展示会レポート K2019(その1)
秋元英郎
秋元技術士事務所
1. はじめに
K2019は3年に一度開催される世界最大のゴム・プラスチック見本市であり、10月16~23日にドイツのデュッセルドルフ・メッセ会場で開催された。3000社以上が出展し、約23万人が訪問した。会場の広さは幕張メッセの約3.5倍あり、成形機、周辺機器、金型、材料、半製品等が展示された。

写真1 K2019の会場風景
今回のメイントピックは前回(K2016)同様にサーキュラーエコノミーとデジタリゼーションであったが、サーキュラーエコノミーに関しては前回よりもはるかに切迫感があり、各ブースがサーキュラーエコノミーへの取り組みをPRしていた。
Kショーの内容は非常に多岐にわたるため、分割して報告する。今回はサーキュラーエコノミーへの取り組みとデジタル化・自動化の取り組みについて報告する。
2. サーキュラーエコノミーに対する取り組み
プラスチック産業においてサーキュラーエコノミーとは、使用済みプラスチックの利用や、利用しやすい素材・構成への切り替えが主な取り組みになる。
今回のKショーにおける大きな特徴は、VDMA(ドイツ機械工業連盟)がドーム型の特設ブースを屋外に設置し、毎日サーキュラーエコノミーに関するセミナーを開催していたこと、EREMA等の大型のリサイクル装置メーカーが屋外の特設ブースでリサイクルの実演をするとともに、成形機メーカーのブースの多くがリサイクル材を使った成形実演を実施していたことにある。
