展示会レポート IPF JAPAN 2017 (1)
秋元英郎
秋元技術士事務所
1.展示会概要
IPF(国際プラスチックフェア)は3年に一度開催されるプラスチックの国際展示会である(主催: 国際プラスチックフェア協議会)。世界3大プラスチック展のひとつと言われることもあるが、ドイツのデュッセルドルフで開催されるKに比べると規模は小さく、射出成形機を中心とした展示の構成になっている。
IPF JAPAN 2017(IPF2017)は2017年10月24~28日にかけて千葉市の幕張メッセにおいて開催された。3年前と比べると来場者数は+2%と増加したが、海外からの来場者は-2%と減っている。また、前回比較すると、ブースの隙間は減っており、トータルの展示スペースは増えていた。
本レポートは分量が多いので2回に分けて報告する。
表1 IPF2017の来場者数(主催者発表)
| 来場登録者数 | 国内来場者数 | 海外来場者数 |
| 10月24日(火) | 5,495名 | 1,256名 |
| 10月25日(水) | 7,507名 | 961名 |
| 10月26日(木) | 9,209名 | 714名 |
| 10月27日(金) | 11,243名 | 502名 |
| 10月28日(土) | 6,656名 | 133名 |
| 合計 | 40,110名 | 3,566名 |
