秋元技術士事務所 所長 秋元英郎
千葉県千葉市美浜区中瀬1-3 幕張テクノガーデンCB棟3F
2016年1月13~15日に東京ビッグサイトにおいて第8回オートモーティブワールドが開催された。オートモーティブワールドの来場登録者数は3日間で27,000人である。この数字は1人が複数日来場しても1人と数えている。最終日は特に来場者が多く、熱気があった(写真1)。昨年の東京モーターショーでは部品の展示が大幅に減っていたが、その分こちらにシフトしているのであろう。
写真1 混雑する会場風景(主催者より提供)
本レポートでは、クルマの軽量化技術展の中でも特にプラスチック技術に関係が深いものを中心に報告する。
自動車の樹脂部品を軽量化する目的で発泡成形、特にコアバック(キャビティ拡張)発泡成形が注目されている。しかしながら、材料や成形条件が不適切なために良品を得るための苦労がある。
宇部興産機械は不適切なコアバック条件で発生しやすい不良サンプル(粗大気泡、ボイド、中割れ)のカットサンプルを良品(均一微小気泡)サンプルと並べて展示していた(写真2)。
写真2 宇部興産機械ブースにおける発泡成形品の断面
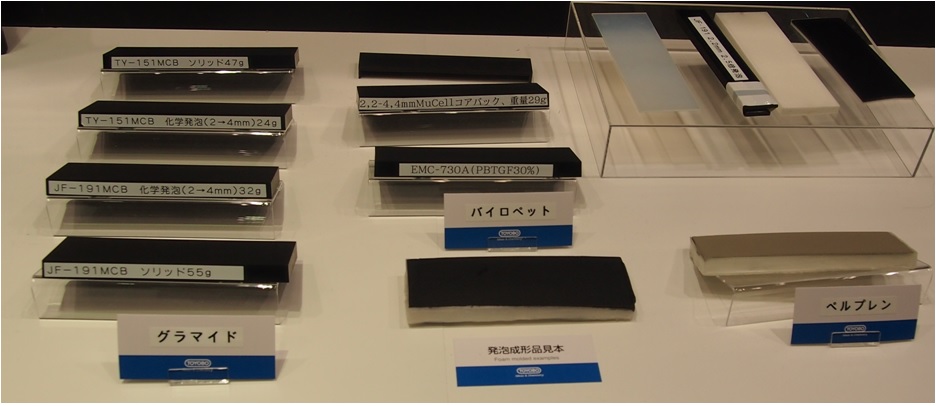
