
展示会レポート K2019(その2)
秋元英郎
秋元技術士事務所
1. はじめに
Kショーは3年に一度ドイツのデュッセルドルフで開催される世界最大規模のゴム・プラスチック見本市である。K2019は10月16~23日に開催され、約3,300の出展者、約23万人の来訪者で賑わった(写真1)。

写真1 会場風景
Kショーの特徴は先進的な技術、開発中の技術を惜しげもなく発信するとともに、業界の進むべき方向を示そうとしているところにある。
展示会レポート K2019(その1)では環境問題への取り組み、デジタル化・自動化への取り組みについて報告した。本報告では、射出成形機メーカー、周辺機器メーカーの提案について報告する。
2.加飾成形
2-1 フィルムインサート成形、金型内転写成形
ARBURGのブースでは、電子回路が印刷され、予備賦形されたPCシートのインサート成形が実演されていた(写真2)。図1にインサート成形の構成を示す。
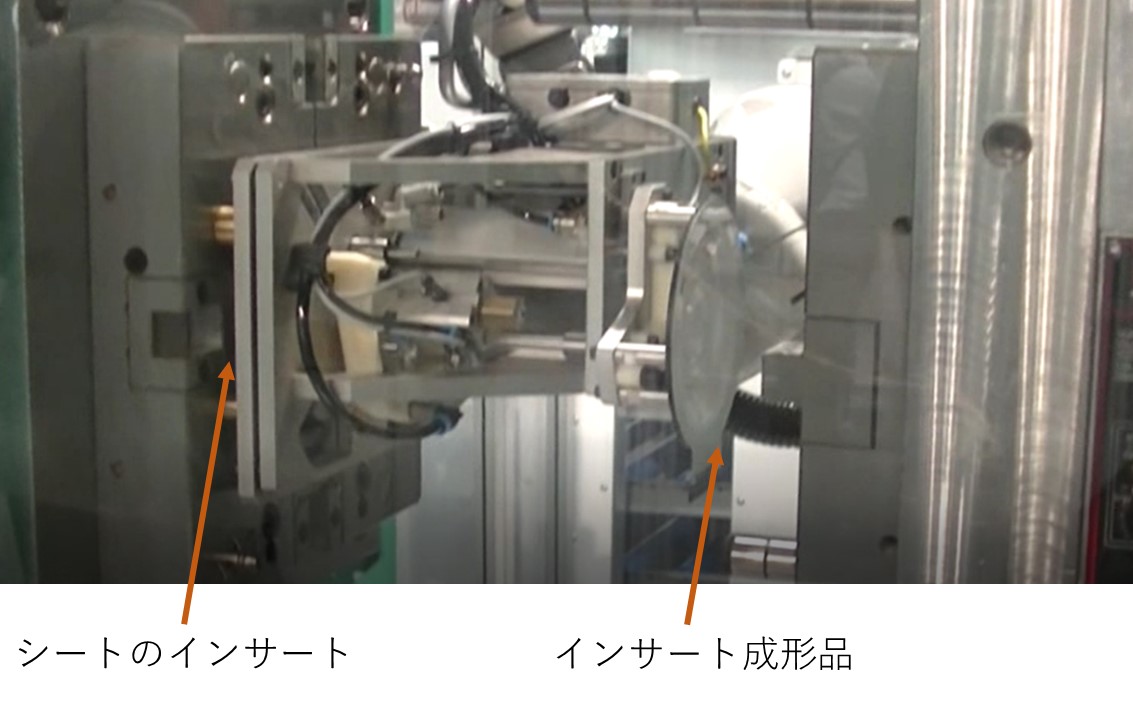
写真2 ARBURGブースにおけるシートインサート成形

図1 ARBURGブースにおけるインサート成形の構成(配布資料より)
住友DEMAGのブースでは、再外層に紫外線硬化性材料がくる構成の転写箔で金型内転写を行い、取り出し後に紫外線硬化させてハードコート層を形成させていた。透明PCで成形することで、文字が浮き上がる構成になっている。写真3に後処理装置(紫外線照射、端面磨き)、写真4に製品を示す。

写真3 住友DEMAGブースにおける加飾成形の後処理装置(紫外線照射、端面磨き)