2.射出成形機の進化
各成形機メーカーで共通しているのは、大型のディスプレイ、スマホ感覚の入力方法、画面のカスタマイズ、周辺機器との通信・成形機のネットワークへの対応である。この流れは前年のK2016でも見られた流れであり、下記のスマート工場・IoT化のための基盤になっている。図1は東洋機械金属のSYSTEM800の画面である。18.5インチの大型カラー液晶ディスプレイでスマホ感覚の操作が可能になっている。

図1 東洋機械金属の新しい操作パネルSYSTEM800
(東洋機械金属の配布資料より)
各成形機メーカーや周辺機器メーカーが同じプロトコルでデータを取り扱うようになってくると、成形機のパネルは各社が独自開発するのではなく、「共通のソフトウェアがあってユーザーがカスタマイズして使う」方向に進んでいくべきだと考える。
成形機の構造としては可動プラテンのリニアガイド方式が多く採用されていた。
3.スマート工場とIoTへの取り組み
成形工場を単に無人化するのではなく、生産のフレキシビリティを高めるための取り組みが多く見られた。特に多品種極小ロット生産のための自動金型交換や自動材料替えの実演が目立った。
東芝機械は230トンの成形機を用いて、5ショット毎の自動金型交換を実演していた。短時間で金型を交換するために、プラテンがマグネット式になっており、自動突き出しピン交換、自動カプラー、自動型厚調整で完全に無人金型交換を行っていた。また、周辺機器との通信については同じプロトコルを用いることで一体化を目指していた。