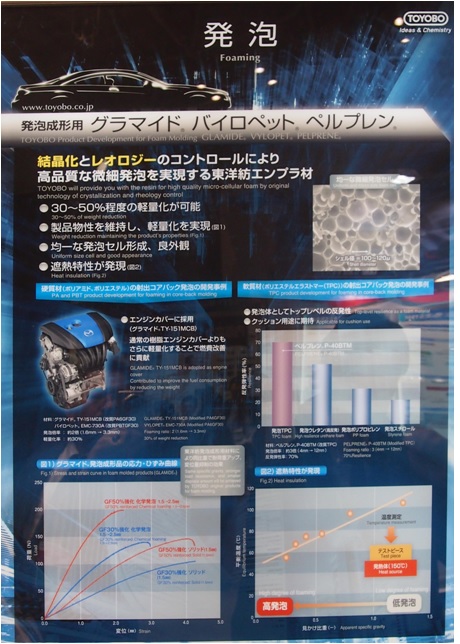
東洋紡はマツダスカイアクティブエンジンのエンジンカバー(ガラス入りPA6のコアバック発泡品)とソリッド成形品を並べて展示し(写真3)、来場者に重量を比較させていた。さらにグラマイド、バイロペット、ペルプレンの発泡カットサンプル(写真4)と説明パネル(写真5)を展示していた。発泡(特にコアバック発泡)に対する適性を付与するために結晶化とレオロジー特性を最適化している。
写真3 東洋紡ブースに展示されていたエンジンカバー
写真4 東洋紡ブースに展示されていた発泡成形品カットサンプル
写真5 東洋紡ブースの発泡技術の紹介パネル
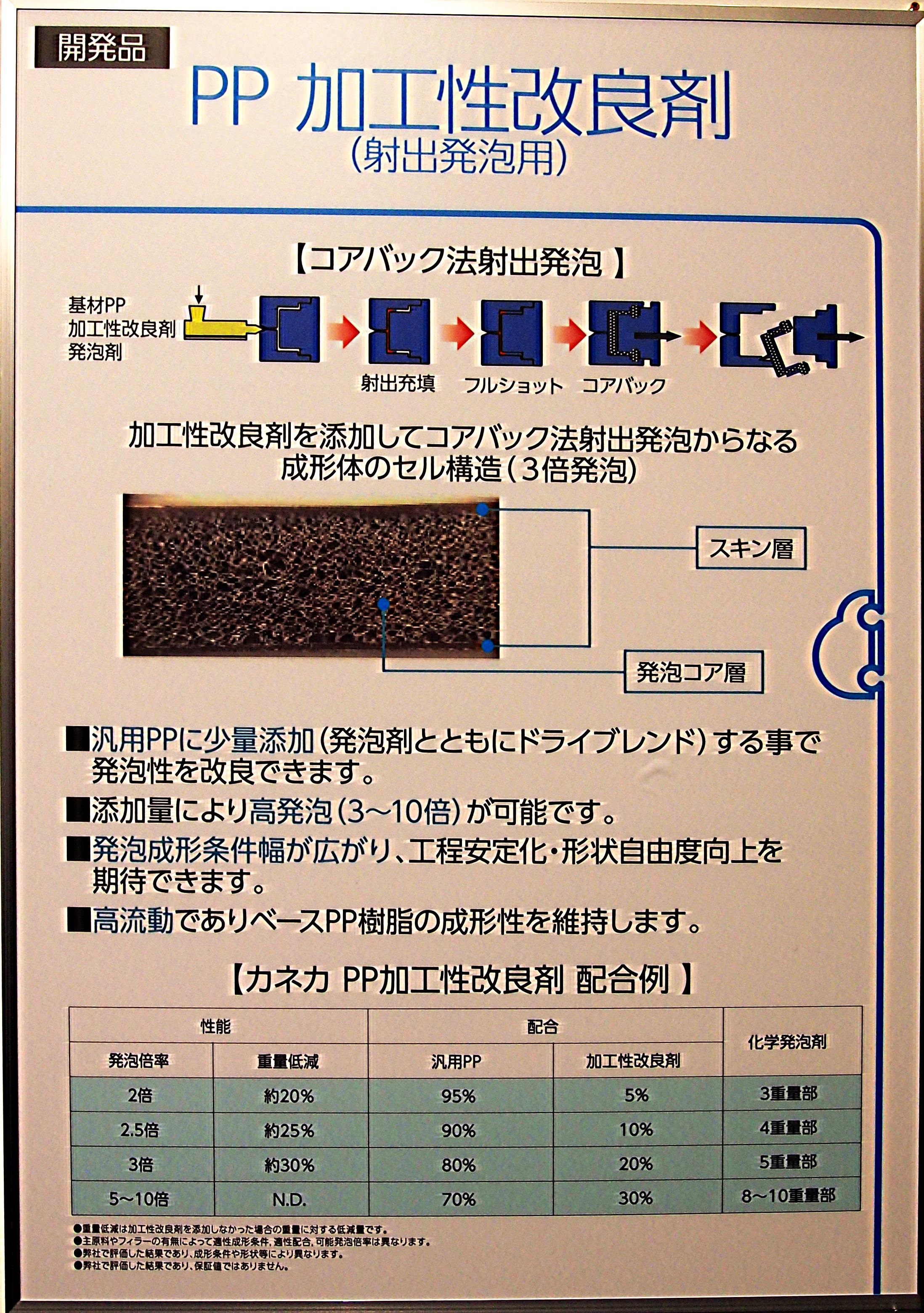
カネカはPPにコアバック発泡特性を付与する改質材の開発品についてパネル展示(写真6)とカットサンプル(写真7)を展示していた。高倍率にコアバックしても中心部が裂けないことと、特許情報から考えて、架橋構造を持たせたPPであろう。
写真6 カネカブースに掲示されていたPP用発泡特性改良剤の紹介パネル