写真4 住友DEMAGブースの加飾成形品
Wittmann Battenfeldのブースでは両面フィルムインサートを実演していた。裏面は電子回路が印刷されて予備賦形されたシート、表面は金型上で予熱・真空賦形され、間に半透明樹脂を射出して積層していた。取り出し機に赤外線ヒーターが取り付けられており、取り出し時に加熱を行っていた。成形品は裏から光を当てると部分的に光を通す(写真5)。写真6は予備賦形された回路を印刷したシートである。

写真5 Wittmann Battenfeldブースで成形実演していたフィルムインサート成形品
左:光源オフ、右:光源オン
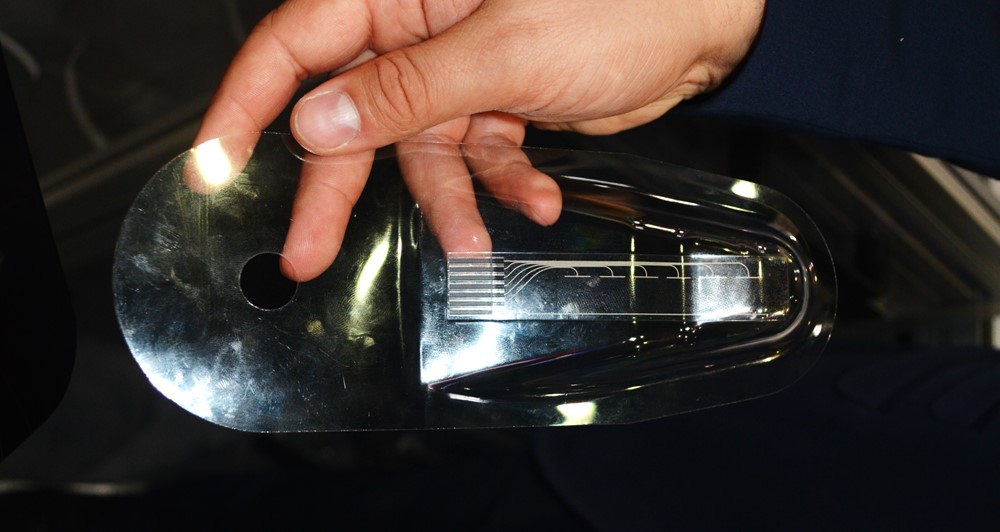
写真6 Wittmann Battenfeldのインサート成形に用いられるシート