住友重機械工業はMtoM IoTと称して、315トン成形機を用いて、生産管理システム、成形機、周辺機器(QRコード管理)を接続し、生産立ち上げの迅速化の取り組みを実演していた。実演は2キャビの金型で1キャビと2キャビを切り替えた生産であった。IoTに関するブース内セミナーを毎日5回行って積極的なPRを行っていた。
また、50トン成形機を用いた自動色替の実演を行っていた(成形品はPP製インペラ3個取 図2)。このシステムでは顔料を直接スクリューの上に落とすこと、全自動パージ、顔料が残留しにくいスクリュー形状とパージ完了のモニタリングを組み合わせている。

図2 住友重機械工業ブースで実演していた自動色替の成形品(ブース内配布資料より)
ソディックはスマートファクトリーと称して、複数の生産セル(中心は射出成形機)と複数の金型を生産計画に従って自在に入れ替えながら成形を行っていた(図3)。
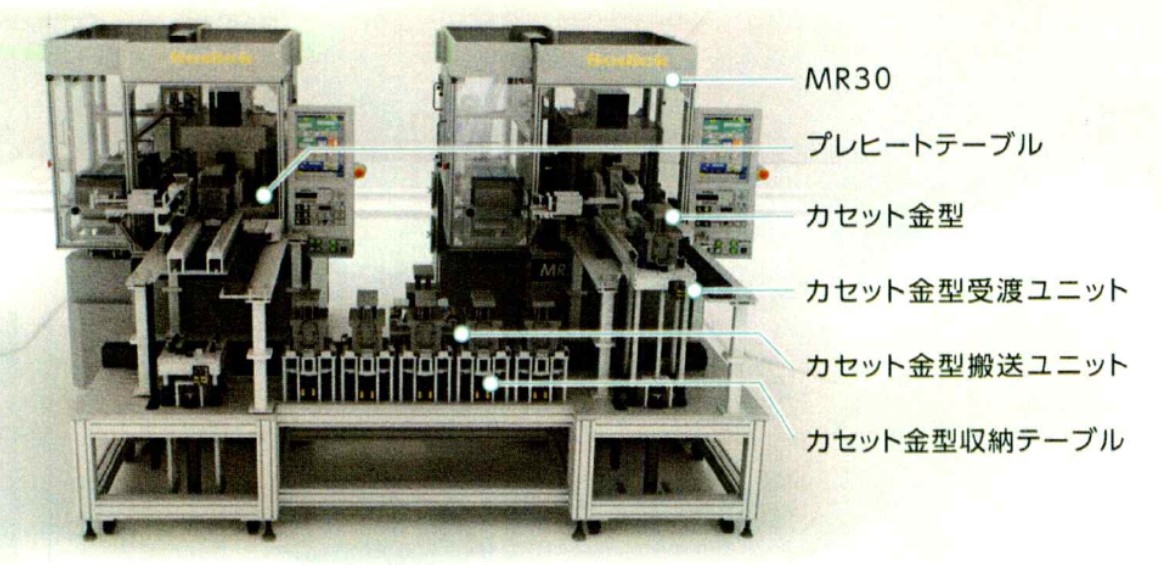
図3 ソディックのスマートファクトリー(配布資料より)
2台のセル(MR30)と金型収納テーブル他から構成されている
4.発泡成形