写真7 カネカブースの発泡成形品カットサンプル
積水テクノ成型はコアバック発泡によりソリッドよりも35%軽量化された自動車のドアトリムを展示していた(写真8)。プレスリリースによると材料設計と表面のスワールマークを消す技術(おそらくカウンタープレッシャー+α)を用いて高発泡倍率と外観品質を両立させていると考えられる。
写真8 積水化学ブースに展示されていた積水テクノ成型によるコアバック発泡ドアトリム
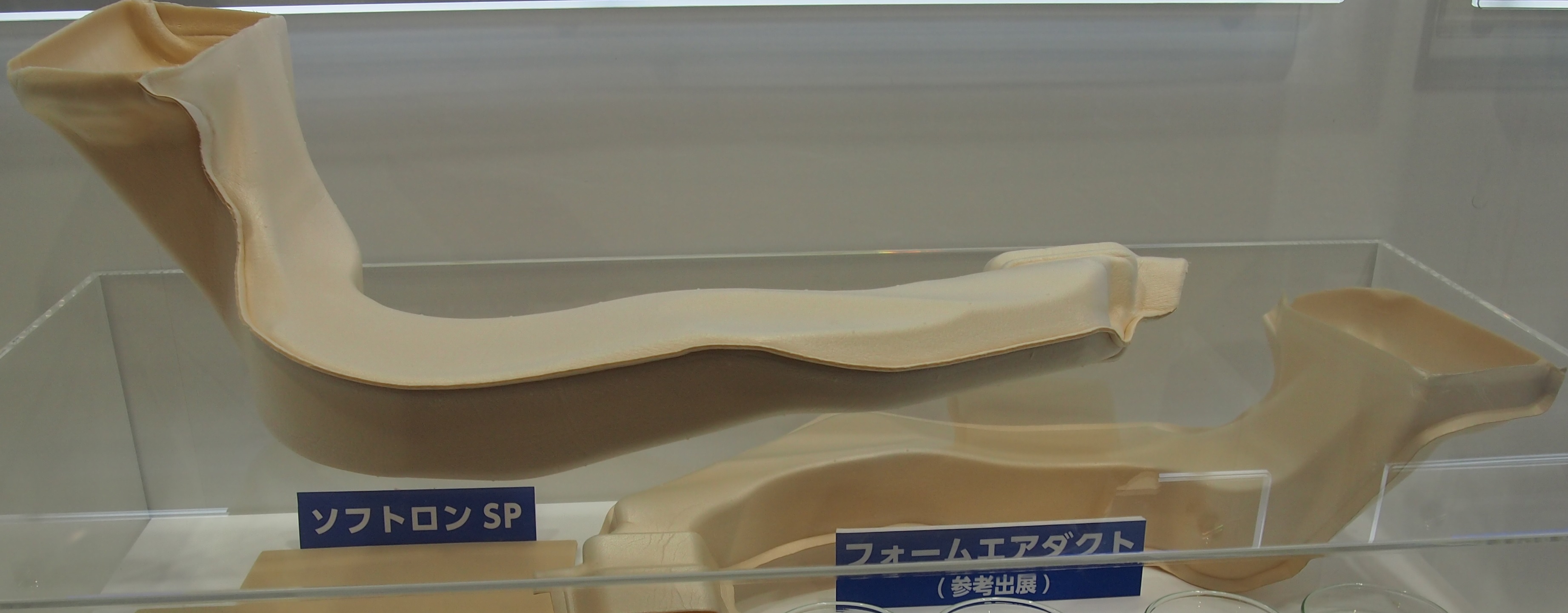
積水化学はPPの架橋押出発泡シート ソフトロンSPを真空性によって賦形してできたカーエアコン用ダクトを展示していた(写真9)。カーエアコン用ダクトは軽量性と断熱特性から発泡化が進んでおり、射出発泡、ブロー発泡などのアプローチでも実用化されている分野である。
写真9 積水化学ブースに展示されていた押出押出発泡PPを用いたダクトのサンプル
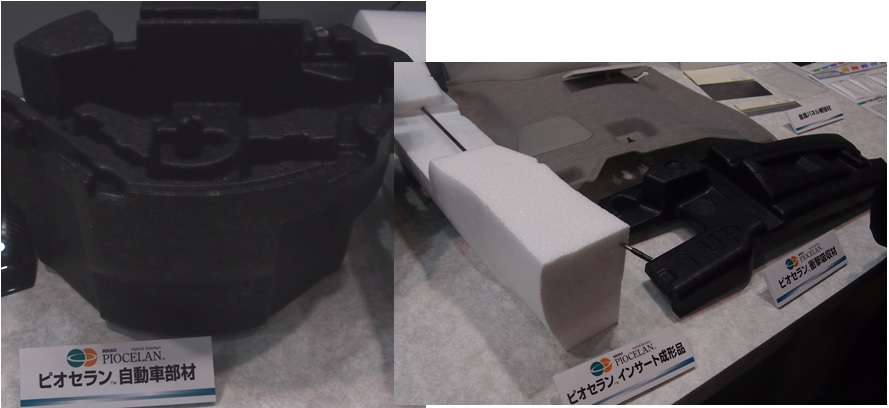
積水化成品はポリオレフィン(PO)とポリスチレン(PS)の複合ビーズ ピオセランを展示していた。この材料は粒子の中心部にPSを配置、粒子の外周近傍にPOを多く配置する傾斜材料として剛性と耐衝撃性を両立させた。説明パネルを写真10、成形サンプルを写真11に示した。
