
展示会レポート TCT Japan 2019
秋元英郎
秋元技術士事務所
はじめに
TCT Japanは3Dプリンター展を前身とする展示会で、2019年1月30日~2月1日にかけて東京ビッグサイトで開催された。
昨年までの3Dプリンティング展は㈱JTBコミュニケーションデザインの主催であったが、今回からRapid News Publications Ltd.との共催となり、3DプリンティングやAdditive Manufacturingを周辺技術や産業を含めて包括的に捉えて、国内外への発信と商談の場を目指し、TCT Japanとして開催されることになった。
本レポートでは、3Dプリンターによる金属造形技術を中心に紹介する。
三菱商事テクノス
同社は金属3Dプリンターをプラスチック射出成形用金型づくりに用いることで生産効率が向上することを訴えている。展示パネル(写真1)には、三次元冷却配管(写真2)と多孔質金属部品(写真3)を用いたエアベントにより、成形サイクルが大幅に短縮できた例が紹介されていた。

写真1 三菱商事テクノスの技術紹介パネル

写真2 冷却スプルー(左)と三次元配管の模型(右)
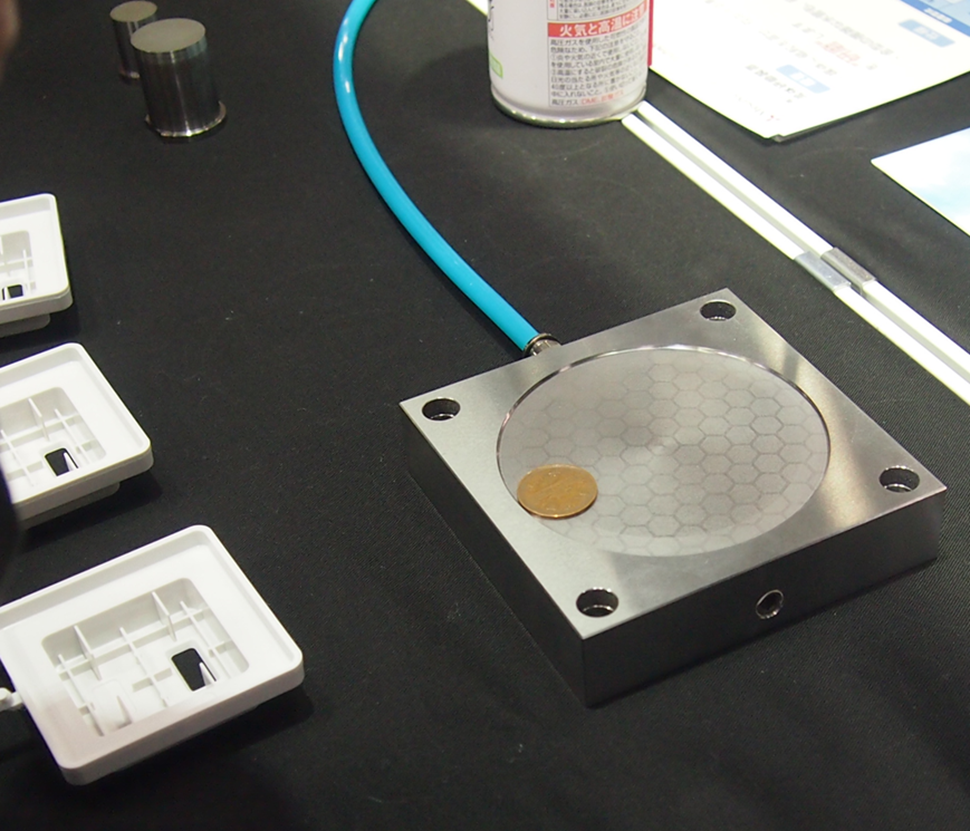
写真3 通気性部品のデモのようす(10円硬貨が浮上する)
太陽日酸
同社は出資先であるOptomec製Laser Metal Deposition方式(溶射タイプ)の3Dプリンターを販売している。この装置(写真4)はノズルが4本あり、それぞれのノズルから出す材料を変えられるので、傾斜材料も造形可能である。また、造形速度が速いこと、破損した金属製品に肉盛りする場合に向いている。写真5,6に展示されていたサンプルを示す。

