山下電気株式会社
吉野隆治
東京都品川区南品川3-7-19
ヒート&クール技術は、20年以上前からウエルドラインを消滅させるウエルドレス技術として様々な工法が開発されてきた。しかし、温度が上がらない、成形サイクルが長い、温度ムラが大きい、板状のものしかできないなどの理由で実用化に至らない時代が長く続き、ウエルドレスと呼ばれる技術は不完全の認識が成形技術者に定着していった。弊社は、射出成形加工を生業としているため、1990年頃から様々なシステムをトライし検討してきたが、前記の通り量産技術として採用するには至らず顧客の要望に応えることができずにいた。
そこで自ら開発する道を選んだわけであるが、開発に際しては特に特殊な方法ではなく、シンプルなヒータで開発を進め、2005年に特許出願、2007年から社内工場にて成形品の量産を開始、更に2011年からは特許ライセンスと設備の販売を開始した。
ヒート&クール成形は、成形サイクルを延ばさないようにするため、金型表面と熱源との距離をできるだけ短くして熱を早く伝える必要がある。しかし、これを通常のカートリッジヒータで行うと樹脂圧により金型表面がたわむため、成形品の外観不良と金型寿命の問題を引き起こす。
そこで下記の仕組みを考案した(図1)。
図1 Y-HeaT金型の断面イメージ
①ヒータは、樹脂圧の影響を受けにくくするために小径のシースヒータにする。
②ヒータの組み込みは、ヒータ部の入る部分に溝を設けることにより入れ子全体の強度を維持する。
③ヒータの固定は、溝に対応したリブ付きの蓋を作り、これをはめ合わせて隙間のできないようする。
④冷却は、リブ付きの蓋に冷却水管を設け、ヒータで加熱した後必要に応じて水を流す。
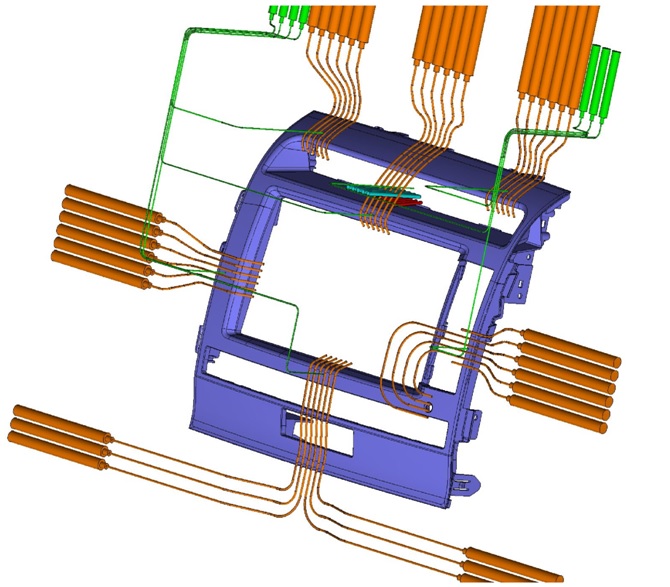
また、小径のヒータは、手で曲げられるため入れ子内で横方向や深さ方向にもヒータを曲げながら配置できるため、立体的な成形品形状でも自由度の高い設計が可能になっている(写真1)。
写真1 キャビティブロック裏側
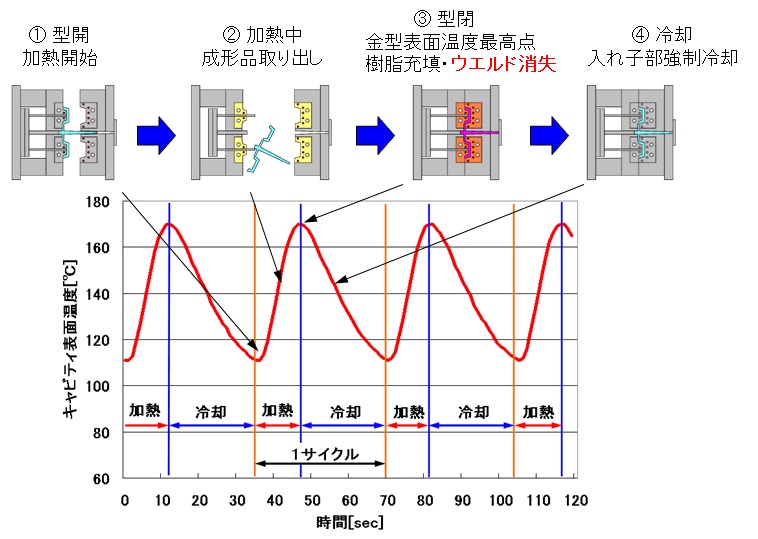
金型表面温度の制御は、以下の順に行う。
