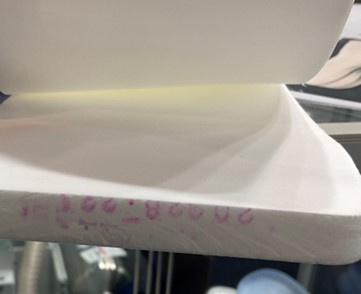
図17 TPUの発泡成形品のカットサンプル
Zotefoamsは非発泡のポリエチレンと発泡ポリエチレンを交互に多層積層した押出シートを展示していた(図17)。牛乳パックなどに使われている液体紙容器はリサイクルの際に大量の水とエネルギーを使い、大量の排水とリサイクル不可能なプラスチックごみが発生するため環境に良くない。一方でこのポリエチレン製のシートに代替すればモノマテリアルであり、リサイクル性に優れるため環境にやさしい。

図18 液体紙容器よりも環境にやさしいモノマテリアルシート
3.5 多材成形
ARBURGのブースではFOBOHAのCUBE技術の発展形である回転盤を組み込んだキューブ金型(CITI)を用いた3材料からなる成形(二色成形+金型内組立)を実演していた(図19)。PP(緑)上にTPE(青)を成形するとともに、別のキャビティで成形したPOM(黒)を金型内でアッセンブリーするものである。成形の概要を図20に示す。CUBU用成形機にPOMを射出するユニットを追加した構成になっている。

図19 CITI技術を用い、金型内組み立てを含む3材成形

図20 ARBURGが成形実演していた三種類の材料による成形
左:成形に用いられた金型のイメージ図、右:成形品の写真(出展者提供)
4.材料・添加剤メーカーの展示
4.1 リサイクル材
使用済みプラスチックもきちんと分別できれば良質な資源になる。従来材料メーカーが直接メカニカルリサイクルして、リサイクル材を販売するのは稀であったが、最近は素性が明らかなリサイクル品をブレンドした材料を自社製品としてラインナップするようになってきた。例えばBorealisはリサイクルPEを50%含む銘柄を市場に投入している。
4.2 モノマテリアル
BASFはシトロエンのコンセプトカー「アーレイ」(図21)の座席部分を展示していたが、座席と床のクッション部分はすべてTPUである。床面はTPUのビーズ発泡、座面はTPU繊維の織物とTPU発泡体、背もたれとヘッドレストはTPU粉末からなる3Dプリンティング品である(図22)。

図21 シトロエンのコンセプトカー(BASF提供資料より)

図22 モノマテリアルの例
左:シートと床材、中央:床材のカット見本、右:ヘッドレスト部分に相当する3Dプリンティング品
Borealisはオールポリエチレンのパウチを展示しており、三菱ケミカルはEVOH層の比率を5%以下に抑えた実質的にオールポリエチレンであるパウチを展示していた(図23)。

図23 オールポリエチレンのパウチ
左:Borealisの展示品、右:三菱ケミカルの展示品
4.3 ケミカルリサイクル/マスバランス
分別が困難な多層包材や自動車のタイヤはリサイクルが困難であったが、分解して油化することで、石化原料に混合して使用することが可能である。図24にはBASFブースで展示されていた使用済みプラスチック、廃タイヤ、発泡ウレタンと得られた油を示す。

図24 分解油化による化学原料化(それぞれの棚にあるフラスコ内の液体が化学原料になる)
左:使用済みプラスチック、中央:廃タイヤ、右:発泡ウレタン
ケミカルリサイクルによって回収された油やバイオマス由来の油やガスを石油化学プラントに投入して、化石由来の原料(ナフサや天然ガス)と併用することで化石由来原料の使用を減らし、二酸化炭素の排出を削減することができる。それぞれの原料を構成している炭素には色がついているわけではないので区別はできないが、計算上特定の製品に割り振る(マスバランス)ことが可能である。図25はBorealisブースに掲示してあった再生可能な原料を用いたプラスチック生産の流れである。原料には、直接的炭素捕捉、再生可能な原料(例えばバイオマス)、使用済みプラスチックの分解物が挙げられている。
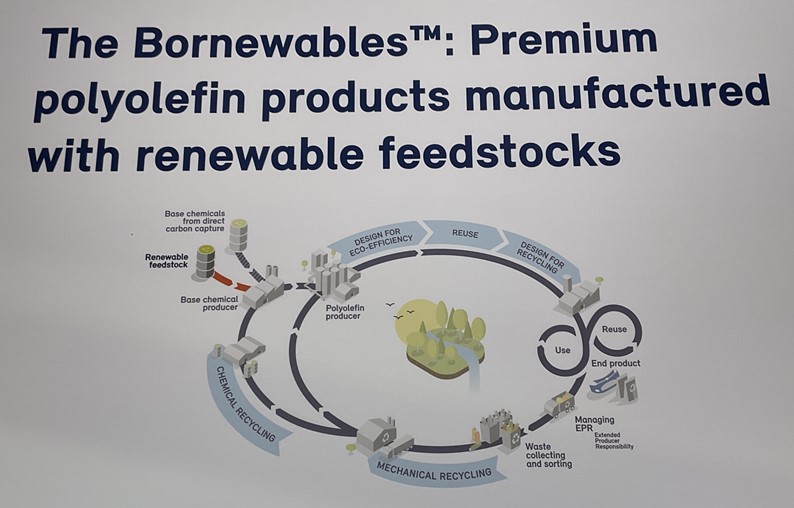
図25 再生可能な原料を用いる「石油化学」
このような手法でバイオマス由来およびリサイクル材由来の原料からなるプラスチックとして認証(ISCC PLUS)を受けることが可能である。このプロセスで100%リサイクルプラスチック由来と認定された材料は、特性的に化石由来原料から製造された従来品と何ら変わるところが無いため、品質・特性の評価が不要になる。課題は、使用済みプラスチック由来と認定された材料をプレミアム価格で購入して、循環を支援する企業が増えるかどうかであろう。
図26にはBorealisブースに展示されていたフィリップス社の家電製品(ISCC PLUSの認証を受けたPP製)である。