Kurzブースでは、回路を印刷したシートをホットスタンプ法によって成形品に貼る実演も行っていた。成形後にホットスタンプ加工する方が不良の発生率を下げられる。
2-2 型内塗装
Kurzのブースでは、金型内転写と金型内塗装を組み合わせた成形「IMD PUR」の実演を行っていた。工程は2つに分かれ、1段階目で凹凸があるキャビティ面で透明PCを用いて金型内転写を行い、次に端面をクリーニングし、金型スライドによってキャビティ替えて硬化型透明ポリウレタンを注入するプロセスである。写真7にブースで上映していたプロセス解説動画のショットを、写真8に実演のようす、写真9に成形品を示す。
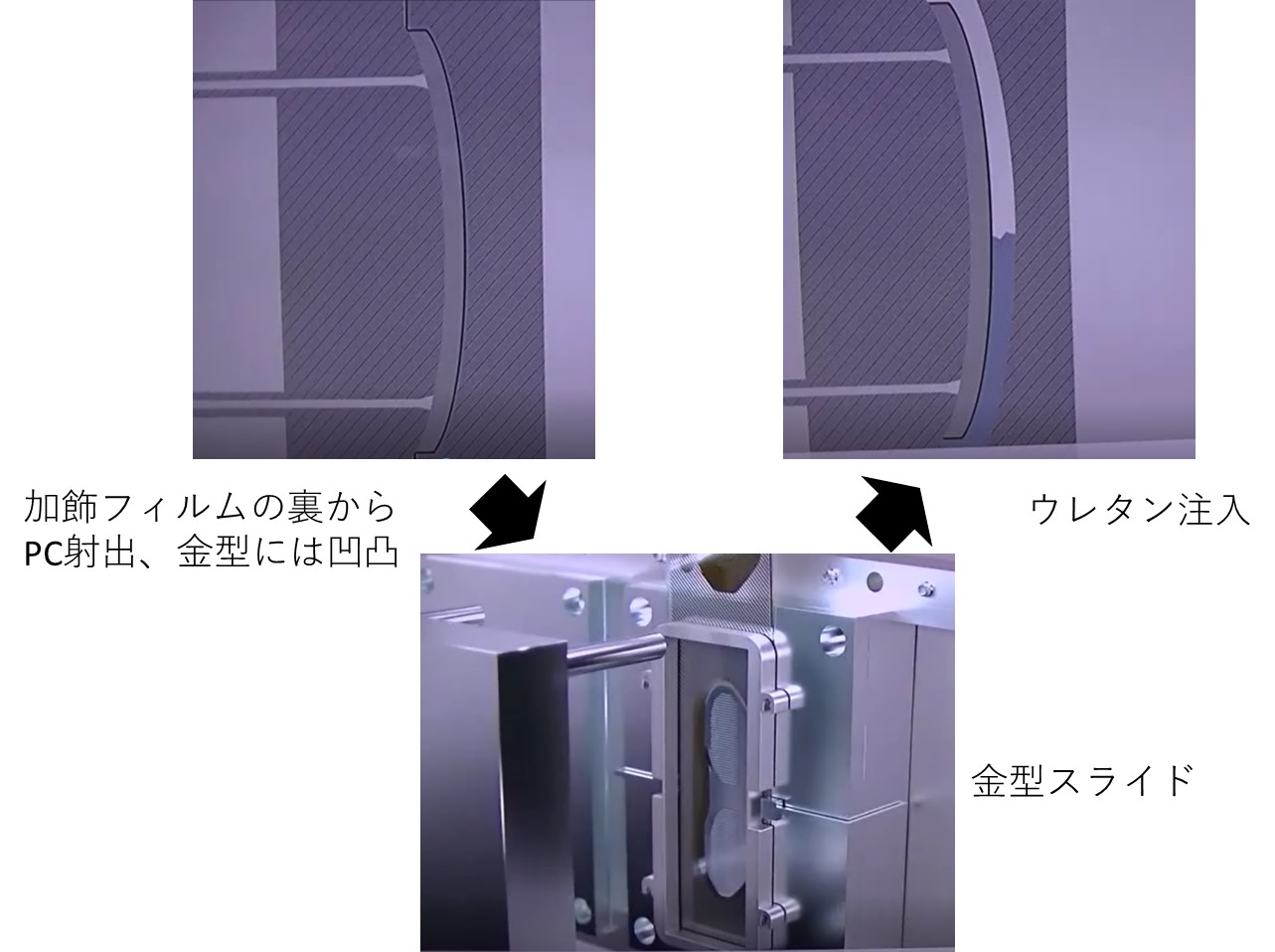
写真7 Kurzブースのプロセス解説動画のショット