①型開きと同時にヒータに通電され温度制御を開始する。
②前ショットの成形品を取り出し中も同時並行して加熱を行う。
③型締時にウエルドラインが消滅できる温度まで昇温させて樹脂を射出する。
④保圧に入りウエルドラインが消滅した後、専用冷却回路に冷却水を流し、離型可能な温度まで降温させる。
昇温速度は、ケースバイケースであるが、毎秒5度程度で昇温できる(図2)。
図2 キャビティ表面温度変化(PC樹脂使用の代表例)
Y-HeaTのヒータコントローラは、ユーザーからの意見や要望に応じて、ハード、ソフト共に改善と進化を行っている。
特徴としては、下記の点があげられる。
①金型表面温度は、金型表面裏側に配置された熱電対温度センサーによる実測値とヒータコントローラの温度制御プログラムによって制御される。
②実成形時の繰り返し精度は、温度コントローラPID制御とサイリスタによる電圧電流制御により、高い再現性が実現される。
③電流制御は、ヒータの寿命向上に必要な制御を実験データからチューニングしている。
④操作性は、現場作業者にとって使いやすいシステムの観点から操作画面にタッチパネルを採用している。
⑤安全面は、成形中の金型表面温度を常にモニターできる監視画面、各種警報機能の搭載や感電、漏電防止対策などユーザーの意見を反映した仕様となっている。
⑥投資効率は、ヒータコントローラ本体底部に付けたキャスターで工場内の全ての成形機に移動可能な効率の良いシステムと言える。
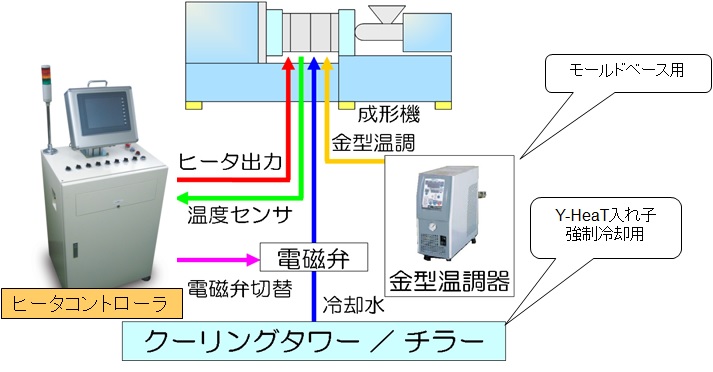
設備は、既存の成形工場にY-HeaTヒータコントローラを増設するシンプルな構成となっている。金型温調器は、モールドベースを含めた金型全体の基準温度を維持するために使用され、キャビティ表面温度は加熱にヒータ、冷却に前記温調器とは別の冷却水を用いてY-HeaTヒータコントローラが制御する。ヒータ部の冷却は、成形サイクルを考えるとチラーが望ましい(図3)。
図3 Y-HeaTシステム構成図
3-1.ウエルドレス成形品
