
展示会レポート N PLUS 2016
秋元英郎
秋元技術士事務所
千葉市美浜区中瀬1-3 幕張テクノガーデンCB3F MBP
1.はじめに
Nプラスは大規模なプラスチック展とは一味違った、思いがけない掘り出し物が見つかる展示会である。今年は9月28~30日にかけて東京ビッグサイトで開催された。来場者数は、同時に開催されて共通に入場できる展示会と合わせて、3日間で約34,000であった。(注:N PLUS, N+, Nプラス, エヌプラスと標記されていることがある。)
今回の展示の中から、①加飾技術・デザイン、②新規材料、③金型・装置・加工に関する分野について目についたものを報告する。
2.加飾技術・デザイン
2-1 CMF
MCX(Material ConneXion)は、CMF(color, material, finishing)の面白い先進素材サンプルを多く集め、会費を集めてサンプルを見せることを事業にしている。今回の展示ブースにも多くのサンプルが展示されていた(写真1)。

写真1 MCXの展示ブース
サカセアドテックは三軸織物を独自技術にしているが、今回はその織物を絞って造形したサンプルを多く展示していた(写真2~5)。このような三軸織物は、人工衛星用にも使われている。
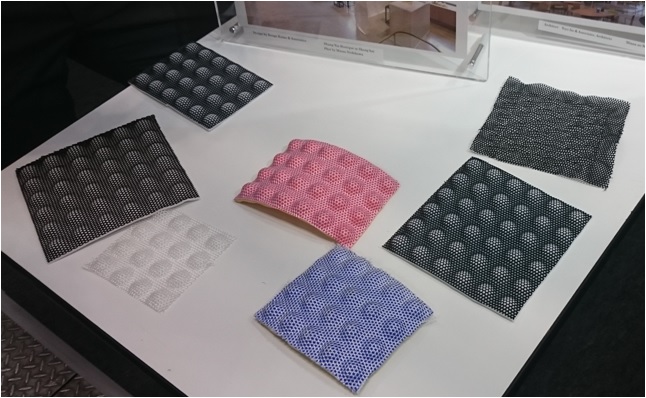
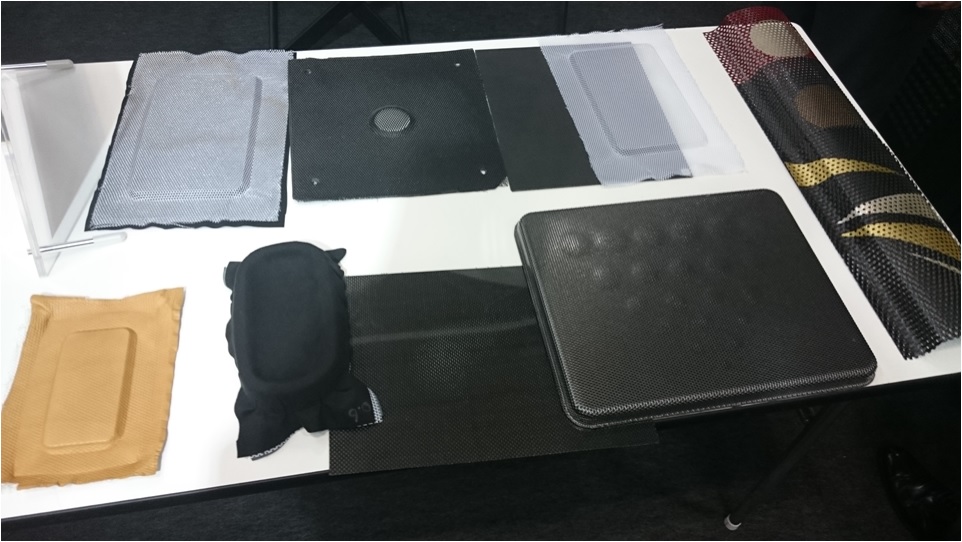
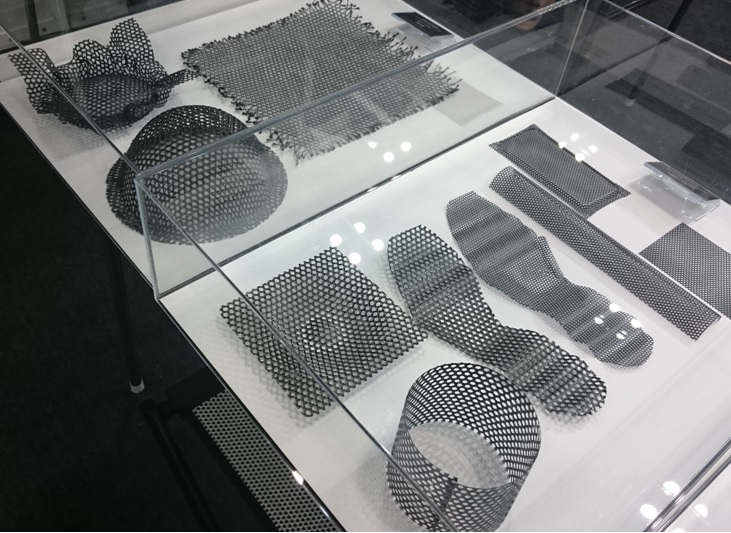