写真8 Kurzブースにおける「IMD PUR」成形実演のようす

写真9 「IMD PUR」成形品
2-3 ヒート&クール成形
SINGLEのブースでは実演は行っていなかったが、同社の加圧熱水と水を切り替えて行うヒート&クール技術である「ATT」を用いた製品や試作品が展示されていた(写真10)。
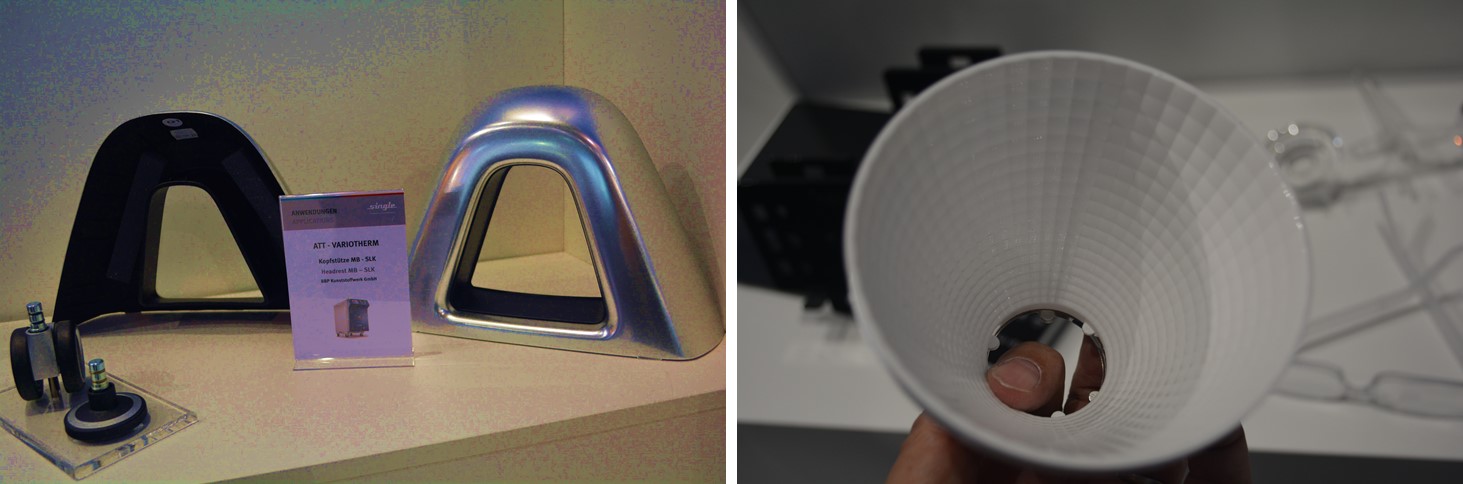
写真10 SINGLEブースにおける「ATT」を用いた成形品
3.発泡成形
3-1 MuCell
BMBのブースでは薄肉容器を、超臨界窒素を発泡剤として用いた微細射出発泡成形「MuCell」とインモールドラベル成形を組み合わせた成形を実演していた(写真11)。製品の厚みが薄くても材料が流動できるように、ゲート部から周囲に向かってフローリーダーがつけられている(写真12)。

写真11 BMBブースにおけるインモールドラベル成形+MuCellのようす

写真12 BMBブースで成形されていたMuCellによる容器(上)と
透かすと見えるフローリーダー(下)
ENGELのブースでは、加飾シートのインサート成形と「MuCell」の組合せ成形が実演されていた。加飾シートは赤外線ヒーターで加熱され、真空引きによって賦形されていた。成形品を写真13に金型内のようすを写真14に示す。

