3Dプリンター導入その後
藤川勝也(ものづくりマイスター)
1.はじめに
ちょうど1年前、弊社に導入した3Dプリンターについて、 プラスチック射出成形加工を一筋30年の町工場が3Dプリンターを導入した理由とそれによってどのような変化が起きたのかということをお話しさせて頂いた。
導入してから4年、当初はとにかく使ってみたくて手当たり次第に造形していた3Dプリンターではあるが、万能だと思って熱狂的に崇拝していた3Dプリンターも、時間の経過とともに世間も私自身も熱が醒め、安価でも綺麗に造形できる3Dプリンターもたくさん出回って問い合わせも激減して自ずと使用の頻度も少なくなっていったが、ここにきて再び稼働している時間が増えてきた。それはなぜか?
そんな話を少し語ってみたい。
当社が購入した3DプリンターはFDMタイプというオーソドックスな3Dプリンターではあるが、ハイエンドと呼ばれる3Dプリンターだけあって精度が高く、しかも熱可塑性樹脂の耐衝撃性で耐熱性があるポリカーボネート樹脂を使って造形できるということから、4年経った今でも射出成形屋が使うには正しい選択だったと自負している。
2.成形屋としての藤川樹脂
さて、3Dプリンターのお話の前に、まずは弊社の業務についてお伝えしなければならいない。
弊社は繰り返し申し上げているように射出成形加工が中心である。高度成長時代には花形産業であったこの業界も、今では待っているだけでは仕事は来ず、仕事を取りに行くために営業を行っても利益率の低い案件しか取れず、それなら取りに行く営業をやめて来てもらう営業に切り替えようと積極的にSNSで発信し続けて工場見学を呼びかけた。
その結果、弊社に興味を持ってくださる方が増え、そして多くの方が実際に工場に足を運んで来て下さった。来ていただくと必ずなんらかのアドバイスを残していって頂ける。 3Dプリンターの導入も頂いたアドバイスがきっかけとなった。
3.プラスチック成形業界における問題点
自動車や家電などの大手のメーカーでは一気通貫のものづくりが当たり前となっているが、一般的にプラスチック製品を作るには、デザインはデザイン事務所に、設計は設計事務所に、試作はモックアップ屋さんに、金型は金型屋で製造、量産は成形屋と、すべて個別に対応してその都度打ち合わせする(図1)。
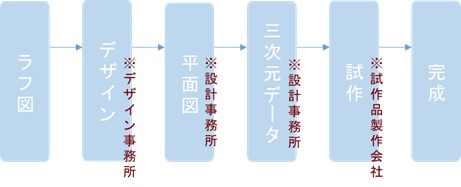
図1 従来型の設計から製品完成までの流れ
開発の担当者はプラスチックに対する知識がないことも多く、完成した金型を使ってトライした成形品に対して正しいジャッジができず、不具合が起きても金型が原因なのか成形が問題なのかも判断できないことも多い。
金型屋は成形が原因といい、成形屋は金型の不具合とやり返してたらい回しとなり、最悪な事態になるとそこから前に進めることが出来ずそのまま廃型となってしまうことすらある。
4.藤川樹脂の戦略と強み
藤川樹脂では、社内のデザイン担当者、品質の担当者、成形を熟知した担当者でデザインから試作までを行い、金型発注の手配も責任を持って行う一貫で感性まで導く体制を整えているので、お客様は商品が完成するまで安心して我々にお任せいただけるということが我々の強みとなっている。
ここで、マジカルハートとは藤川樹脂のデジタルサービスの名称であり、VRはヴァーチャルリアリティのことである(図2)。
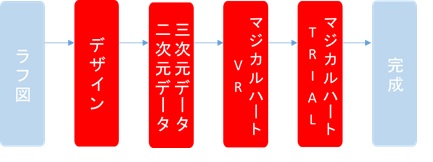
図2 藤川樹脂の取組み
5.事例
あるクライアント様から、次亜塩素水を噴霧するための霧化器を作りたいとのご相談を頂いた。
人の多い場所に設置して霧化した次亜塩素水を吹き出し続けるもので、なるべくシンプルでありながらデザイン性が高く、しかも霧を空間の隅々まで拡散するために吹き出し能力がひつようを高めたいという条件であった。条件をまとめると次のようになる。
シンプルであること
スタイリッシュであること
霧を遠く広く拡散できること
次亜塩素水を注入する手間を省くためにタンクは大型
次亜塩素水を3μの粒子で安定的に噴霧するために高さは1m
注水と霧の吹き出し口は天面に集約