写真2~5 サカセアドテックブースに展示されていた三軸織物の造形品
2-2 インクジェット
ローランド ディー.ジー.はインクジェットの塗装装置を用いた加飾サンプルを多く展示していた。同社の特長は高粘度のUV硬化性インクを用いることで、塗工面に凹凸をつけることでテクスチャーを付与できるところにある。写真6は塗工見本で、畳や木材等を似せたものである。写真7にはスマートフォン用の透明ケースに塗工したサンプルである。皮、木材、織物、ステッチ等の色彩とテクスチャーがリアリティを持つと共に、裏面から見ても違ったデザインが見える。写真8は凹凸がある建材に塗工したサンプルである。2mm程度の凹凸であれば問題無く塗工できるとのことである。
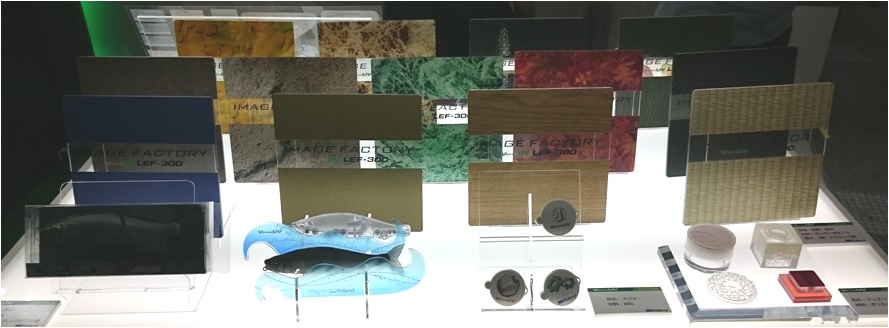
写真6 ローランド ディー.ジー.ブースのインクジェットによる加飾サンプル(塗工見本)

写真7ローランド ディー.ジー.の透明スマートフォンケースに塗工したサンプル

写真8 ローランド ディー.ジー.の凹凸面への塗工サンプル
ミマキエンジニアリングは新型機種を展示していた。高精度化により透明インクによるドット状のレンズが造形できる。写真9のように見る方向によって飛行機と星の位置関係が変わってくることがわかる。

写真9 ミマキエンジニアリングのブースで展示されていたインクジェットによるドット状レンズの造形サンプル
2-3 三次元加飾
村上開明堂は写真10のパネルで説明しているように、曲面加飾印刷のサンプル(写真11)を多く展示していた。パッド印刷のようである。
 写真10 村上開明堂ブースの曲面加飾印刷に関する説明パネル
写真10 村上開明堂ブースの曲面加飾印刷に関する説明パネル

写真11 村上開明堂の曲面加飾サンプル
浅野研究所は熱板式圧空成形機による成形サンプル(写真12)、熱板式減圧被覆成形機を用いた三次元形状に対するフィルム貼合のサンプル(写真13)、CFRTPシートの成形サンプルを展示していた。写真14のCFRTP被覆サンプルでは金型の加熱冷却(ヒート&クール)を併用している。

写真12 浅野研究所のブースに展示されていた熱板圧空成形機による賦形サンプル

写真13 浅野研究所のブースに展示された熱板減圧被覆成形機による貼り合せサンプル(自動車部品)