写真13 ENGELブースで実演していたフィルムインサート+MuCellの複合成形品
左:周囲のフィルムをトリミングする前、右:ショーケース内の展示品
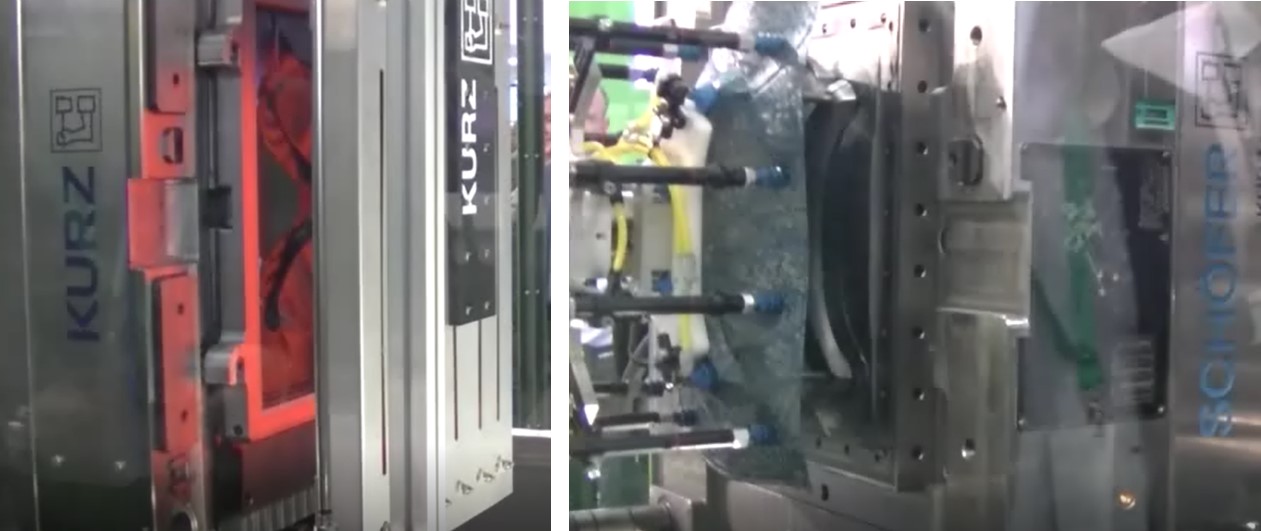
写真14 ENGELブースにおけるフィルムインサート成形+MuCellのようす
左:シートの予熱のようす、右:製品取り出しのようす
Krauss MaffeiのブースではリサイクルPPを用いたコンパウンドを用いて、ファブリックをインサートして「MuCell」成形を行っていた。ファブリックが金型内の刃によってカットされ、部分的に巻き込み加工も行われている(写真15)。
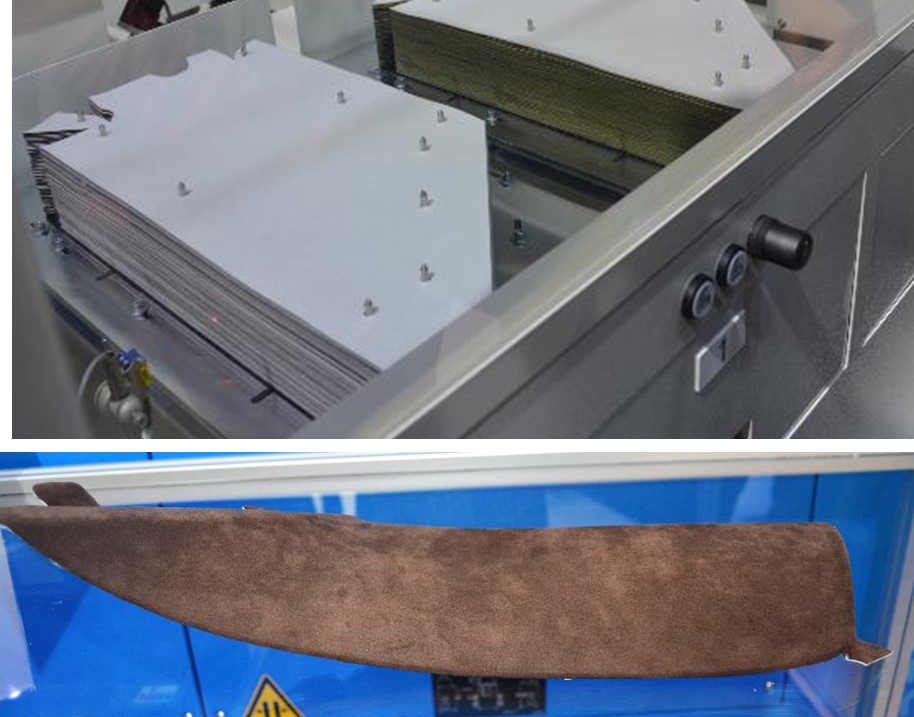
写真15 Krauss Maffeiブースの成形実演(ファブリックインサートと「MuCell」)
日精樹脂工業は、「MuCell」の装置を用いてポリ乳酸に二酸化炭素を可塑剤として添加し、流動性を高め、薄肉のシャンパングラスを成形していた。
<参考:展示会レポートK2019(その1)2-6 植物由来プラスチック、生分解性プラスチック>
TREXELのブースには比較的小型のMuCell成形品が多く展示されていた(写真16)。

写真16 TREXELブースに展示されていたMuCell成形品
3-2 MuCell以外の発泡成形
ARBURGは、前回(K2016)に引き続き、2段になっているホッパーから高圧(超臨界状態)の窒素を導入する発泡成形「Profoam」の実演を行っていた。写真17にはホッパーに導入する高圧の窒素ガスを制御するパネルを示した。