写真4 Optomecのノズル部分

写真5 Optomecを用いた造形品
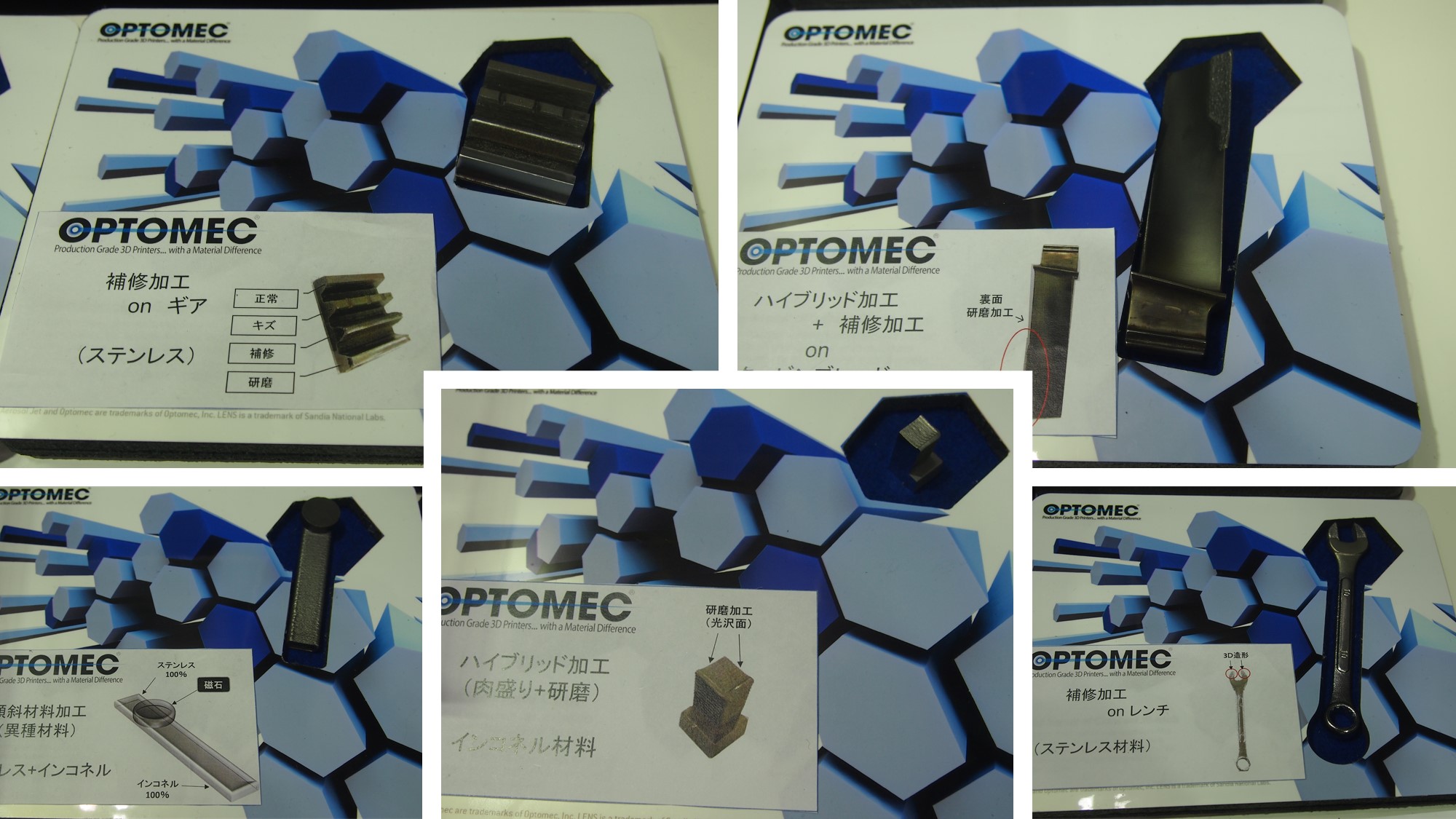
写真6 ハイブリッド造形サンプル
ヘガネスジャパン
ヘガネスは元々金属粉末の専業メーカーであり、受託造形でも全世界で20万点の実績を持っている。
使用している造形方式はバインダージェット方式(金属粉末のベッドにバインダーをインクジェットすることによって造形し、最後に焼結する)であり、大きな製品には向かないものの、表面平滑性が高い点に特長がある。写真7に展示されていたサンプルを示す。