2-1 VDMAにおける講演
写真2は屋外に設置されたVDMAのドームである。このドームで毎日講演会が開催されていた(表1)。写真3は開催前日に行われたプレス向け講演(筆者も参加)のようすである。
表1 VDMAブースにおけるセミナープログラム
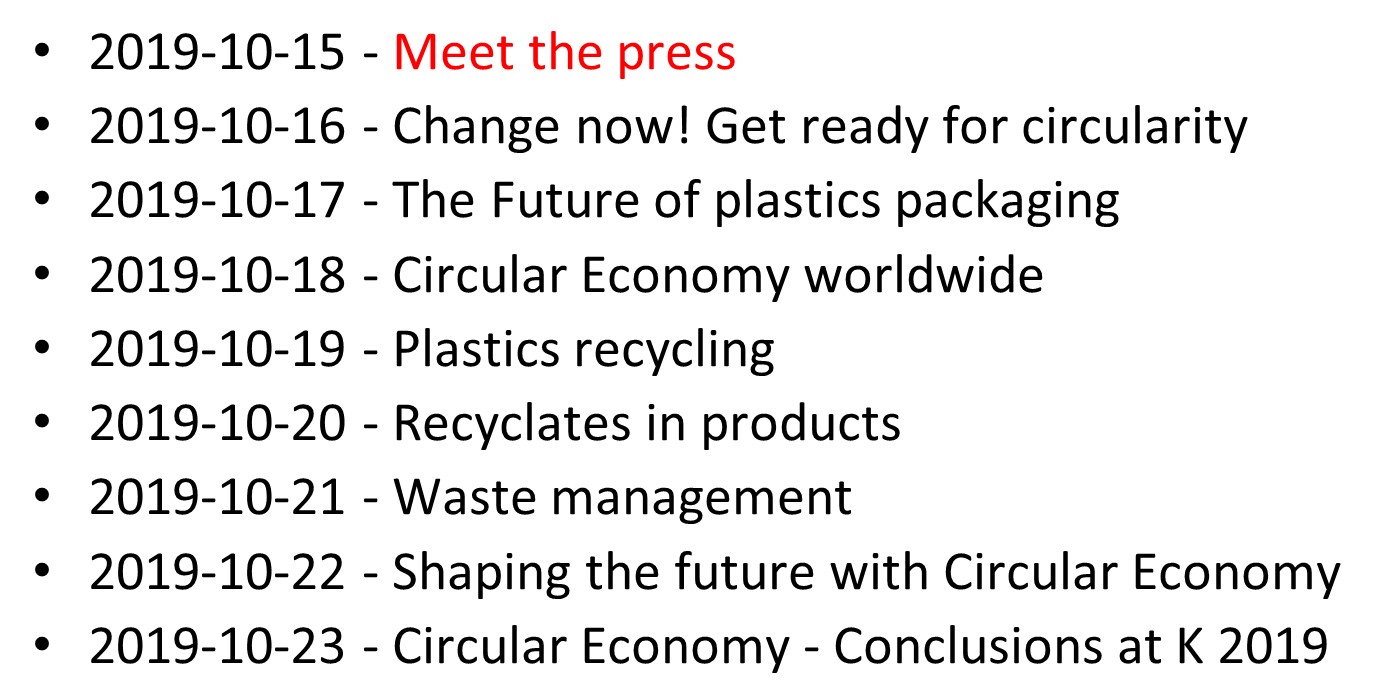

写真2 VDMAのドーム(写真は主催者提供)

写真3 VDMAブースにおける講演
写真4~6は講演で示された地域別のプラスチックごみの発生や使用済みプラスチックの処分方法に関するグラフである。ここでは、アジア・オセアニアからの環境流出が非常に多いこと、アジア・オセアニアではリサイクル・エネルギー回収が多いこと、北米の環境流出は少ないが、埋立処分が多いことが読み取れる。ただし、国や地域によって集計方法に違いがあることを理解しておく必要がある。
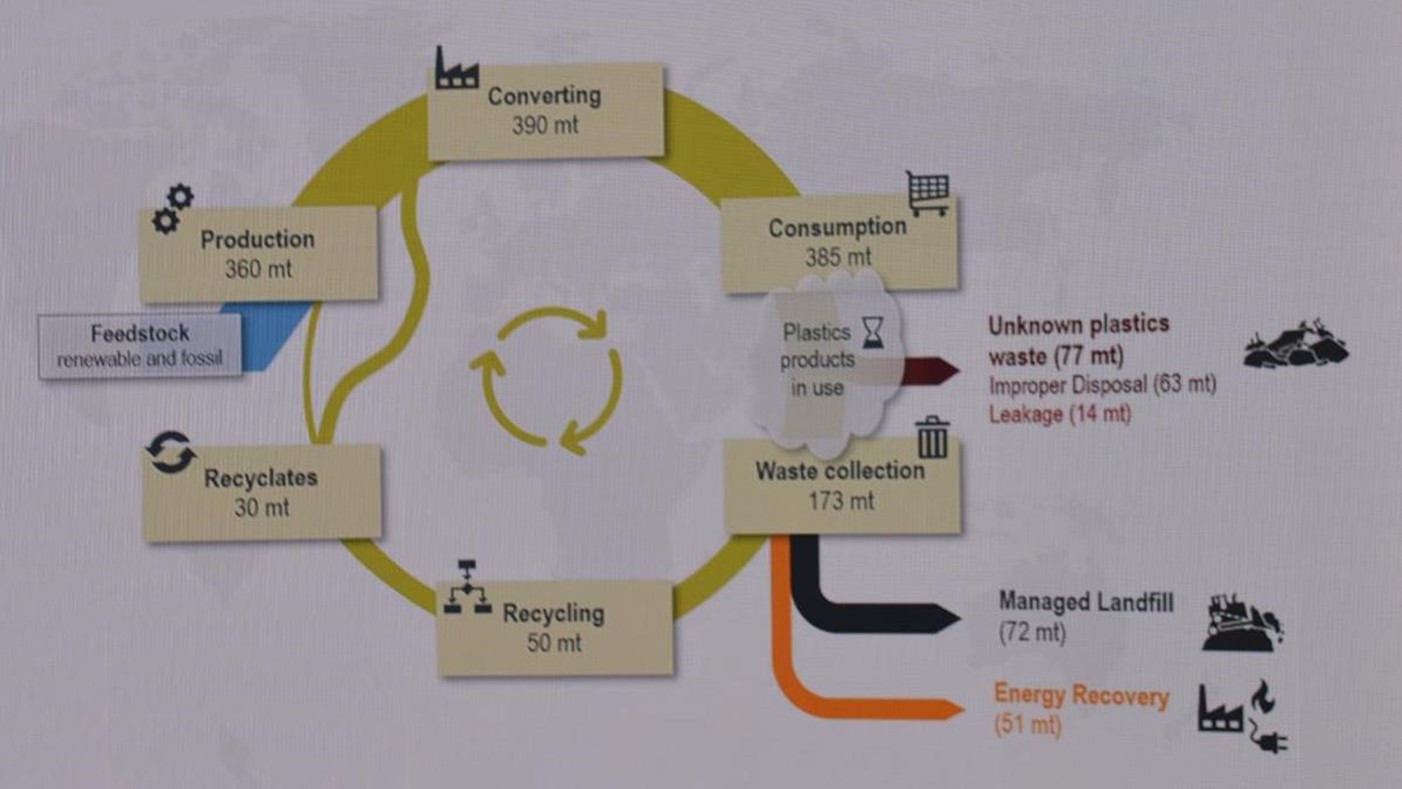
写真4 講演スライド 全世界におけるプラスチックの循環(meet the pressにて)