写真17 「Profoam」の高圧窒素を導入するホッパーの制御パネル
ホッパーは2段になっており、実演時の圧力は約1MPaであり、発泡成形としては非常に低い圧力で導入している。材料はリサイクルPPで、2部品(一方はPPとエラストマーの二色成形品)を金型内で組み立てて取り出していた。写真18には成形機の外観を示す。メインのシリンダーがリサイクルPP(発泡)、サブのシリンダー(垂直)がエラストマーを射出するシリンダーである。写真19には成形品を示した。
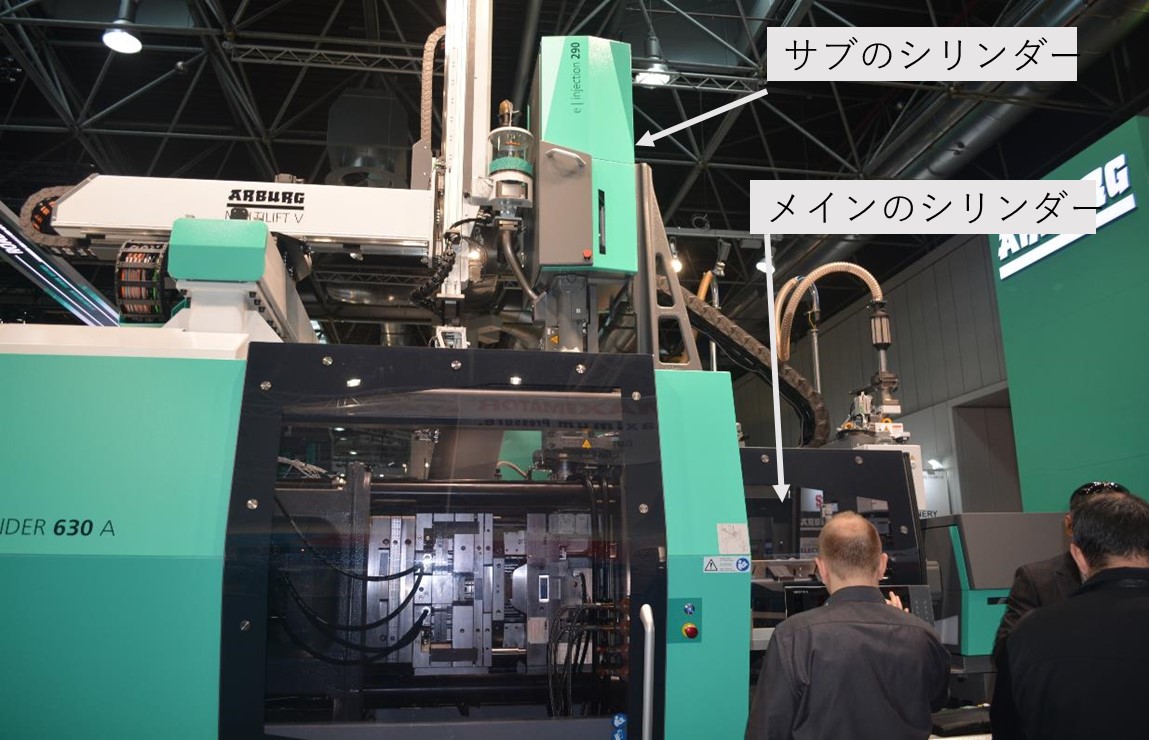
写真18 ARBURGブースの「Profoam」の成形実演のようす

写真19 金型内組み立て前の2部品(手前)と組み立て後(奥)
Wittamann Battenfeldは独自の物理発泡成形技術「CELLMOULD」の実演を行っていた。今回の成形は従来行っていた成形よりもさらに大型の部品の成形となった。成形機はK2016と同じサイズで型締力1100トンの装置であった。写真20に成形品を示す。同社の強みは、ガスインジェクション用の高圧窒素発生装置を共用できるところにある。