ウエルドレス成形は、傷のように見えるウエルドラインを消滅させて外観品質の向上を目的とするヒート&クール技術の主目的である。Y-HeaTは、ヒータで加熱するため金型表面温度に250℃を要するPESの生産実績があるなど熱可塑性樹脂全てに適応可能である。また、加熱範囲は、金型表面全体だけでなく、ウエルド部分のみを選択した部分加熱が可能であるため、必要以上に金型コストを押し上げることが無い。その他、ウエルドラインが原因で引き起こすメッキや塗装などの不良損失削減にも効果を上げている(写真2、図4)。
写真2 ウエルドレス成形塗装生地品
図4 ヒータレイアウト図
最近は、塗装が施さなくても表面硬度等の品質をクリアできるPC系の樹脂が登場したため、ウエルドレス技術と組み合わせて高光沢なピアノブラック無塗装ウエルドレス成形品の採用実績が増えてきた。特に自動車内装部品のコストダウンアイテムとして注目を集めている(写真3、4)
写真3 ピアノブラック無塗装ウエルドレス成形品(左上)と最終製品(左下)
右の囲みは開口部の下流に出るウェルドラインの外観 ウェルドレス成形(上)と通常成形(下)
写真4 ピアノブラック無塗装ウエルドレス成形品(左)とピアノブラック無塗装通常成形品(右)
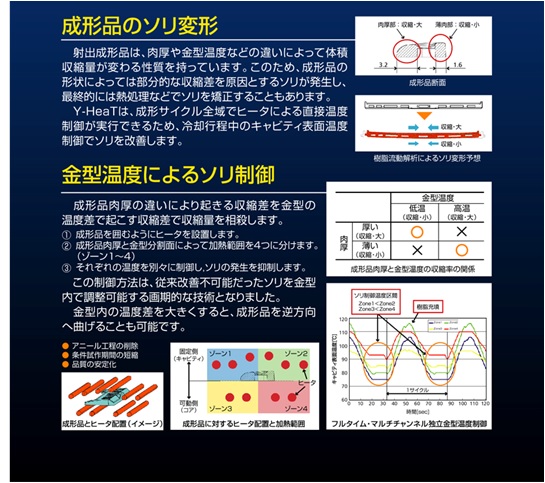
成形品のソリを直す場合、2台の温調器を使用して上型と下型に温度差をつけで改善させる手法が古くから知られている。しかし、温度差による熱膨張の差でカジリが発生し金型が破損するなどリスクが高いにもかかわらず改善効果は思ったより少ない。Y-HeaTは、金型表面を加熱冷却する仕組みであるため、金型全体の熱膨張とは無縁でありカジリのリスクが少ないだけでなく、保圧冷却中はチャンネルごとに設定したそれぞれの温度プログラムにより、樹脂の収縮量を調整してソリ量の制御も可能にした(図5)。
図5 金型内ソリ制御の説明パネル
繊維強化樹脂は、通常成形では成形品表面に繊維が露出し光沢の無い荒れた状態で外観品としては使えない。Y-HeaTは、繊維強化PCで金型表面温度を170~180℃まで高温化させ、成形品表面に繊維のない光沢感のある表面を作り上げる。更にガラス繊維の屈折率をPCと同じにした成形材料(旭ファイバーグラス製)を金型表面温度180℃で成形すると成形品の表面での光反射が起こらず、成形品内部も光が屈折することなく直線で透過するため、全くガラス繊維の見えないクリアな成形品が得られる(写真5)。