写真7 ヘガネスジャパンの展示サンプル
島津製作所/大阪大学
両社の共同開発である、高輝度青色半導体レーザーを用いた溶接装置が展示されていた。写真8に説明パネルと造形サンプルを示す。100nmに集光して造形する。銅の造形に向いており、銅のサンプルが展示されていた。

写真8 島津製作所と大阪大学の展示
NTTデータエンジニアリング
同社はEOSの代理店であり、EOSの装置を用いた数多くのアプリケーション例を紹介していた。
アウディの熱間プレス金型(写真9)は改良されたソフトにより20度まで寝かせても表面がザラザラにならない。
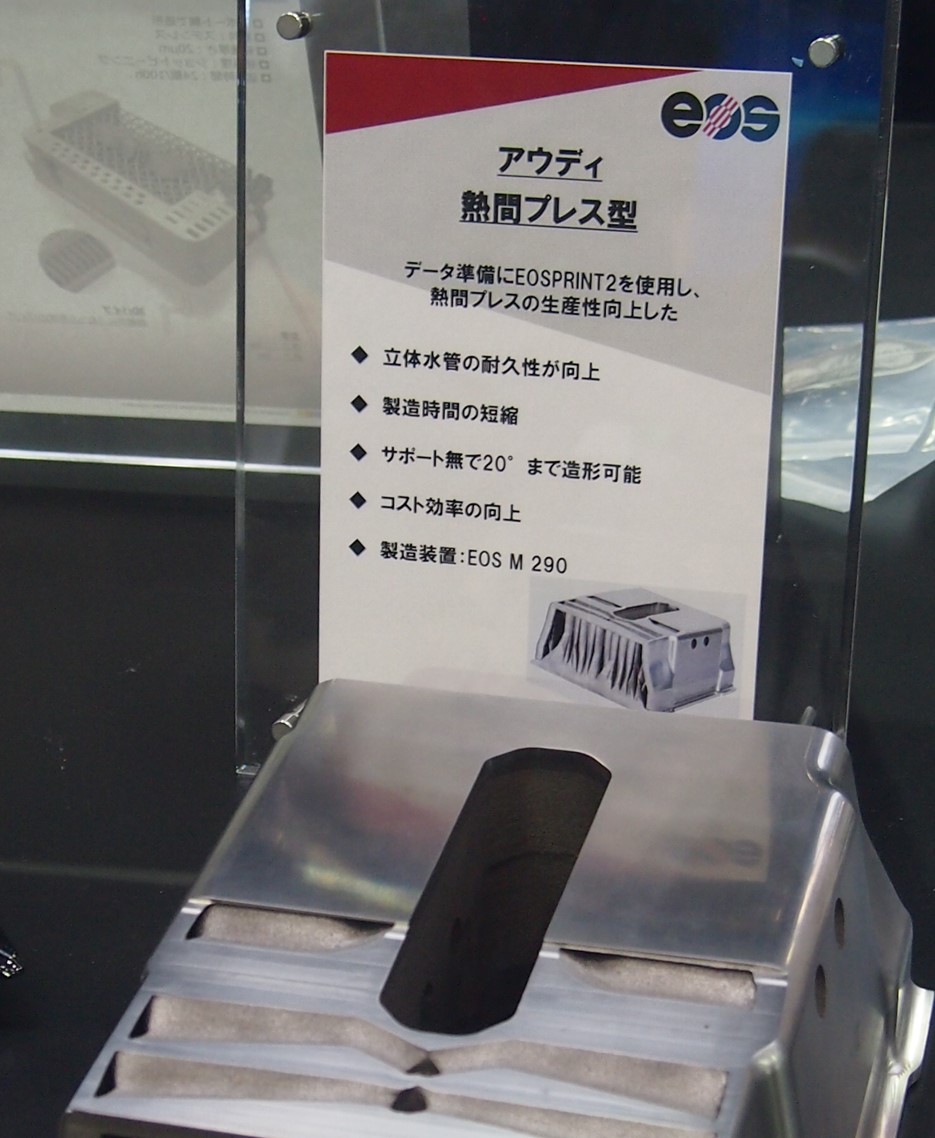
写真9 熱間プレス型の見本サンプル
写真10は人工衛星のインジェクションヘッドである。金属造形により、元々は248部品必要であったが、それが1部品になった。