写真10 積水化成品のPS/PP複合ビーズの紹介パネル
写真11 積水化成品ブースに展示されたPS/PP複合ビーズ発泡成形品
JSPはストロー状のポリプロピレンビーズ PEPPを展示していた(写真12)。空洞部分ができることで空気が通り吸音性を示すとのこと。
写真12 JSPのストロー構造のビーズ
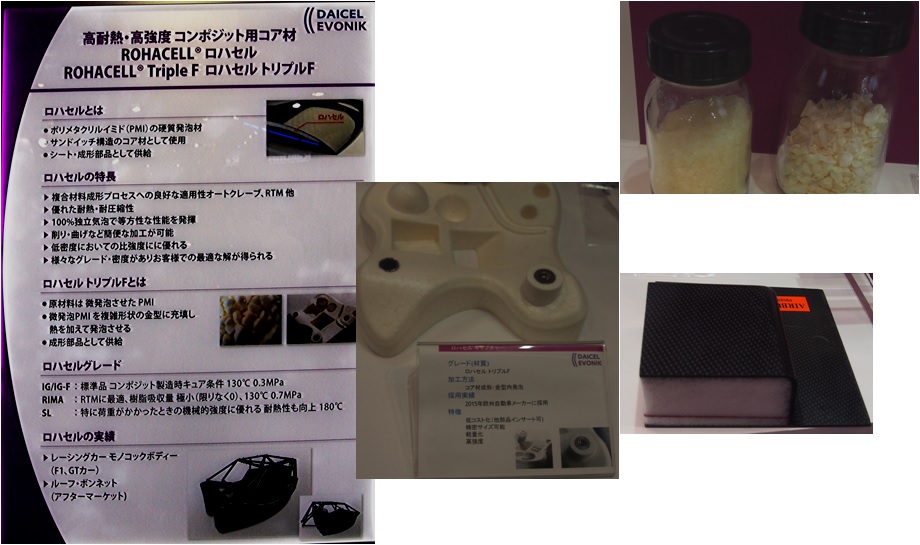
ダイセルエボニックはポリメタクリルイミド(PMI)のビーズ ロハセルを展示していた。耐熱性、耐圧縮性に優れ、サンドイッチ構造のコアとして使う事を提案していた(写真13)。
写真13 ダイセルエボニックのポリメタクリルイミドの発泡ビーズと応用品
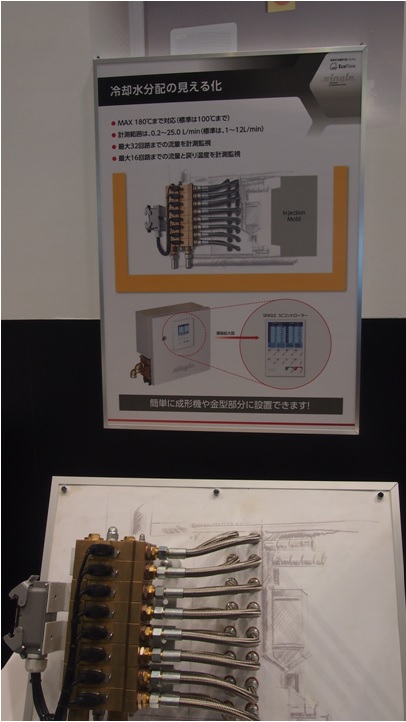
アイオー・エムブースにはSingleの熱水型ヒート&クール(ATT技術)用温調装置とバルブユニットが展示されていた。Singleの特長は熱水の温度が200℃まで上げられることと、バルブ切替の際に熱水タンクに冷水が混入して媒体温度が下がる事を防止するバルブユニットの構造にある。