写真14 浅野研究所のCFRTPシートの成形サンプル
2-4 塗装
株式会社技研は、シリコーンコーティング、金属に見える塗装、傷が消える塗装を展示していた。図1に同社の配布資料から該当部分を抜き出して示す。
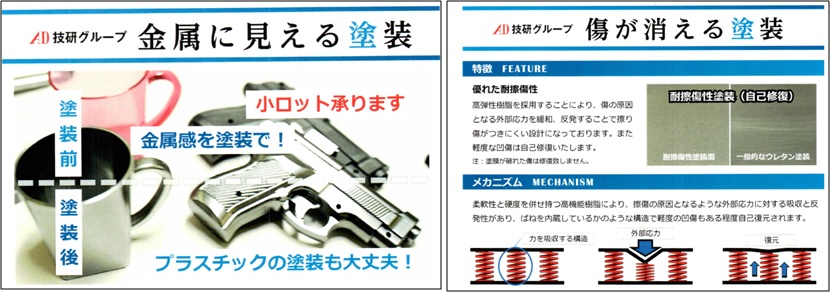
図1 株式会社技研の金属調塗装と自己修復性塗装の説明資料
株式会社シミズは電着塗装のサンプルを展示していた(写真16)。
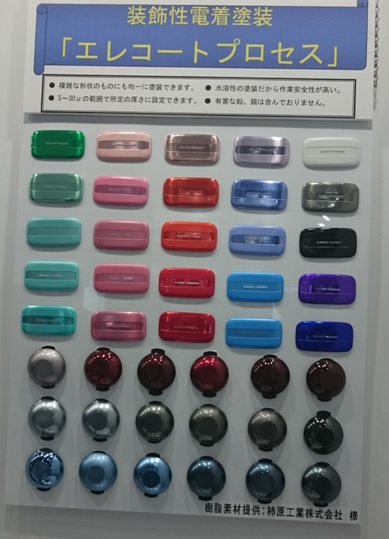
写真16 株式会社技研が展示していた電着塗装のサンプル
2-5 めっき
塚田理研工業は、エンプラへのめっき(写真17)、イオンプレーティング(写真18)、マスキングによる部分めっき、二色成形品へのめっき、立体成形基盤(MID)黒色めっきやサテン調めっき(写真19)等を展示していた。

写真17 塚田理研工業ブースに展示されていたエンプラへのめっきサンプル

写真18 塚田理研工業ブースに展示されていたイオンプレーティングサンプル
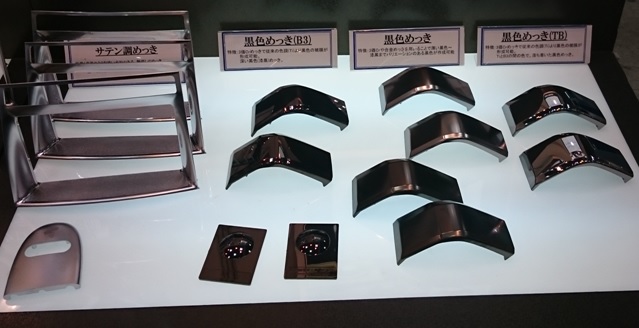
写真19 塚田理研工業ブースに展示されていたサテン調めっき、黒色めっきのサンプル
2-6 インキ
東洋インキは、インモールド成形用インキおよびハードコート剤(写真20)、CNTを使った漆黒インキ、ソフトフィール(しっとり感)のUVスクリーンインキ等を展示していた。
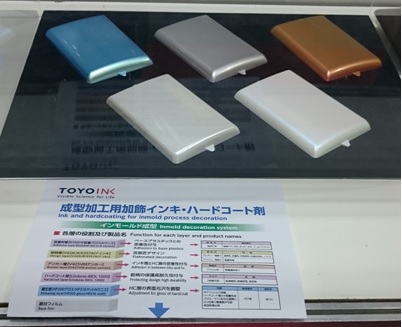
写真20 東洋インキブースに展示されていたインモールド成形用インキ・ハードコート剤
2-7 着色
ロンビックはPP向け染料マスターバッチと、それを使った透明PPの成形品(写真21)を展示していた。PP用染料は水に浸漬すると流出しやすいという欠点があったが、改良したとのことである。メタロセン系の高透明PP(Wintec等)に添加すれば更に美しい成形品が得られるであろう。同ブースにはメタリック原着(材着)による成形品もサンプルが多く展示されていた(写真22、23)