日本製鋼所は、MuCellとヒート&クールの併用の成形実演を行っていた。部品はPC/ABSのセンターパネルであり、パナソニックのヒート&クール(ヒーター加熱)を用いて80~160℃の昇温・降温を繰り返していた。160℃まで昇温しても軽量化率を5%程度まで下げないと表面が完全にきれいにならない点が課題として残されている。図4にパネル、図5に成形品の写真を示す。
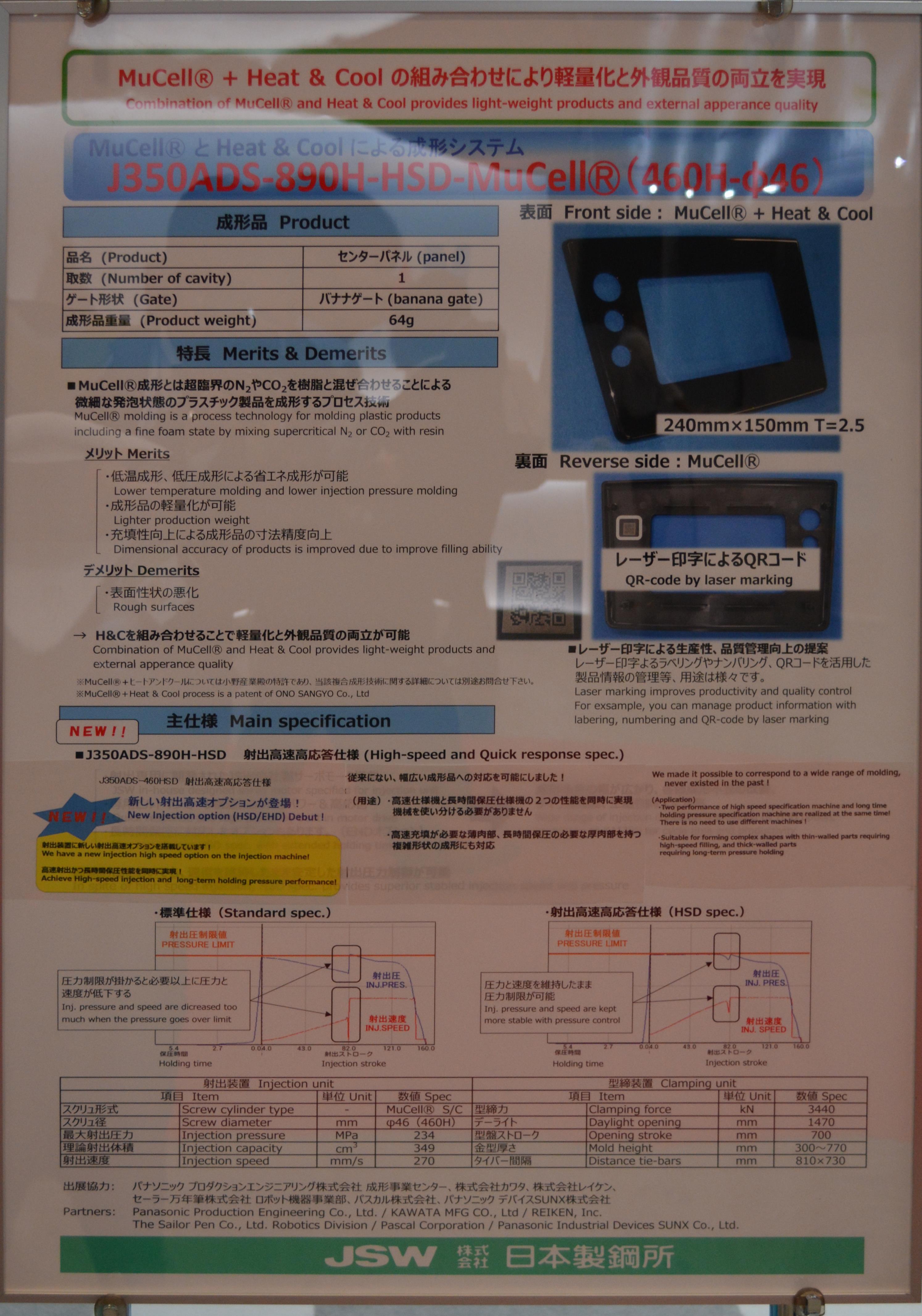
図4 日本製鋼所ブースのMuCel+ヒート&クールに関するパネル

図5 日本製鋼所ブースに展示されていたMuCell+ヒート&クールのサンプル(下)と比較のMuCellのみのもの(上)
日本製鋼所はまた、マクセルが開発した物理発泡成形技術(RIC-Foam)のパネル展示も行っていた(図6)。
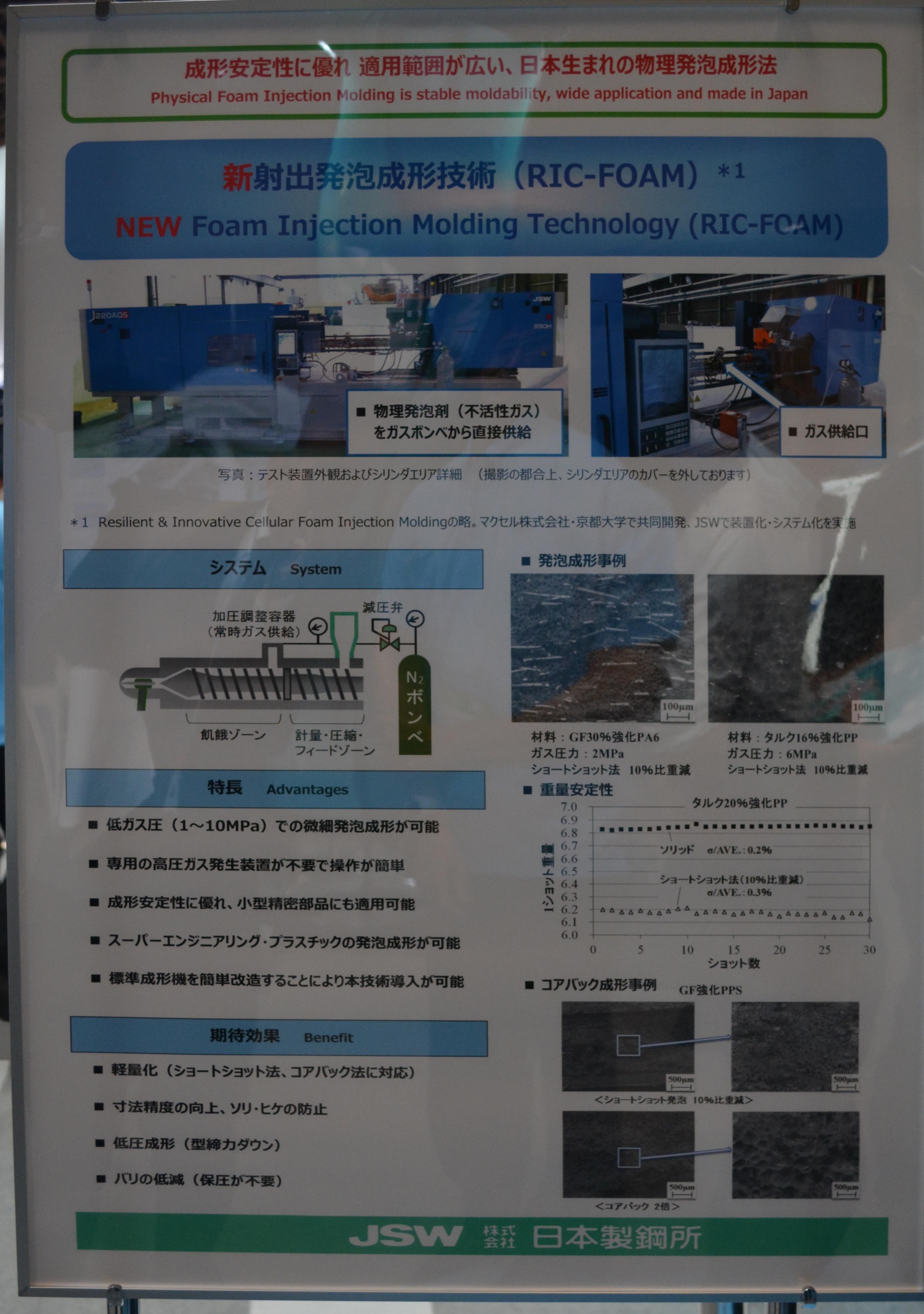
図6 日本製鋼所ブースのRIC-Foam説明パネル
東芝機械は、マクセルが開発した技術(ボンベから窒素ガスをバレルに導入する方式)をプリプラ式成形機に適用して、コアバック発泡成形を行っていた(図7)。コアバックにおいては、イジェクタの機構を用いて部分的に発泡させないようにしていた(図8)。
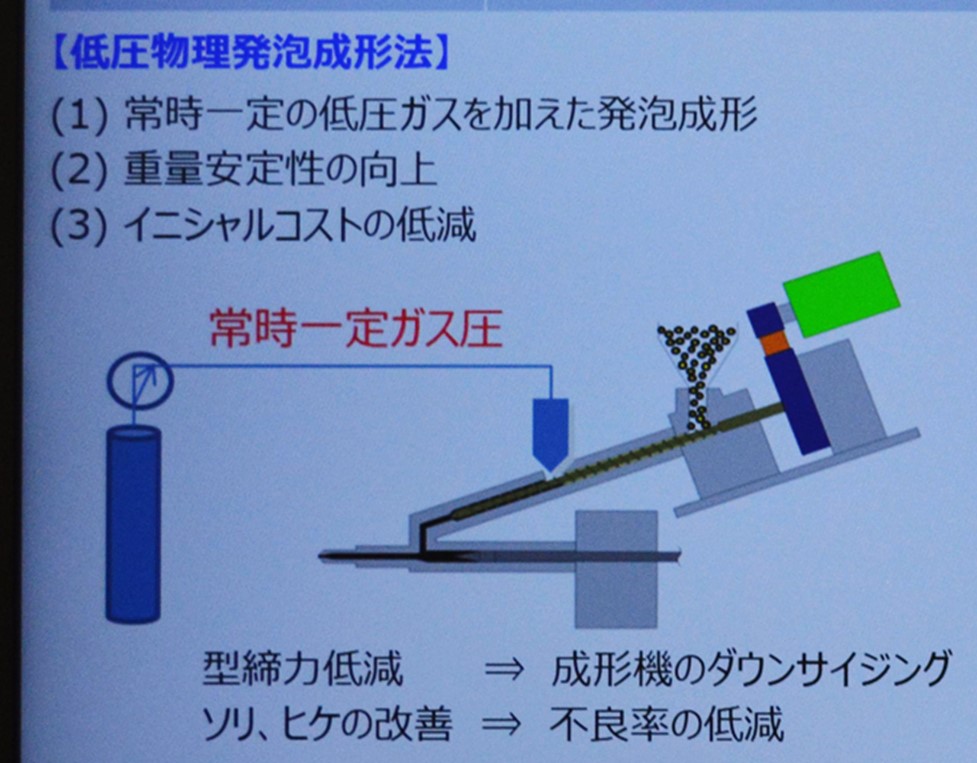