媒体の分岐は金型近傍で行い、各流路の媒体温度と流量を制御している。写真14に説明パネル(上)と媒体分岐ユニット(下)を示した。パネル中には冷却水分配と書かれていたが、200℃の熱水にも対応可能である。
写真14 アイオー・エムブースに展示されていた加熱冷却媒体の分岐ユニット
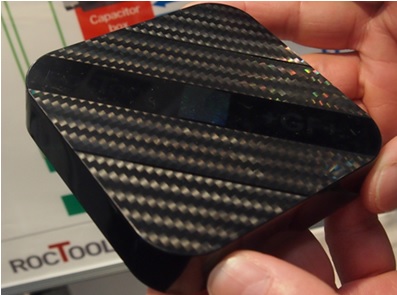
ロックツールは浅野ブース内で展示しており、炭素繊維複合材料への電磁誘導型ヒート&クール技術(3iTech)を活用したサンプルを多く展示していた(写真15)。他に、微細射出発泡成形(MuCell)との組合せサンプル(写真16)、ホログラム転写のサンプル(写真17)を展示していた。
写真15 浅野ブース内のロックツールのコーナーに展示されていた電磁誘導加熱を用いた炭素繊維強化材料の成形品
写真16 微細射出発泡成形(MuCell)と電磁誘導加熱の併用サンプル
左:誘導加熱面であり、微細なテクスチャーが施されている、右:誘導加熱無し(スワールマークが見える)
写真17 電磁誘導加熱による金型転写性向上を利用したホログラム