写真21 ロンビックブースに展示されていた透明PPに染料MBで着色した成形品

写真22 ロンビックのブースに展示されていた原着メタリック成形品

写真23 ロンビックのブースに展示されていた原着メタリックを使ったメーター
3.材料
日本ゼオンはシクロオレフィンポリマー(COP)の開発品として高耐熱タイプ(L-24 )と透明軟質接着用(L-3PS)の2種類を展示していた(写真24)。L-24 は高温で成形してもアウトガスが少ない特長がある。L-3PSは単に柔軟性を持っているだけでなく、表面処理が無くても金属と接着可能とのこと。また、ゼオネックスの新グレードとして高耐熱・耐黄変タイプのT62Rを展示していた。ターゲットはセンシング用カメラレンズであり、自動運転が本格的に進んでくると使用量が増加していくと期待されている。
写真24 日本ゼオンの新製品紹介パネルとサンプル
JXエネルギーは新しい素材をいくつか展示していた。開発品の高摺動・高耐熱材料はPEEKの市場を意識した材料設計になっている。図2には配布された資料の一部を示した。LCPのXyderは、耐熱性に優れるグレードを紹介していた。低硬度・低圧縮永久歪エラストマー(ジェラティック)はオレフィン系の材料であり、加硫ゴムに匹敵する圧縮永久歪みを持ち、硬度のバリエイションは広く取れる。成形品の写真を写真25に示す。
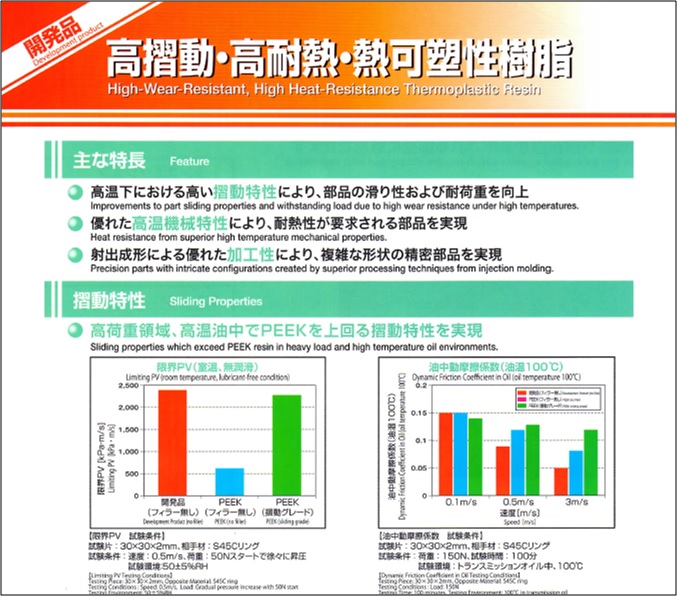
図2 JXエネルギーの開発品の紹介資料から、限界PV値と油中動摩擦係数に関するPEEKとの比較

アドバンスト・ソフトマテリアルズはスライドリングマテリアルであるセルムの原材料ポリマー(セルムスーパーポリマー)と半製品であるコーティングベース、ウレタンフォームを展示していた。図3はブースに展示されていた紹介パネルである。

図3 アドバンスト・ソフトマテリアルズのブースに掲示されていた紹介パネル
アイ-コンポロジーは木粉入りPPのペレットと成形品を展示していた。特殊な添加剤により低温成形を可能にして、着色を抑えているとのこと。コンパウンドとしての供給になる。写真26のトレーは表面を塗装しており、実際に採用されて使われているとのこと。

写真26 アイ―コンポロジーのブースに展示されていた木粉入りPPのペレットと成形品
喜多村はPTFEの切削クズをリサイクルして微粉化している(写真27)。エンプラ等の添加剤として期待される。

写真27 喜多村ブースに展示されていたPTFEの微粉末
ホッティーポリマーは、3Dプリンター(FDM方式)用フィラメント(写真28)、ゲル状押出シート(写真29)、蓄光材入り押出品(写真30)、柔軟で伸びない押出品(写真31)等を展示していた。

写真28 ホッティーポリマーのブースに展示されていた3Dプリンター用フィラメント

写真29 ホッティーポリマーのブースに展示されていたゲル状押出品

写真30 ホッティーポリマーのブースに展示されていた蓄光性押出品
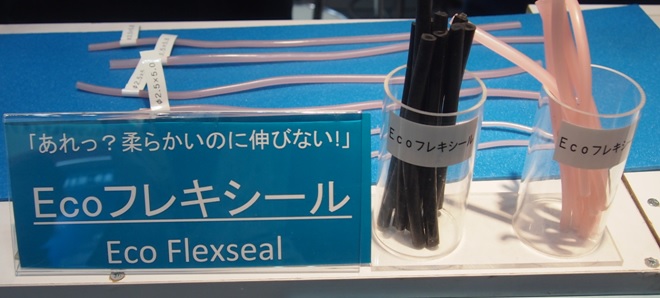
写真31 ホッティーポリマーのブースに展示されていた柔軟で伸びない素材
永和マテックスはEPSのビーズの周囲に難燃剤処理してなる難燃性発泡スチロール(KALOOK)を展示していた(写真32)。