図7 東芝機械ブースにおける物理発泡成形の説明図
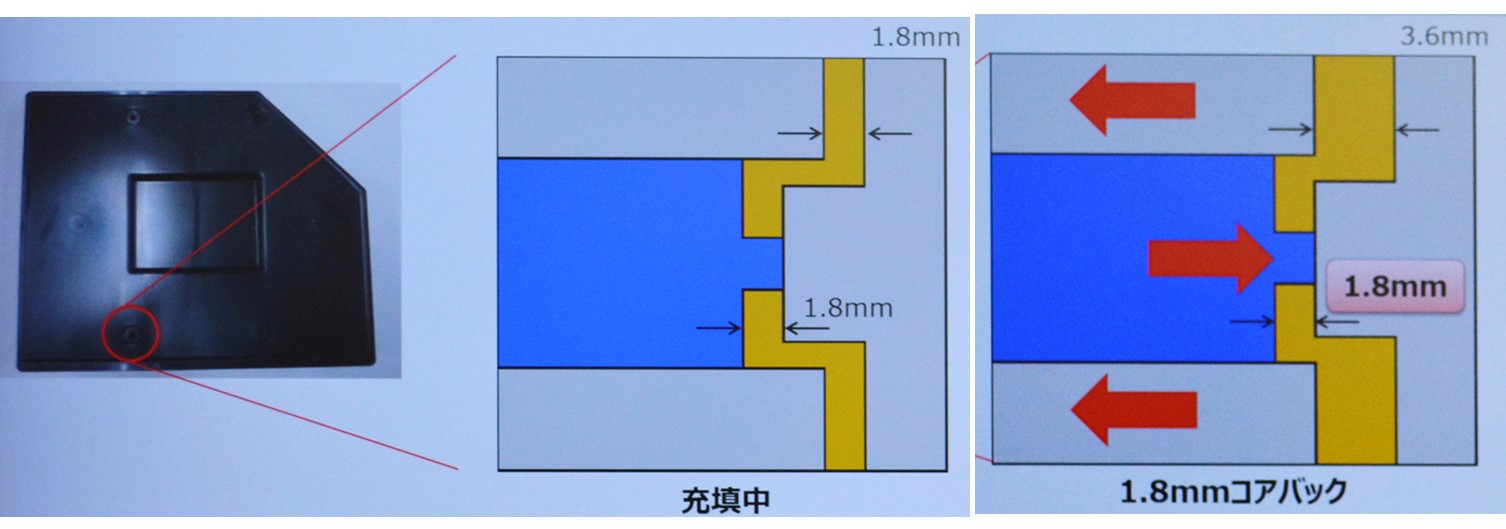
図8 東芝機械ブースの部分コアバックに関する説明の図
東洋機械金属は成形機のノズル部分に多孔質金属を用いて、超臨界二酸化炭素を導入して発泡させるプロセスを実演していた。計量工程では二酸化炭素の供給を止め、射出のタイミングで供給するとのことで、溶融樹脂にガスを溶解させてから気泡生成させるのではなく、樹脂流動中にガスを導入して直接気泡を巻き込ませるのであろう。
図9は後述の炭素繊維複合シートの活用を含めた軽量化の提案と物理発泡成形を説明したパネルである。
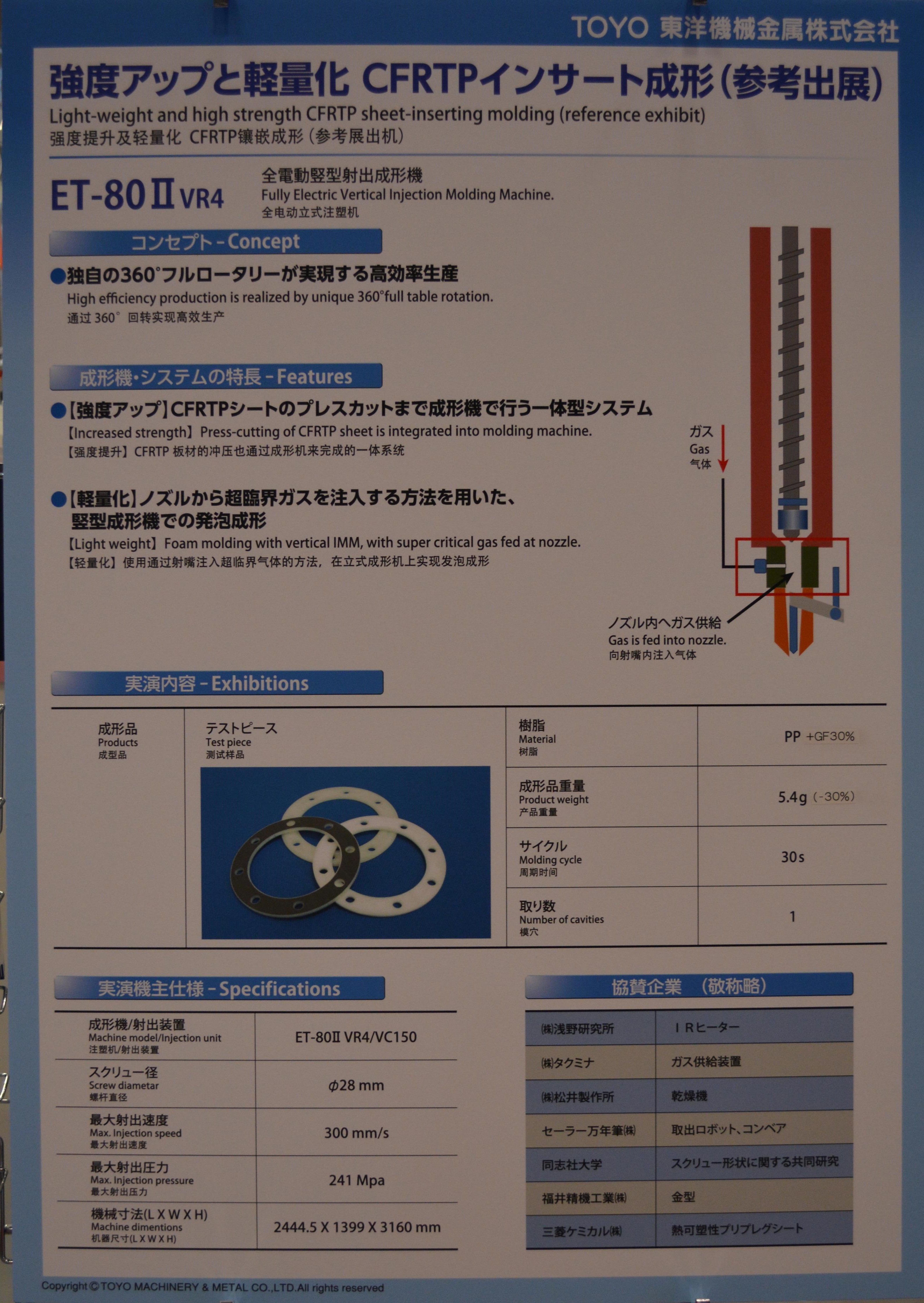
図9 東洋機械金属ブースの物理発泡成形+CFRTPインサート成形に関する説明パネル
U&Mプラスチックソリューションズ(以下U&M)は宇部興産機械と三菱重工プラスチックテクノロジーの射出成形機部門を事業統合した会社である。同社のブースでは、自動車のMuCellによるエンジンカバー(図10)、化学発泡によるドアトリムが展示されていた。

図10 U&Mブースに展示されていたMuCell+コアバックによるエンジンカバー