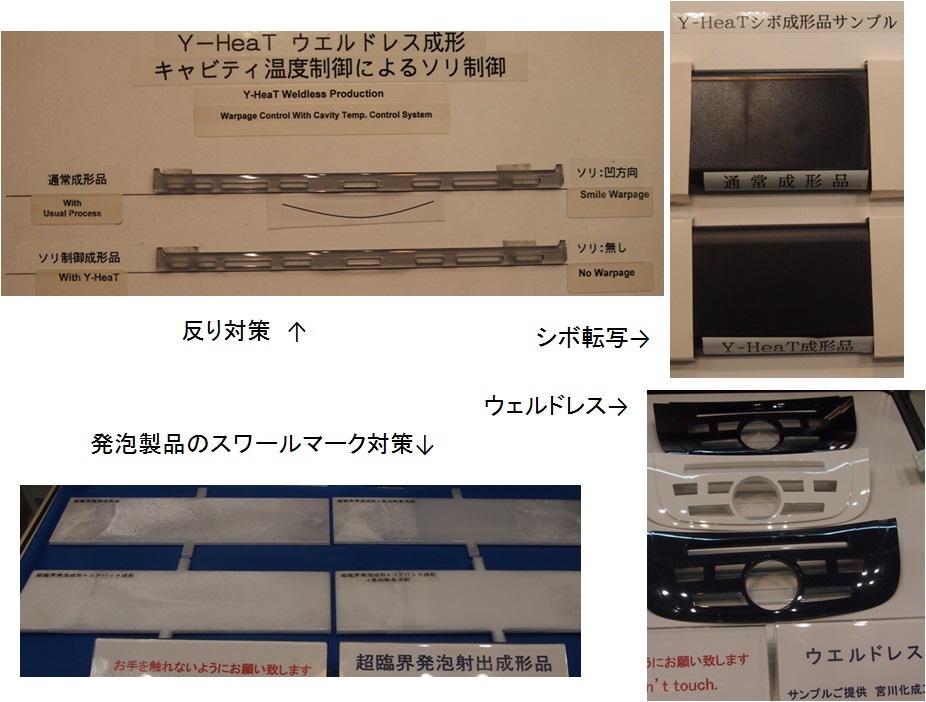
山下電気のブースには、細線ヒーターを使ったヒート&クール技術(Y-HeaT)の金型の見本、キャビティ温度の赤外線カメラによる測定の実演、ソリ対策やシボ転写の効果を説明するサンプル、微細射出発泡成形(MuCell)との組合せによるスワールマーク解消のサンプルが展示されていた。写真18に代表的な展示サンプルを示す。
写真18 山下電気ブースに展示されていたヒーター式ヒート&クール技術(Y-HeaT)の応用サンプル
ジュンコーポレーションのブースにもヒート&クール成形によるウェルドレスサンプルが展示されていた。
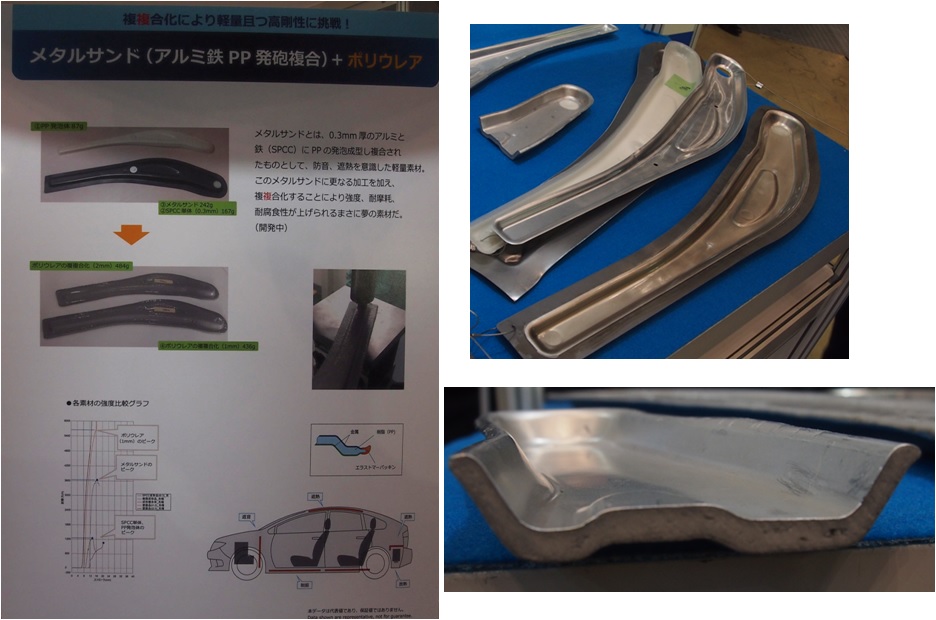
大成プラスは鉄のプレス品とアルミのプレス品を金型にインサートして発泡PPを間に射出して接合させたサンプル(メタルサンド技術)を展示していた(写真19)。
写真19 大成プラスブースに展示されていた鉄/発泡PP/アルミのインサート成形接合部品サンプル
山下電気のブースではメックの金属/プラスチック接合技術にY-HeaTを組合せたサンプルを展示していた(写真20)。インサートする金属部品(表面に微細な孔を形成している)を金型内で加熱することで細孔に溶融樹脂が浸入しやすくなり、接合強度を高めることが狙いである。