写真10 部品点数が大幅に削減されたインジェクションヘッド
樹脂系の造形では、ダイムラーグループのEvoBus社によるのオンデマンドスペアパーツの取り組みが紹介されていた(写真11)。部品の表面シボまで造形されている。
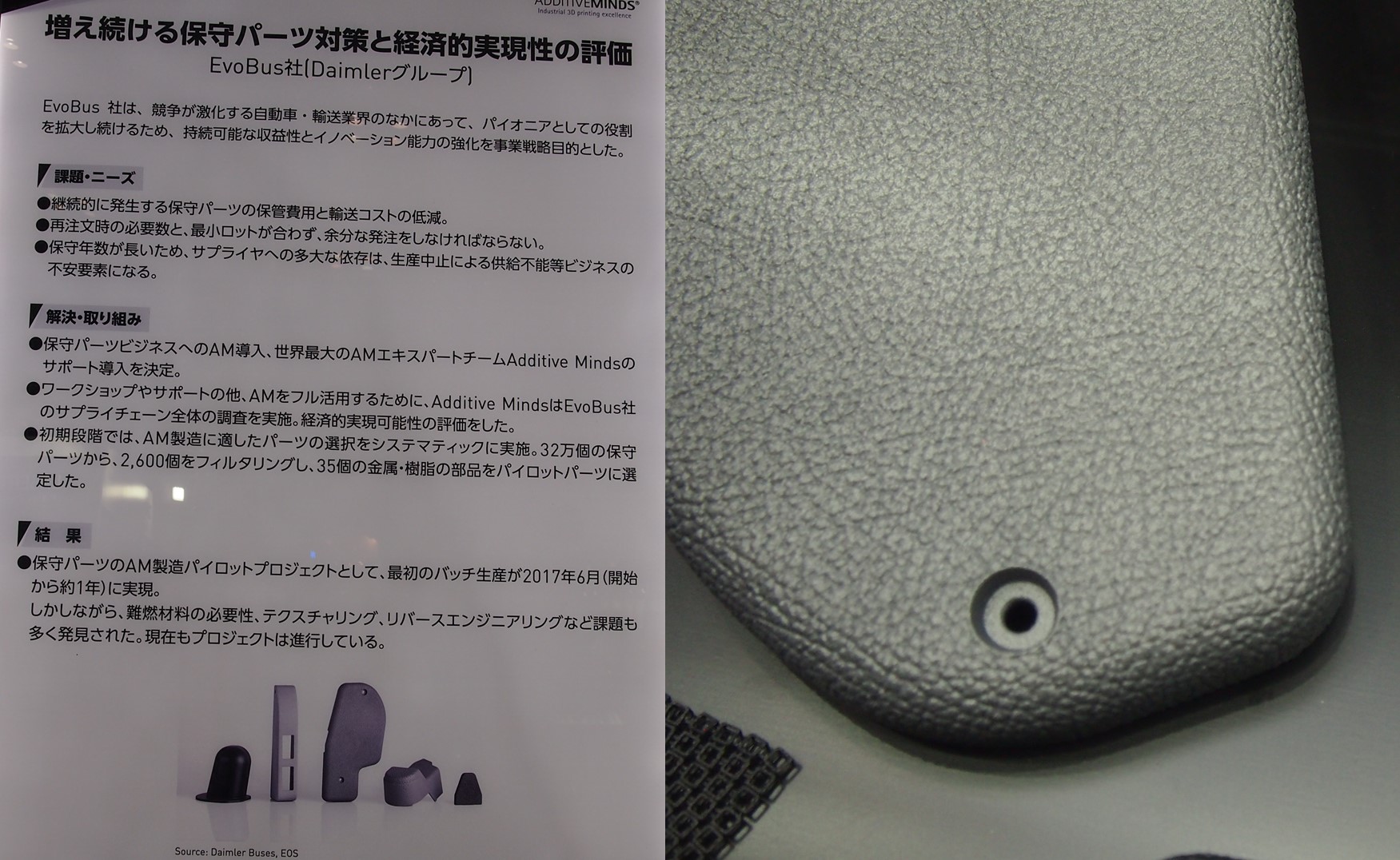
写真11 3Dプリンターを用いたスペアパーツ
また、200個限定で生産され、税込み45万円で販売されたイヤホンfinal audio design LAB IIの開発プロセスモデルも展示されていた(写真12)。