押出発泡では三葉製作所が超臨界二酸化炭素を用いた発泡電線被覆装置を展示していた。同社はクラウスマッファイの押出成形機の国内代理店でもあるが、本発泡成形機は完全に自社開発した装置である。図11に展示パネル、図12に装置の写真を示す。

図11 三葉製作所ブースの説明パネル
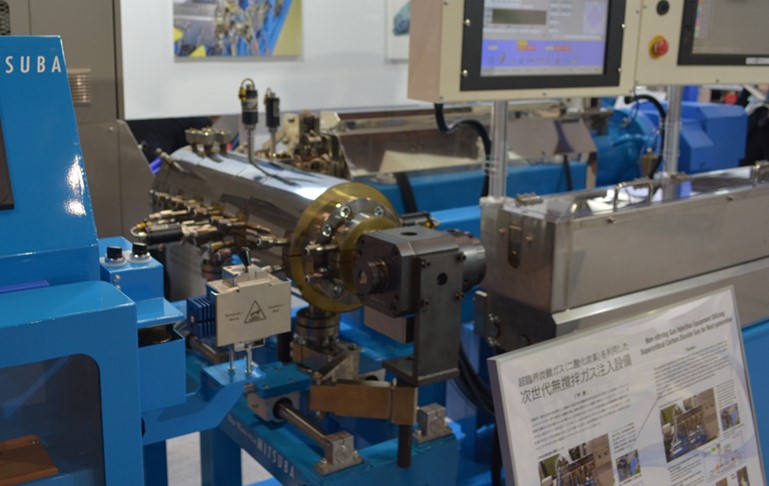
図12 三葉製作所の通信ケーブルの押出発泡被覆システム(超臨界二酸化炭素使用)
昭和電工ガスプロダクツとプラステコは発泡成形用の超臨界流体注入装置の展示を行っていた(プラステコは操作部分のみ)。
積水化成品はスーパーエンプラのビーズ発泡、熱可塑性エラストマーのビーズ発泡等の開発品を多数展示していた。図13は積水化成品のブース配布資料記載の開発製品の部分である。

図13 積水化成品の開発品(ブース配布資料より)
5.後付け式射出ユニットと多材成形
通常の成形機に乗せた金型に第二の射出ユニットを取り付けて多色成形やサンドイッチ成形を行うことは古くから行われているが、後付けユニットという「製品」が活発に使われるようになったのはMilacron(Moldmasters)がE-Multiを世に出してからである。今回は後付けユニットを用いた多色成形の実演が多かった。
日本製鋼所はJ100ADSに後付けユニットFLIP20を接続してエラストマーを用いた二色成形(スマホカバー)を実演していた。制御は別系統であるが、将来的には成形機の操作パネルで制御できるとのことである(図14)。