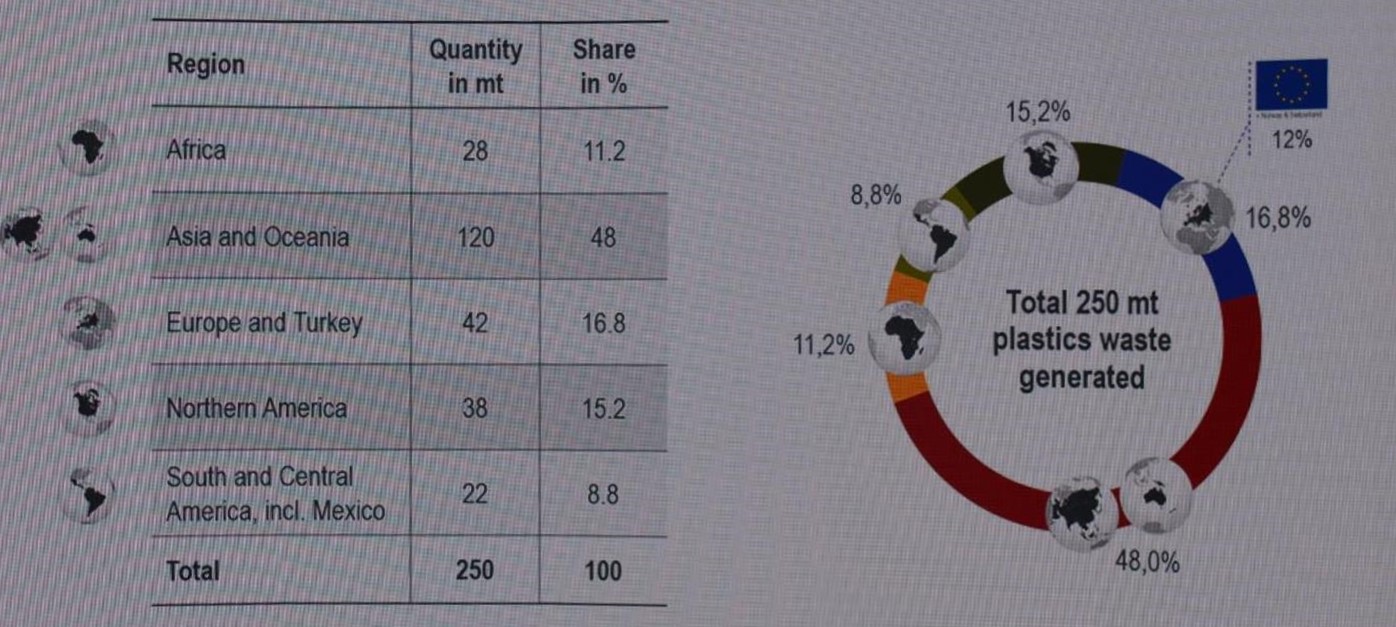
写真5 講演スライド 地域ごとの使用済みプラスチック発生量(meet the pressにて)
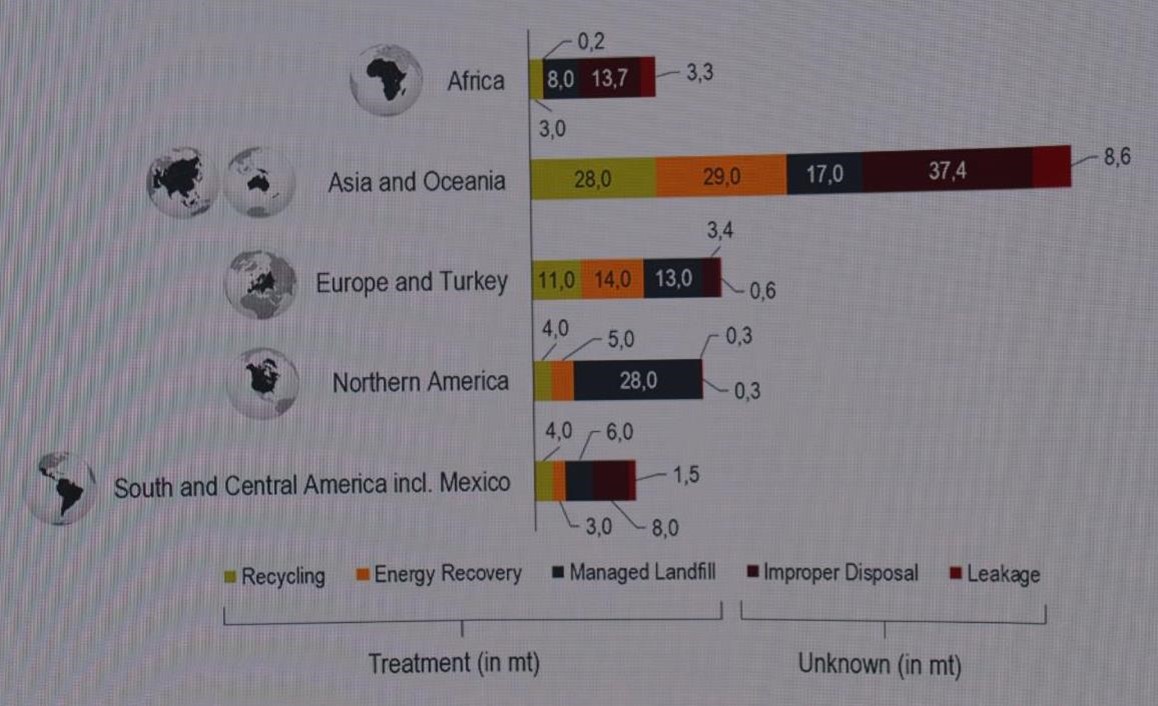
写真6 講演スライド 地域ごとの使用済みプラスチック処理方法(meet the pressにて)
2-2 リサイクル
2-2-1 リサイクルによるペレット化の実演
写真7はERAMAブースにおける使用済みプラスチックリサイクルの実演のようすである。使用済みのボトルや農業用フィルム等を実際にリサイクルして造粒する工程を実演するとともに、リサイクルされた材料を用いた家電製品などが展示されていた(写真8)。写真8の左はリサイクル材を50%使用した部品が使われているコーヒーメーカー、右はリサイクル材を70%使用した部品が使われている掃除機である。

写真7 EREMAブースにおけるリサイクルの実演

写真8 EREMAブースに展示されていたリサイクル材を使用した家電製品
2-2-2 リサイクル材を用いた成形実演
射出成形機メーカーは積極的にリサイクル材を成形実演に使用していた。ARBURGのブースではリサイクルされたPPを30%使用したカップの成形実演(スタックモールド 8キャビ+8キャビ)が行われていた。