図26 ISCC PLUS認証を受けたPPを原料にして製造された家電製品
4.4 新エネルギー時代の新材料
再生可能エネルギー(太陽光発電、風力発電等)や電気自動車の普及によってプラスチックに求められるものが変化してきている。図27にLANXESSブース展示品を紹介する。電気自動車では高電圧に晒される樹脂部品が多くなり、難燃性に対する要求も高くなる。図27左は難燃性が有って変色しにくい「オレンジポリマー」である。図27右はバッテリーカバーであり、非強化PA6のプレス成形と同時にガラス長繊維強化PA6オルガノシート「TEPEX」をインサートにより接合したものである。より高い強度が求められる部分にオルガノシートを用いて部品強度を高めている。
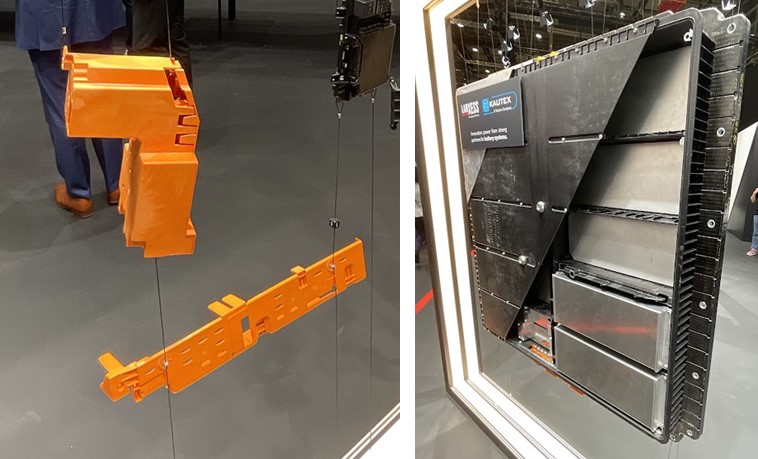
図27 電気自動車向けアプリケーションの例
左:難燃性材料「オレンジポリマー」、右:バッテリーケース(非強化PA6のプレス成形+TEPEXインサート)
5.連携
前述の使用済みプラスチックリサイクルにおいては、材料メーカー/加工メーカー/OEMが連携してリサイクル材料の履歴を管理する動きがある。例えばブロー成形機メーカーのKautexは材料メーカー、リサイクル専門業者と連携してリサイクル材料の履歴をクラウドに保管し、二次元バーコードでボトルに印字することで、材料の履歴をデジタルパスポートとして読みだすことができるようにする取り組み(R-Cycle)を行っている。
6.金型
Männerのブースでは、金属3Dプリンターで造形されたホットランナーのマニホールドが展示されていた(図28)。マニホールドの横に置かれているたこ足形状の物体は、マニホールドの内部形状に合わせて樹脂で3D造形されたものである。
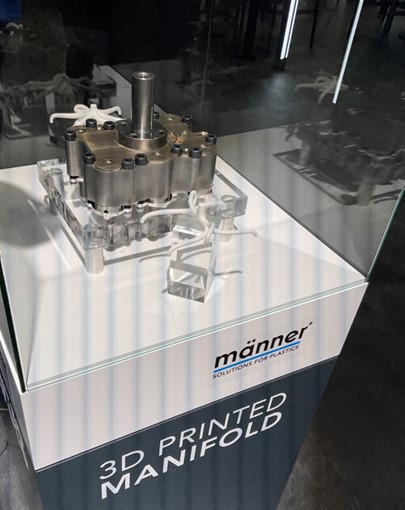
図28 金属3Dプリンターで造形したホットランナーのマニホールドとマニホールドの形状に合わせた樹脂造形品
ベルギーのBoucherieブースには対向二色成形用の金型(図29)が展示されていた。この金型は一見CUBE金型のようであるが、中間ブロックは回転せずに製品が一周する構造で、筆記具の軸などの成形に用いられている。

図29 Boucherieの対向二色成形用金型
7.おわりに
世界最大級のゴム・プラスチック見本市が3年前と同じように開催されたことに感謝したい。2023年にはIPF2023が開催される。日本も情報の発信源になっていかなければ埋もれてしまうという危機感を持っている。