図14 日本製鋼所ブースで実演していた二色成形
左:新開発された後付けユニット、右:成形品サンプル
東芝機械は、前述のE-Multiを接続してPC/ABSとエラストマーの二色成形を行っていた。E-Multiの制御は成形機の操作パネルで行える(図15)。なお、この成形ではPETシートのインサートも行われており、PETシート表面にはUV硬化型の微細パターンが施されていた(図16)。

図15 東芝機械ブースで実演されていたインサート+二色成形
左:後付けの「E-Multi」、右:成形サンプル

図16 東芝機械ブースの微細転写に関するパネル
ファナックは三材成形で後付けユニットを2基用いた成形を実演していた(図17)。白色のPBTとLSRを成形で積層するとともに、PBT(黒)の部品を金型内で勘合して一体化した三材からなる部品(図18)の成形を実演していた。
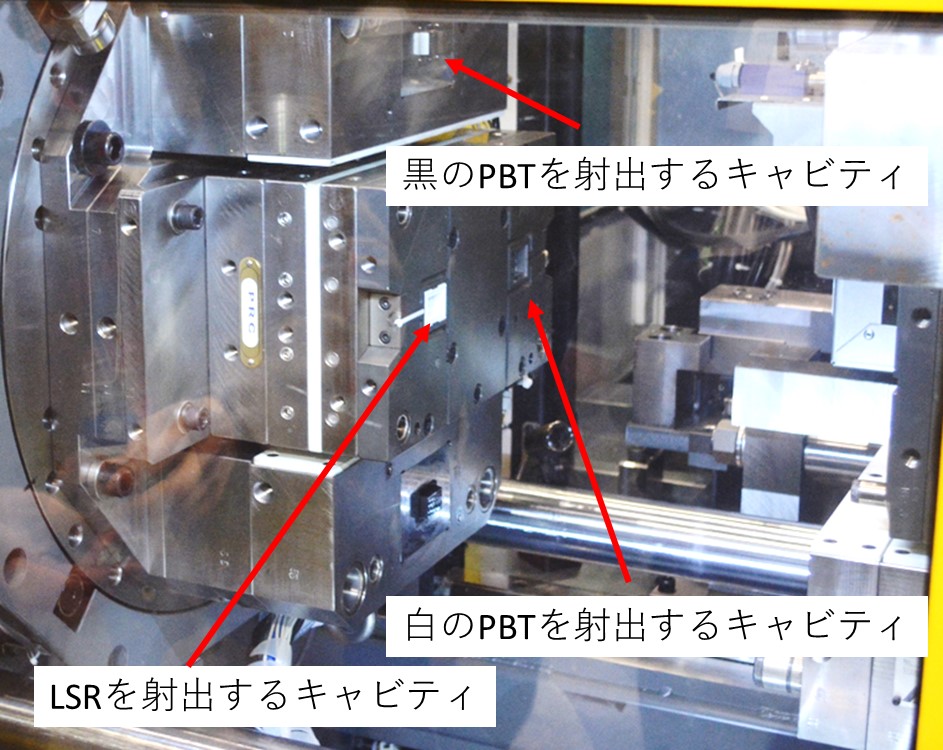
図17 ファナックブースにおける三材成形
白のPBTにLSRを積層し、黒のPBTとロボットで勘合させる
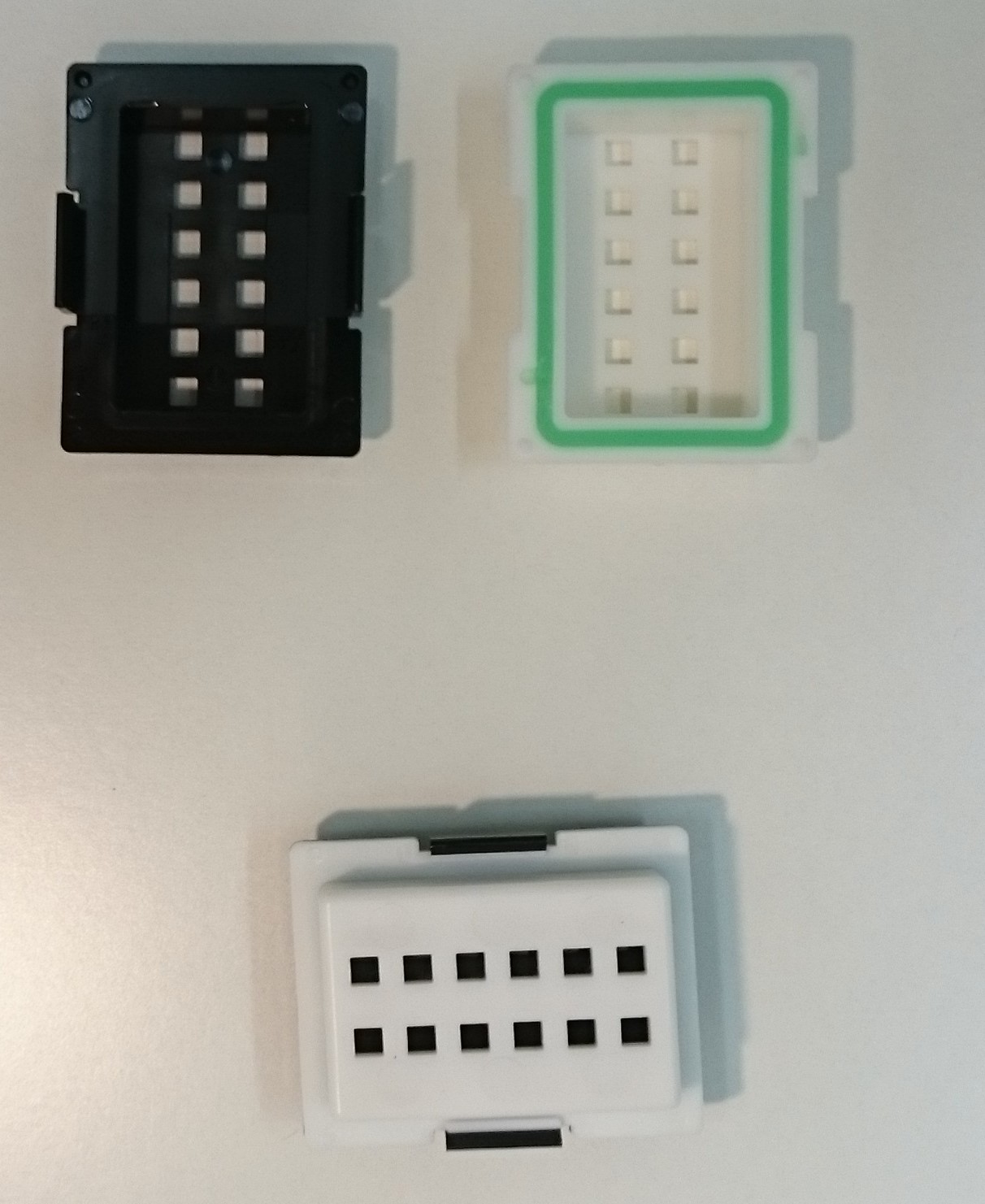
図18 ファナックブースで成形していた三材成形品(下)と勘合を開いた部品(上の左右)