写真9 ARBURGブースで実演していたリサイクルPPを30%使用したPP容器の成形
ENGELのブースではリサイクルPPとバージンPPをサンドイッチ成形することでコンテナの成形を行っていた。写真10は成形品のサンプルである。成形実演はENGELのコーポレートカラーである黄緑に着色していたが、展示サンプルはリサイクル材を黒、バージン材をナチュラル色で成形し、サンドイッチされているようすがわかるように展示していた。リサイクル材の割合は約50%であった。
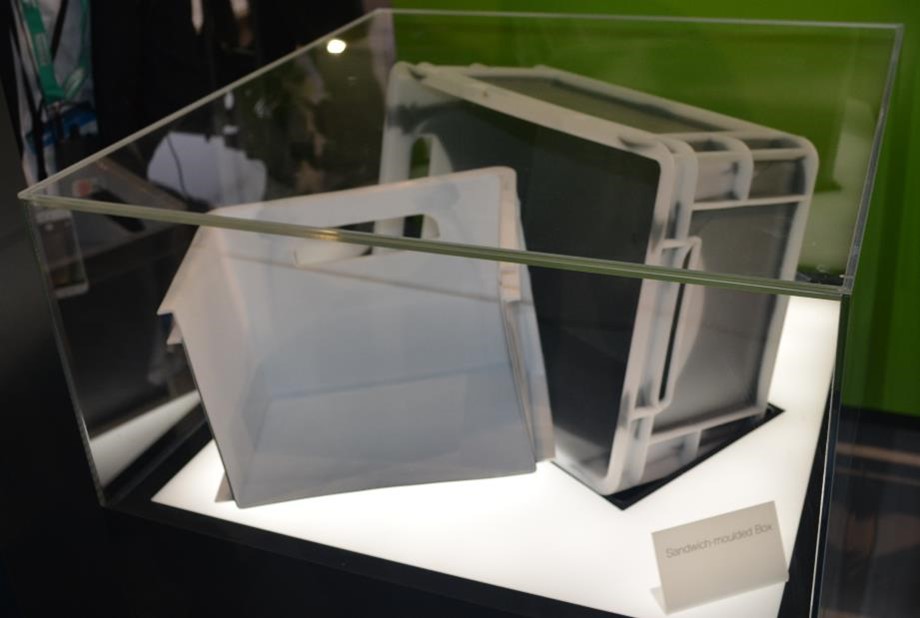
写真10 ENGELブースで実演されていたリサイクルPPをサンドイッチした成形
住友DEMAGもリサイクルPPで20リッター容器を成形(インモールドラベル成形)していた。ラベルには「Circular Economy」と書かれている。
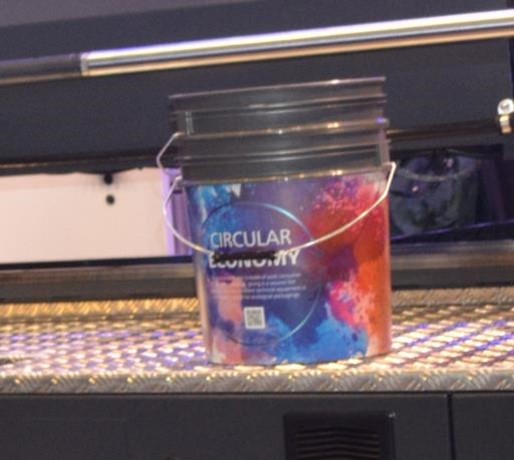
写真11 住友DEMAGブースで成形されていたリサイクルPPのバケツ
面白い取り組みとしてはKrauss Maffeiによるアップサイクリングがある。アップサイクリングとは、使用済みプラスチックをリサイクルして元の用途よりも高付加価値用途にリサイクルすることを指す。具体的には、PP製20リッター容器のインモールドラベル成形を行い、一旦粉砕したものをフィラー、改質材、着色剤と混合したペレットに再生し、自動車内装部品の成形実演に用いていた(写真12)。