写真20 Wittmann Battenfeldの「CELLMOULD」発泡成形品
4.複合成形
長繊維強化熱可塑性樹脂シート(オルガノシート)をインサートした射出成形を狭義の複合成形と呼んでいる。オルガノシートにはガラス繊維タイプ、炭素繊維タイプが知られている。
ENGELのブースでは厚みが異なるKingha製のガラス長繊維強化シートをインサートした複合成形を実演していた。使用していたシートは厚みが異なる3種類(0.6mm, 1.0mm, 2.5mm)であり、厚み2.5㎜のシートのみ金型に設置された予備賦形ゾーンで賦形されたのちにロボットで正規の位置に運ばれていた(写真21)。成形品を写真22に示した。
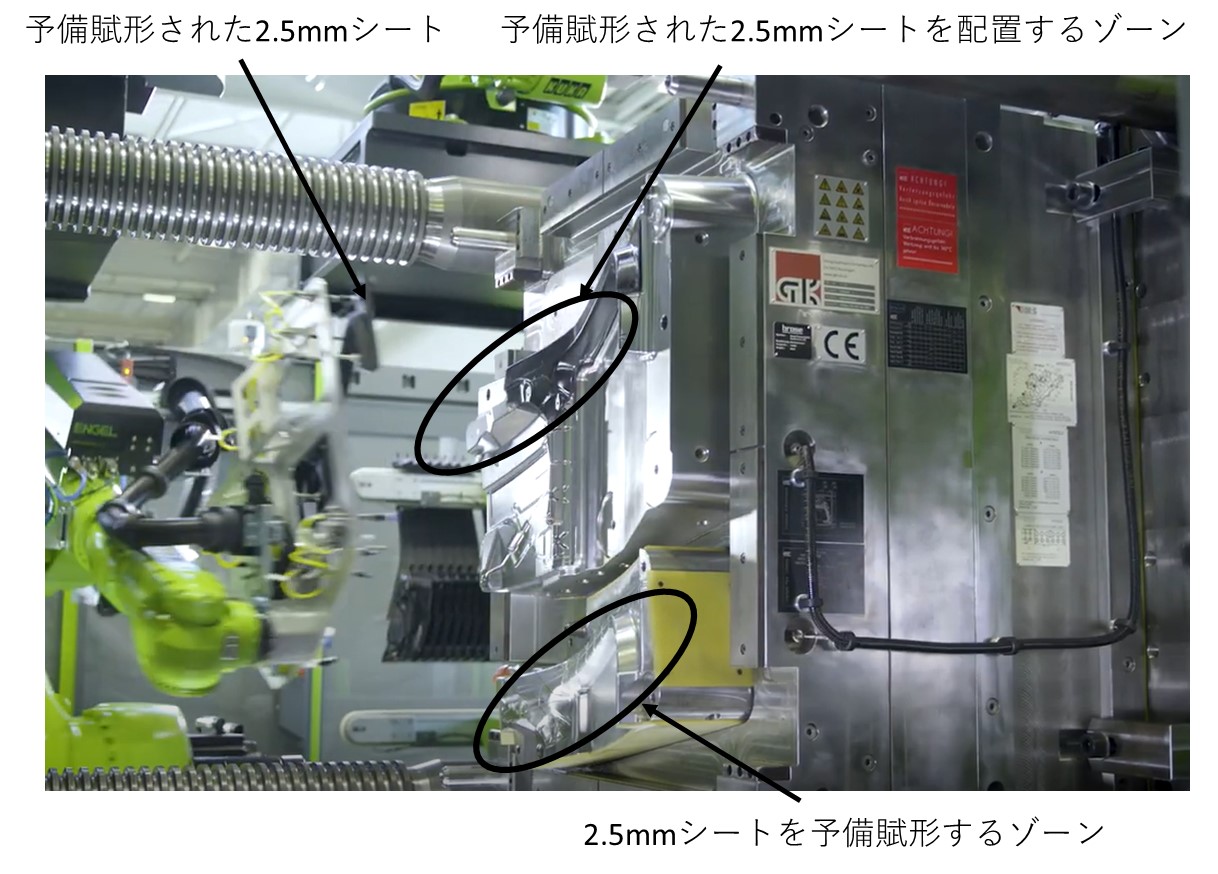
写真21 ENGELブースにおけるオルガノシートを用いた複合成形
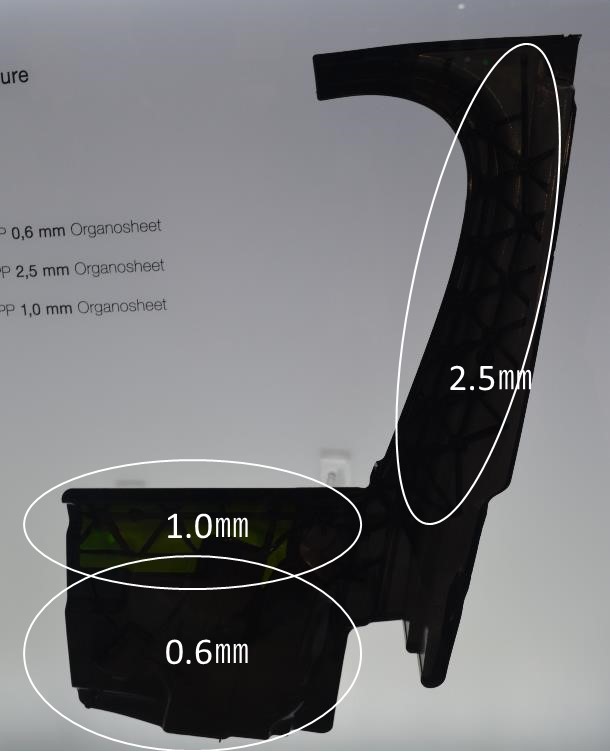
写真22 ENGELブースで成形された複合成形品
LANXESSのブースにはオルガノシート「TEPEX」を用いた製品が多く展示されていた。写真23はメルセデスベンツに採用された部品であり、ボンネットを開くと見える「外観部品」である。写真24はポルシェのピラーであり、複合成形品と金属のプレス品を接着剤で接合している。