写真5 金型内ソリ制御の説明パネル
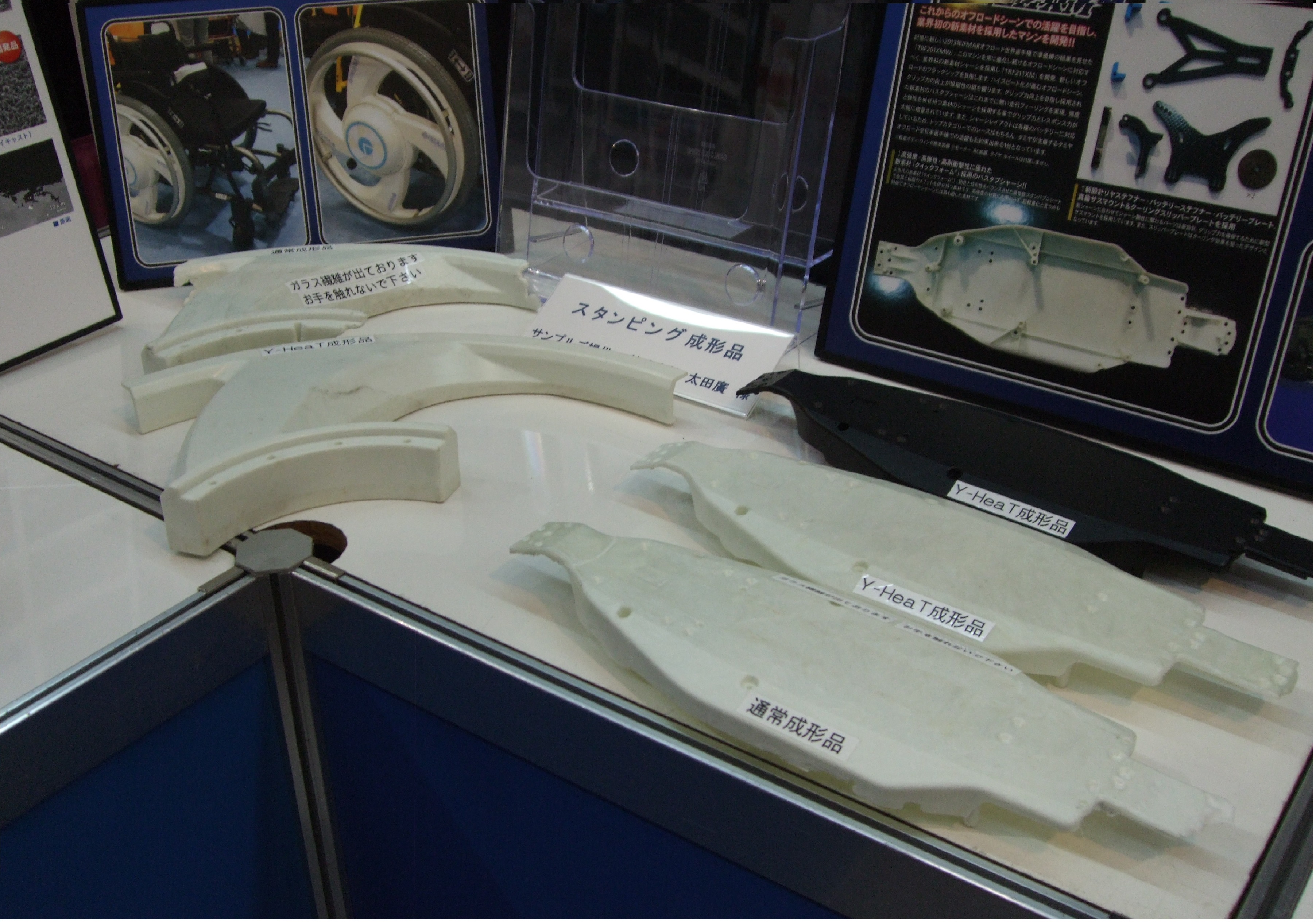
Y-HeaTは、ガラスやカーボンの長繊維入り樹脂によるスタンピング成形での採用例も増えてきた。通常のプレス成形では完全充填できない成形品でも金型表面温度を上げることで流動長を伸ばし、完全充填を可能にする。更に成形品強度の向上に寄与したとの報告もある(写真6、サンプル:(株)太田廣)。
写真6 スタンピング成形Y-HeaT成形品
超臨界発泡成形は、外観面にスワールマークと呼ばれる発泡の痕跡ができるため、とても外観品に使えるレベルでない。しかし、Y-HeaTで金型表面温度を高温化するとスワールマークが完全に消失し、高光沢の外観品質が得られることが分かった(写真7、サンプル:秋田県産業技術センター)。
写真7 超臨界発泡成形Y-HeaT成形サンプル
金属と樹脂の接合技術として、エッチングやレーザーで微細加工した金属をインサート成形することで、樹脂が微細加工部に流れ込み、そのアンカー効果で接合させる研究が盛んになってきた。これは、マルチマテリアルと呼ばれている。Y-HeaTは、金型内で金属インサートを加熱昇温させ、微細加工部への樹脂の流動性を向上させる役割を担っており、この結果、アンカー効果がより強固となり接合強度向上に効果があることが分かった(写真8:サンプル:メック(株))。この技術は、まだ試作段階であり今後の実用化に期待がかかる。
写真8 マルチマテリアルY-HeaT成形サンプル
Y-HeaTは、金型の設計や温度制御の自由度が高い仕組みで開発用の実験装置として優れているため、今後も様々な分野で新しい用途開発に使用されることを期待する。もちろん、主用途であるウエルドレス成形も更なる普及を目指して拡販を継続していく。なお、本業の成形品受注生産にも力を入れているので、Y-HeaT成形品の部品購入も併せてご検討頂ければ幸いである。
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}