5.1 初期の構想
これらの条件を満たすために、我々は上部のユニットを図3のような形状でデザインして、開発を進めることにした。
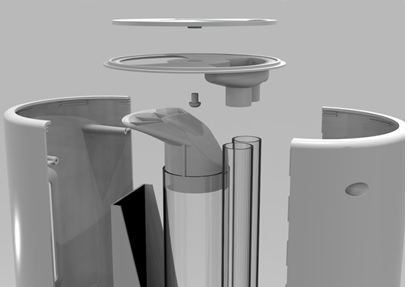
図3 最初の構想
部品としては前カバー、後カバー、ノズル上部、ノズル下部、注入口、トップカバー、トップカバー止めピンの7点の成形品と、トップカバーをベースとしてアルミの板を表側に貼り付けることで金属調の質感をプラスした。
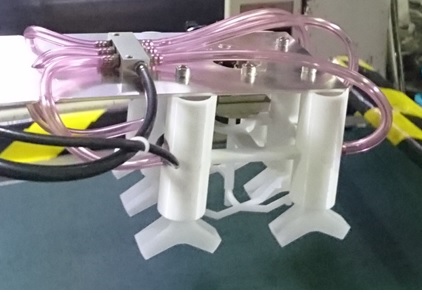
そして実際にノズル部分を3Dプリンターで造形して、霧の吹き出しテストを行ったのが下の写真1である。

写真1 初期の試作品による試験のようす
5.2 課題
まずはこの状態で一晩噴霧し続けて様子を見たが、失敗であった。
霧の吹き出す角度が低すぎて霧が広がらず落下して、床が濡れてしまうことと、吹き出した霧が渦を起こして本体の操作部分が濡れてしまい漏電が起きる危険性があった。
5.3 改良
その結果を受けてすぐさまノズルの形状をデザインし直して、吹き出し口の形状変更を霧が勢い良く上向きに飛ぶ形状に変更して3Dプリンターで造形し、その日のうちに造形を終えた吹き出し口で再度一晩動作させて試験を行った。(写真2)

写真2 3Dプリンターを用いた改良試作品の試験のようす
翌日確認したところ今度は床面に水は溜まっておらず、操作部分の水滴も確認できなかったところからノズルの形状は確定となった。
5.3 更なる課題
ところが今度は、クライアント様から金型の費用をコストダウンしてほしいとの要望があり、再度デザインをし直す必要が出て来た。
検討した結果、注入口とノズルを一体化して、トップカバーのベースとなる樹脂部分は省きアルミ材は防錆を考慮して1mmのステンレスに変更してプレス抜きとすることとした(図4)。
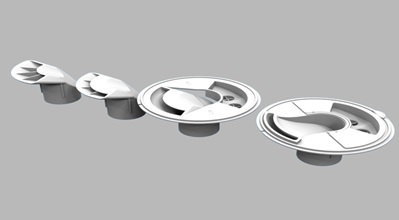
図4 部品点数削減検討における吹き出し口の形状例
5.4 二度目の改良
再度3Dプリンターで造形を行って試作品を確認、パソコン画面のCGでは気がつかなかった注入口とノズルのつなぎ目部分の隙間から次亜塩素水を注入の際に漏れが生じる可能性があることがわかった。
つなぎ目の壁面を埋めて再度3Dプリンターで造形を行なったところ、壁面を埋めたことでくぼみ部分ができて、注水の際にこぼれた水がくぼみ部分に溜まってしまう恐れがあるとわかったた。
次にくぼみの壁面を無くしてこぼれた次亜塩素水はスロープを伝って注入口に流れ込むデザインを作り直して、最終的には図5のような形に収まった。
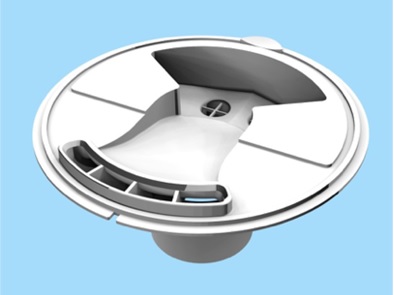
図5 最終的な吹き出し口の形状
ノズル部分と注入口を一体化して、しかもノズル部分は空洞となってアンダーカット部分が発生するので半分に割り、一つの金型で複数の部品を多数個取り出来るようにパーティングラインに工夫を凝らす必要があったため、デザインを修正して3Dプリンターで造形した。その際には抜き勾配やヒケを配慮して肉厚を調整して、それらを盛り込んだ形状で再度最終モックアップとして造型を行い、他の部品と組み付けて不具合の確認も行った。
後日出来上がった金型はすべて予想通りで、リブやボスが影響するヒケの問題もなく、勘合部分も予定通りの寸法で組み付けにも何の修正も必要なく、トライ直後に量産を行って納期に間に合わせることができた。
6.確認された3Dプリンター活用の効果
このように弊社では、開発段階では3Dプリンターによって何度も試作を行うので費用は発生するが、結果的に金型完成後の修正が必要なく、修正による泥沼で完成までの日数もコストも読めないことから発生する余分なコストを抑えることが出来るのである。
また、このように成形品の実機と変わらぬ形でテストを行う場合などは温度による膨張や収縮の加減や耐熱性や強度、それに靭性などの挙動も含めて熱可塑性樹脂の性質が必要となることが多い。
射出成形屋がこの3Dプリンターを選んだ理由はここにある。