写真12 金属3Dプリンターで造形されたイヤホンの開発プロセスモデル
ニコン
工場以外でも使える金属3Dプリンターというコンセプトで、レーザーユニット、レンズを小型化して、エレベーターに乗せられるサイズの金属3Dプリンターを実現した。価格も3000万円程度とのことである。造形のみならず、研磨や溶接も可能なので、造形と表面研磨を並行して行って表面平滑度の高い造形品が得られる。写真13に本体と造形品を示す。

写真13 ニコンの小型3Dプリンターと造形品
SWANY
ストラタシスのブースで、3Dプリンターで造形した樹脂型(デジタルモールド)を使用してエラストマーの射出成形を実演していた(写真14)。型の造形時間は2時間程度で100ショット以上の耐久性があるとのこと。今後期待される分野はブロー成形用の型や、電線カバー用途(写真15)の射出成形型である。
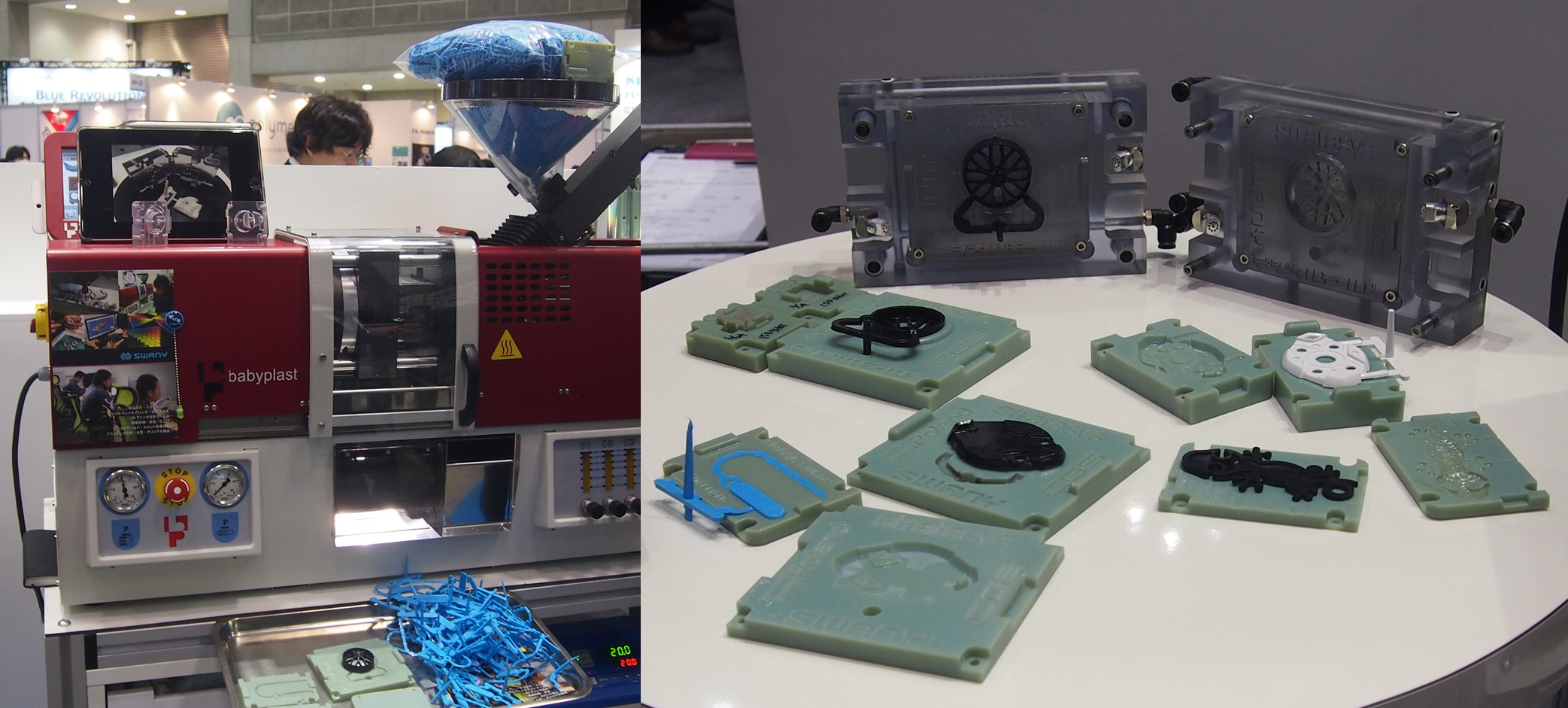
写真14 デジタルモールドを用いた成形
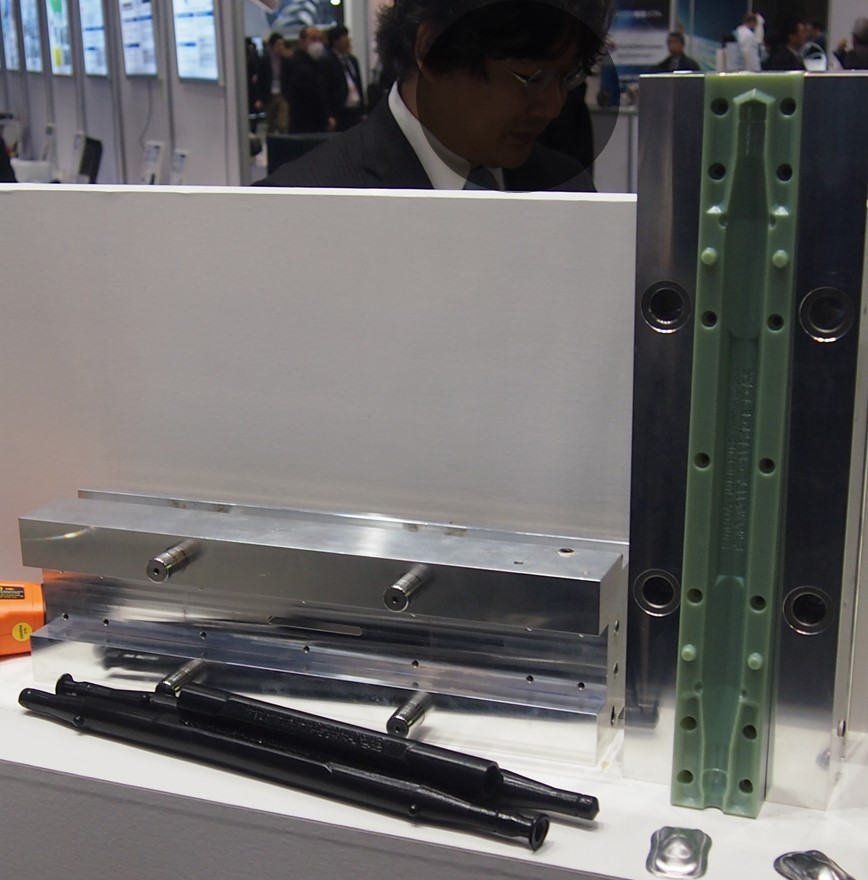
写真15 電線カバー
ストラタシス
ストラタシスブースでは、多くの造形サンプルが展示されていた。その中のごく一部であるが、透明ランプ部品を紹介する。なお、3DPrinting2018のレポートでも紹介している。従来のインクジェットとはデータの形式が異なり、各スライス毎に色のデータが入っている。写真16に展示サンプルを示す。