ソディックは、後付けのユニットをL字に配置してPCとLSRの二色成形を行っていた(図19)。熱可塑用成形機に熱硬化用ユニットを後付けした構成になっていた。金型はPCを成形するキャビティとLSRを成形するキャビティで温度を変え、一次成形品(PC)をロボットで取って二次キャビティに運ぶ方法をとっていた。

図19 ソディックブースで実演されていた二色成形
左:PCの一次成形品、右:二色成形品
U&Mプラスチックソリューションズは、「プチ射出」のユニット2台を金属プレスの金型に取り付けることで、アルミ板のプレス賦形とインサート成形/アウトサート成形を一連の動作で実演していた。図20に装置の外観、図21に成形の途中段階のサンプル、図22に成形品の写真を示す。

図20 U&Mプラスチックスソリューションズのブースで
実演していた複合成形の装置

図21 U&Mブースに展示されていた複合成形の途中サンプル
①をプレスして②の形状に賦形し、プレス型内で黒と青の樹脂を射出する(③)

図22 U&Mブースで成形実演していたサンプル
住友重機械工業のブースでは、PCとLSRの二色成形を実演していた。LSR専用スクリューを搭載した二色成形機(SE75DU-CI)であり、金型温度は140℃で成形実演を行っていた。図23はブース配布資料の成形品紹介部分である。

図23 住友重機械工業ブースにおけるPC/LSR成形品