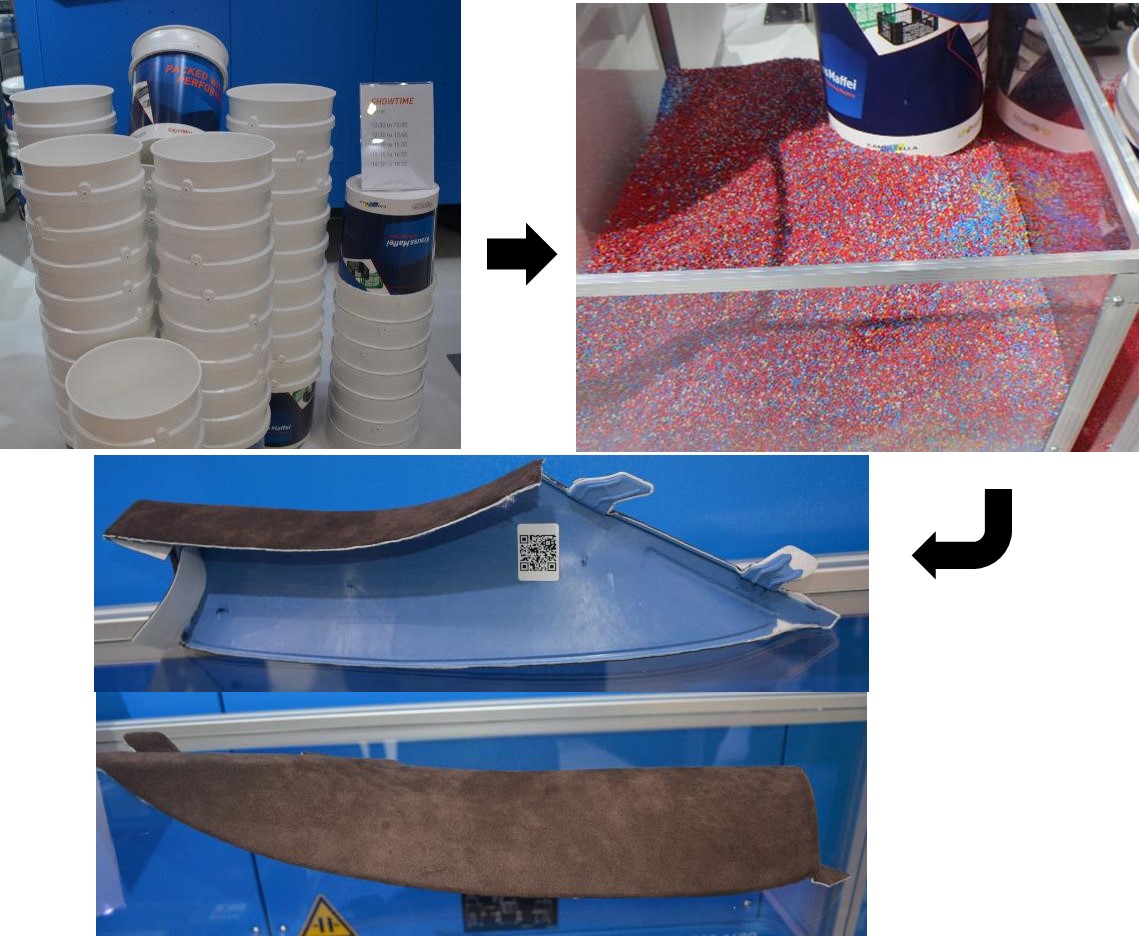
写真12 Krauss Maffeiブースにおけるアップサイクル 左上:インモールドラベル成形されたPPバケツ 右上:PPバケツを粉砕し、添加剤を加えたペレット 下:リサイクルされたペレットを用いて成形された自動車内装材
2-3モノマテリアル化
プラスチック同士の複合技術は材料の長所を引き出し、短所を補い合うことが可能になるが、使用後は低品質用途に使うか、燃焼する方法が主流になっている。そこで、リサイクルを容易にすべく、同系統の材料同士の複合化が検討されている。
Reifenhauserは押出機、フィルムや不織布の加工装置のメーカーである。同社の環境に関するコンセプトは4Rであり、従来の3Rに、Replace(リサイクルしやすい素材に置き換える)を加えている。Replaceの例として、従来延伸PETとPPやPEが積層で使われていた多層包材を延伸PPとPP(写真13)、延伸PEとPEのように同種の材料の多層化によるモノマテリアル化製品を展示していた。