写真20 山下電気ブースに展示されていた、Y-HeaTを活用した金属と樹脂の接合サンプル
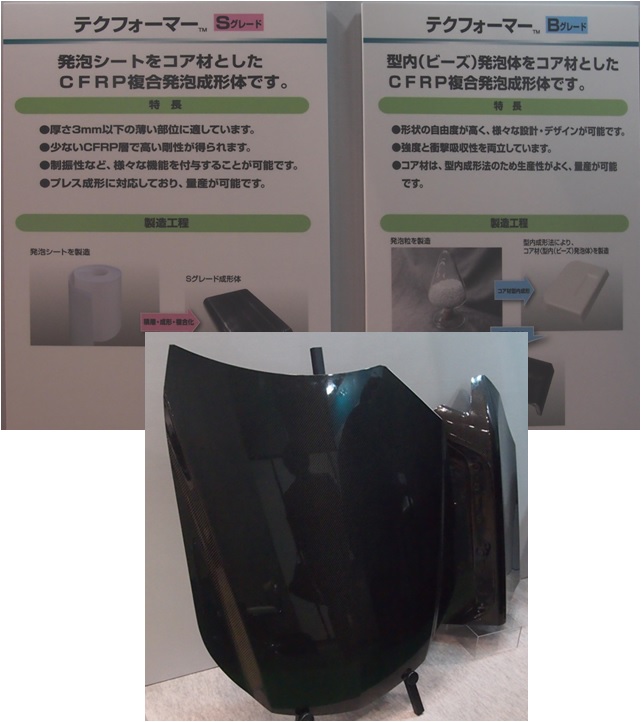
積水化成品は炭素繊維複合材料シートと発泡体の複合品(発泡シートとの複合及びビーズ発泡との複合)を展示していた(写真21)
写真21 積水化成品による炭素繊維複合シートと発泡体との複合品
帝人は炭素繊維強化熱可塑性樹脂(Sereebo)を用いた自動車の構造部材(写真22)と炭素繊維強化熱硬化性樹脂(TENAX)を用いた自動車の構造部材(写真23)を展示していた。
写真22 帝人の炭素繊維強化熱可塑性樹脂のパネルと自動車構造部材
写真23 帝人の炭素繊維強化熱硬化性樹脂のパネルと自動車構造部材
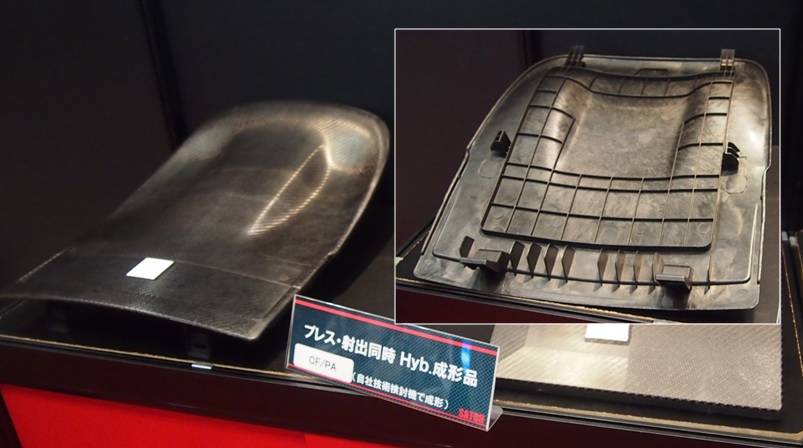
佐藤鉄工所は炭素繊維複合熱可塑性樹脂シートの加熱プレスと熱可塑性樹脂の射出を組合せたハイブリッド成形用の装置の説明パネルと成形品(写真24)を展示していた。