写真23 メルセデスベンツに採用された「TEPEX」使用の部品

写真24 ポルシェのピラーに採用された「TEPEX」使用の部品
5.金型
「CUBE」モールドは固定金型と可動金型の間に設置された中間ブロックが垂直軸周りを90度ずつ回転しながら成形を行う金型である。FOBOHAのブースではさらに進化させた「Reverse Cube」による成形が実演されていた。
「Reverse Cube」金型は、「CUBE」金型をさらに上下に二分割して、上下が逆回りする金型である。下の動画に「Reverse Cube」による二材成形の仕組みを示す。メインシリンダーにより固定型に射出された製品は次に操作側で空冷され、次に可動型側で冷却され、次に反操作側にまわる。サブシリンダーにより可動型に射出された製品は次に操作側で空冷され、次に可動型側で冷却され、次に反操作側にまわる。反操作側で両方の成形品をロボットで組み立てられる。
ENGELブースでは医療用の厚肉チューブを二度に分けて成形する(同じ材料による二色成形)の実演を行っていた。二度射出しているようすがわかるように一方(後から射出する材料)を緑色に着色していた。この成形の金型も「CUBE」に似た構造で、金型を閉じた状態で取り出ししていた(写真25)。
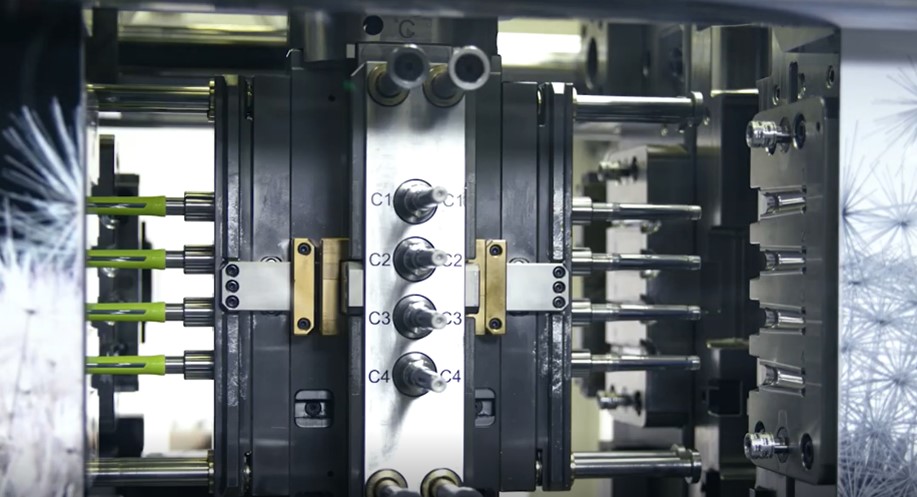
写真25 ENGELブースで成形していた二色成形による医療用品
6.おわりに
成形機メーカーの実演には、金型メーカーが非常に重要な位置を占めており、企画段階から一緒に進めている。そこには金型メーカーを単なる下請けと考える考え方は全く見られない。日本のプラスチック産業が復活するヒントがここにある。