写真13 Reifenfauserブースに展示されたオールポリオレフィン包材
左:オールPP、右:オールPE
BASFやcovestroは全ての部位がTPU(熱可塑性ポリウレタン)で構成されたスポーツシューズの開発に取り組んでいる。covestroのシューズは紐以外の全てがTPU、BASFは紐を含めて全てがTPU製である。BASFとアディダスは共同で使用済みシューズの回収実証実験を行っている(写真14)。

写真14 オールTPUのスポーツシューズ
左:covestroブースの展示、右:BASFブースの展示
2-4 ケミカルリサイクル
BASFは使用済みプラスチックを油に戻すことで石油化学原料として再利用することを検討中であり、今回は使用済みプラスチック由来とされたポリアミドを原料とした自動車の構造部品を展示していた(写真15)。

写真15 ケミカルリサイクルされたポリアミドを用いた製品 (BASFブースの展示)
2-5 二酸化炭素を原料にした化学
K2013のBayerブースにおいて開発中の技術として紹介された二酸化炭素を原料としたウレタン原料の製造は、K2016においてウレタンフォームの開発品として紹介された。K2019では既に量産品として紹介されていた。重量比で20%が二酸化炭素由来である(写真16)。

写真16 原料の一部に二酸化炭素が持ちられた発泡ウレタン