写真24 佐藤鉄工所のブースに展示されていたプレス・射出同時ハイブリッド成形品の表と裏
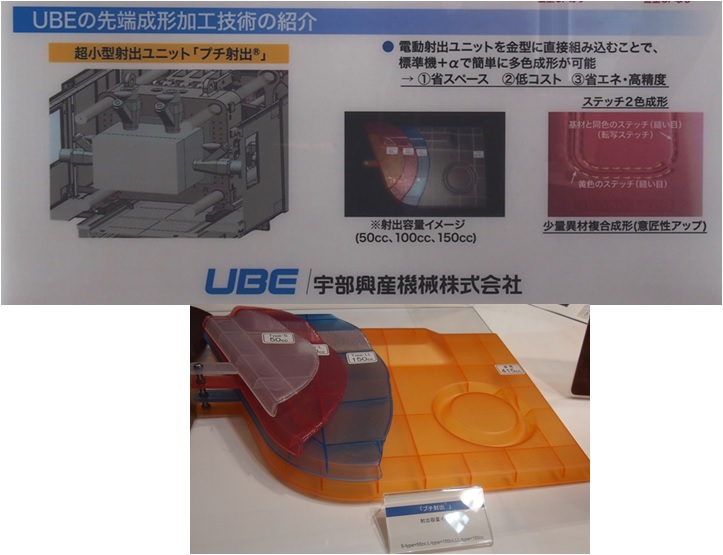
宇部興産機械は射出成形機の金型に取り付ける小型射出ユニット(プチ射出)のパネルを掲示し、射出容量イメージのサンプルを展示していた(写真25)。
写真25 宇部興産機械の小型射出ユニット
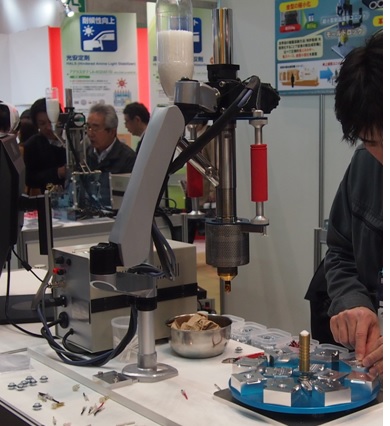
センチュリーイノヴェーションは手動でプランジャーを押し下げて射出するタイプの小型射出成形機を展示実演していた(写真26)。封止やアッセンブリー用途に可能性がある。
写真26 センチュリーイノヴェーションの手動小型射出成形機
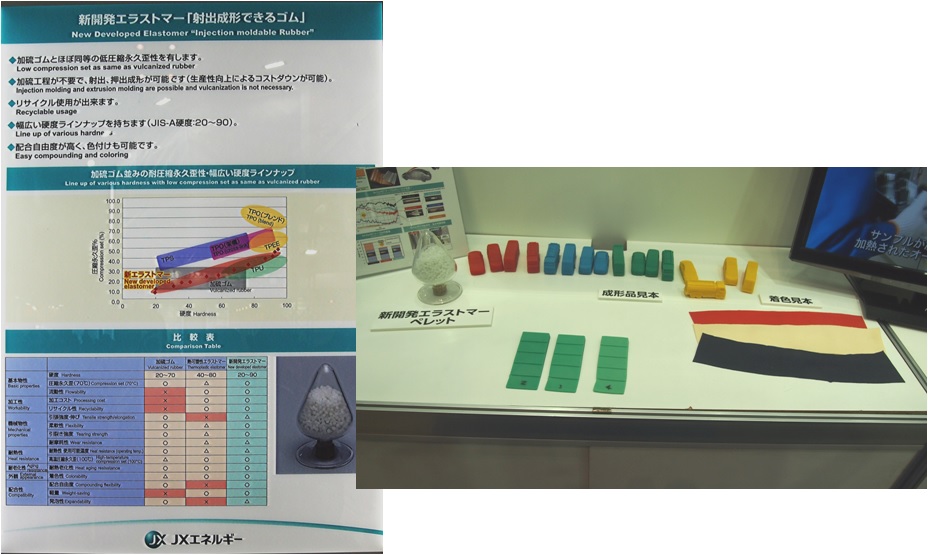
JXエネルギーは新しいオレフィン系熱可塑性エラストマーを展示していた(写真27)。本展示会が初出展とのことで、今後の開発をウォッチしていきたい。
写真27 JXエネルギーが展示していた新しいエラストマー
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}