写真32 永和マテックスのブースに展示されていた難燃性発泡スチロール
4.金型・装置・加工
パナソニックと三菱商事は金属3Dプリンター(レーザー光による金属粉の融解と表面の切削の複合)による射出成形用金型入れ子を展示していた(写真33)。パナソニック、松浦機械、松井製作所、三菱商事がアライアンスを組んで開発を進めている。三次元の冷却配管が可能になり、ヒート&クール成形のみならず、通常成形でも冷却の均一化と冷却時間の短縮が期待される。

写真33 一般社団法人プラスチック工業技術研究会のブース内でパナソニックと三菱商事が展示していた金属3Dプリンターによる金型入れ子
東レエンジニアリングは射出成形用ミキシングノズルを透明樹脂で造った模型とともに展示していた(写真34)。

写真34 東レエンジニアリングのブースに展示されていたミキシングノズルの模型
ブロー成形機メーカーであるフロンティアのブースではプラスチック製ガスボンベの試作品が展示されていた(写真35)。これはPEN樹脂のブロー成形品にガラス繊維を巻き付けて補強したものである。

写真35 フロンティアのブースに展示されていたプラスチックガスボンベ試作品
(右:PENのブロー成形品、左:PENのブロー成形品にガラス繊維を巻いたもの)
茨木工業は炭素繊維複合材料でプレス成形と複合成形を提案していた。すなわち、炭素繊維(繊維長が10~50mm)と熱可塑性樹脂のペレットを混練して熱プレス成形する方法、および熱プレス成形の際に炭素繊維強化の熱可塑性樹脂シートをインサートして貼り合せる方法である(図4)。その他に熱硬化タイプでプレス成形可能なシートを展示していた。この方法だと硬化時間が短くなり生産性がアップするとのこと。

日輝製作所はメックの方式による金属とプラスチックの接合品を展示していた(写真36)。メックの方式は金属の表面処理をした後の仕掛品が長く保管可能とのこと。

写真36 日輝製作所ブースに展示されていた金属とプラスチックの接合成形による製品
昌和プラスチック工業はPETボトルの粉砕フレークをペレット化せずに成形して製品化している。写真37はリサイクルPETを原料にしたワイングラスである。
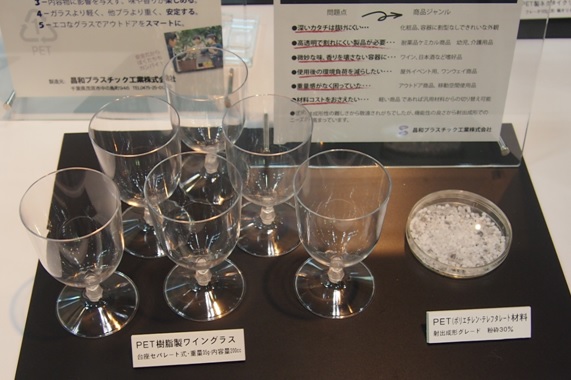
写真37 昌和プラスチック工業のブースに展示されていたリサイクルPET製のワイングラス
平和化学工業所はブローを中心とした容器メーカーであるが、今回は環境にやさしい(植物度が高い)製品を多く展示していた。写真38は古米の粉を混ぜたプラスチックが原料である。写真39はポリ乳酸を用いた多層ボトルである。他にはサトウキビ由来エタノールからできたエチレンを用いたポリエチレンボトルが展示されていた。
写真38 平和化学工業所ブースに展示されていた米を主原料としたプラスチックボトル

写真39 平和化学工業所ブースに展示されていたポリ乳酸を持ちた多層ボトル
タカギセイコーはセルロースナノファイバー(CNF)を10%添加したPPペレットとその成形品を展示していた(写真40)。比較品はタルク入りで、CNF添加品の方はタルクは入っていない。そのため、CNF強化品の方が光沢が良い。また、CFRP成形品も展示されていた(写真41)。この構成は、CFのクロス材(TEPEX)/CFのランダム材/短繊維CF強化ナイロン6射出されて積層されている。

写真40 タカギセイコーのブースに展示されていたセルロースナノファイバーをブレンドしたPPの成形品(手前)とタルク入りPPの成形品(奥)

写真41 タカギセイコーのブースに展示されていた炭素繊維複合材料の複合成形品
5.おわりに
本レポートではプラスチックに関するものに絞って報告した。
同時に次世代自動車、ドローン等の位置制御等の興味深い展示ブースが多く出展していた。