(covestroブース)
2-6 植物由来プラスチック、生分解性プラスチック
日精樹脂工業のブースではポリ乳酸(PLA)を用いてシャンパングラスを成形していた。上下2分割して成形され、組み合わせる構造になっており、上部は超臨界二酸化炭素による可塑化効果を利用して、発泡させずに薄肉成形を実現していた。

写真17 日精樹脂工業ブースで成形されていたPLAのシャンパングラス
Wittmann Battenfeldのブースでは、化粧品容器の成形(インモールドラベル成形)を実演していた。材料は、Zeroplastの植物由来成分と鉱物のみから成るリサイクル可能で生分解性を持つ材料であり、コンポストで分解させたサンプルも展示されていた(写真18)。

写真18 Wittmann Battenfeldブースで成形されていた生分解性樹脂を用いた化粧品容器
Kautexのブースでは、植物由来ポリエチレンを用いてブロー成形によりボトルを成形し、成形品を再ペレット化して循環させていた(写真19)。

写真19 KautexブースにおけるバイオPEのリサイクル
3.デジタル化・自動化
3-1 デジタル化による制御、ネットワーク化
成形機から直接データを取り込んで成形条件にリアルタイムでフィードバックすることで品質を安定させる仕組みが進化している。例えばENGELの「iQ melt control」やKrauss Maffeiの「APC plus」は材料の溶融粘度をインライン計測して温度設定を調整して粘度を一定に保つことで成形を安定させる。
東芝機械(2020年4月より芝浦機械)はK2019の会場から沼津工場で運転中の成形機の制御が行えることを実演していた。
3-2 ロボットの徹底活用による自動化
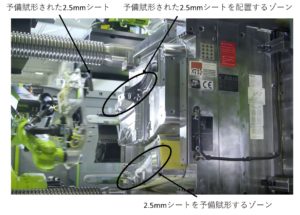
Stäubliのブースでは金型の自動交換を2分以内にできることを実演していた(写真20)。しかも外した金型は開いて自動で金型反転機に送ることで、クレーンを使わずに簡単なメンテナンスが直ぐに行える。
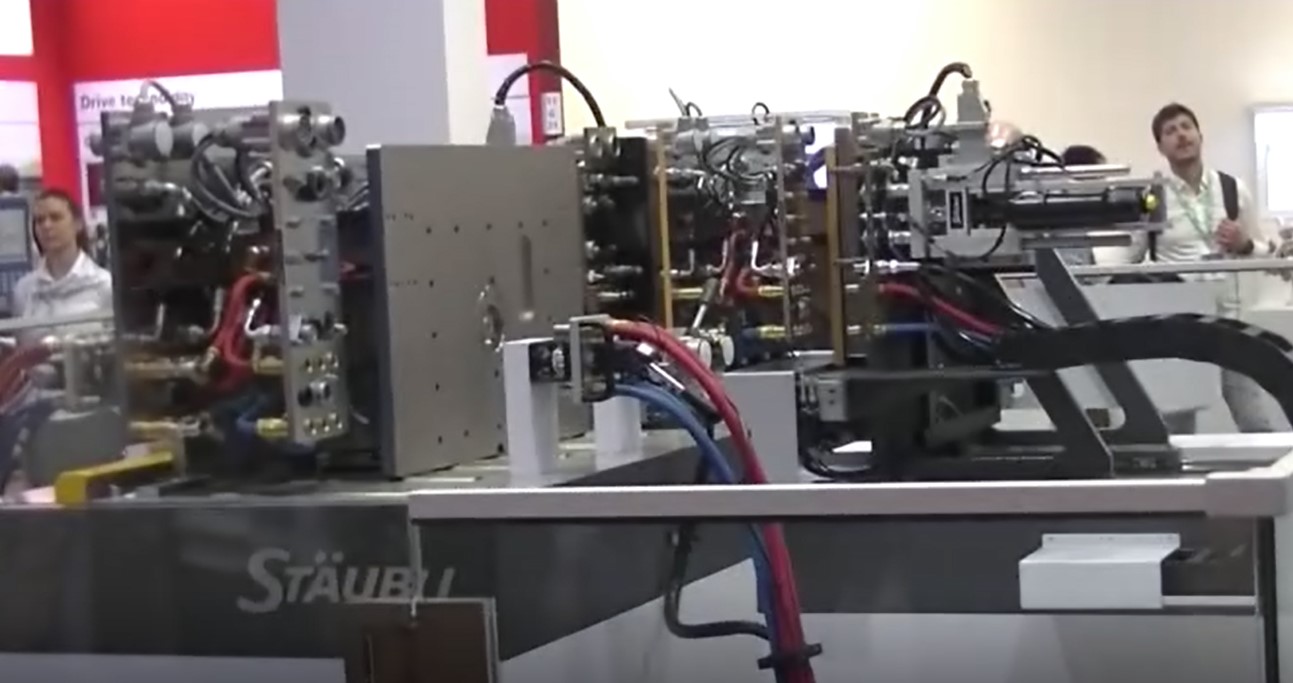
写真20 Staubliブースにおける自動金型交換デモ
インサート成形におけるインサート品の検査や成形品の検査をセルの中に設置したロボットと検査装置によって自動で検査する取り組みは多くのブースで当たり前のように行われていた。
4.おわりに
今回の視察では各ブースにおいて、出展者および代理店の方々に詳細な説明をしていただいた。現地に行って直接自分自身の目で見て、ブースで説明を聴くことに勝ることは無い。