写真16 自動車のランプ部品
ファソテック
同社はMarkfogedの販売代理店であり、FDM方式で金属の造形ができる3Dプリンター「METAL X」、炭素繊維複合材料が造形できる3Dプリンター「INDUSTRIAL SERIES X7」の展示を行っていた。
METAL Xは金属粉末が練り込まれたフィラメントを溶融積層して造形したのち、脱脂して焼結する。写真17に造形装置、焼結装置、最終サンプルを示す。
INDUSTRIAL SERIES X7(写真18)は樹脂のフィラメントと炭素繊維(長繊維)を合わせて溶融積層する3Dプリンターである。1層造形するごとに繊維を切断する。逆に言うと、炭素繊維は途中で切れずに一筆書きされる。

写真17 FDM方式の金属造形システム
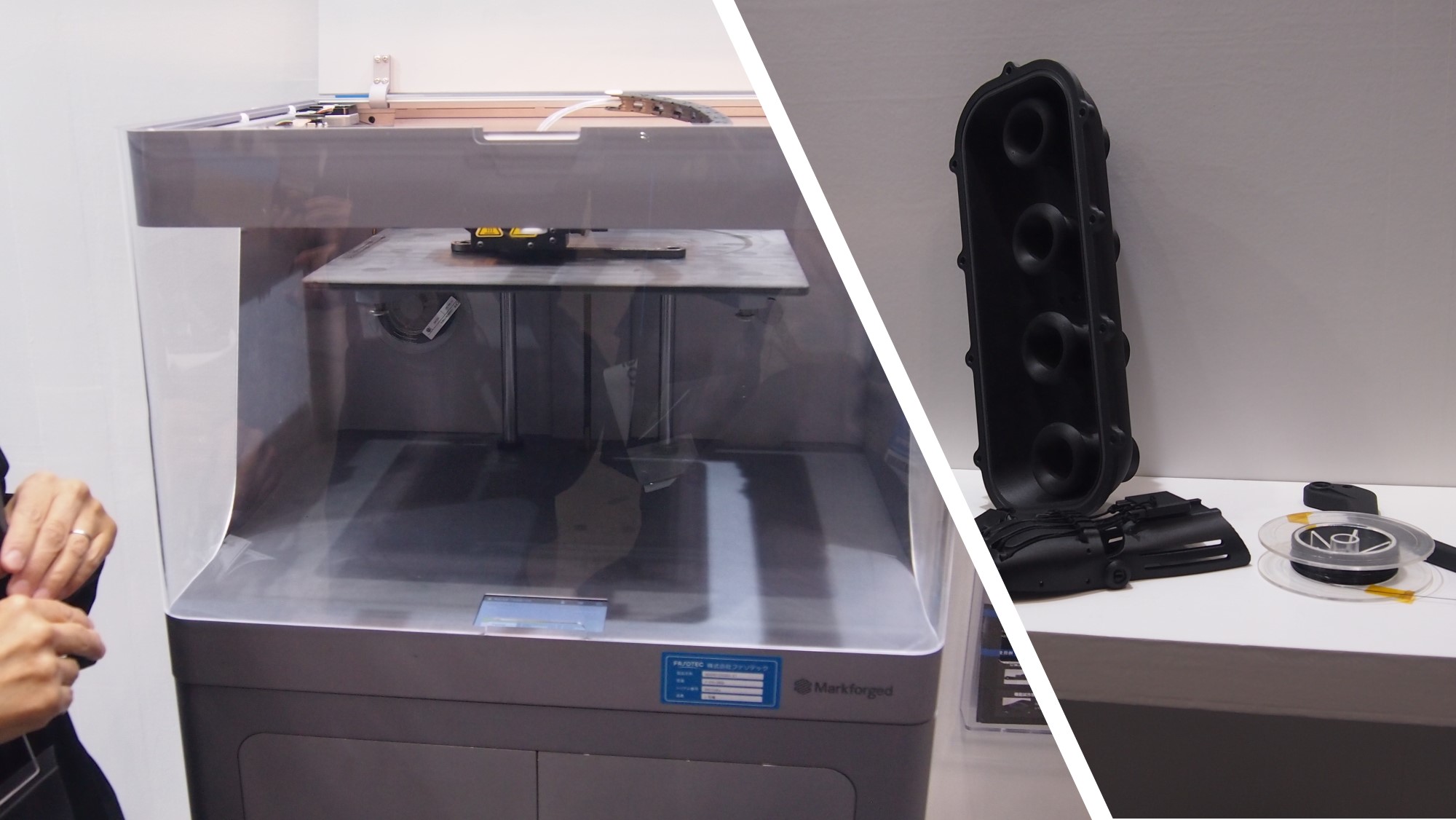
写真18 ナイロンと炭素繊維から複合材料を造形するプリンター
DMG MORI
ドイツのREALIZER社を買収したことから、2年ほど前に金属3Dプリンター(写真19)に参入した。REALIZER社は約20年の実績がある。
金属粉末をレーザーで溶融して造形するタイプであるが、粉末がカセットで供給されるので、材料を入れ替えるにに必要な時間は約2時間を段取りが早い。現在供給できる粉末はアルミ、ステンレス、インコネル、チタン等である。造形の様子を観察する内部カメラは標準装備である。写真20は造形サンプルである。

写真19 DMG MORIの金属3Dプリンター

写真20 造形品
光子発生技術研究所
X線CTスキャンによって大型の造形品の内部欠陥を検出する技術を紹介していた(写真21)。鋳物の場合は欠陥が空洞であるが、3Dプリンターによる造形の場合は融着不良であり、正常部と異常部の密度差が小さく、難易度が高い。
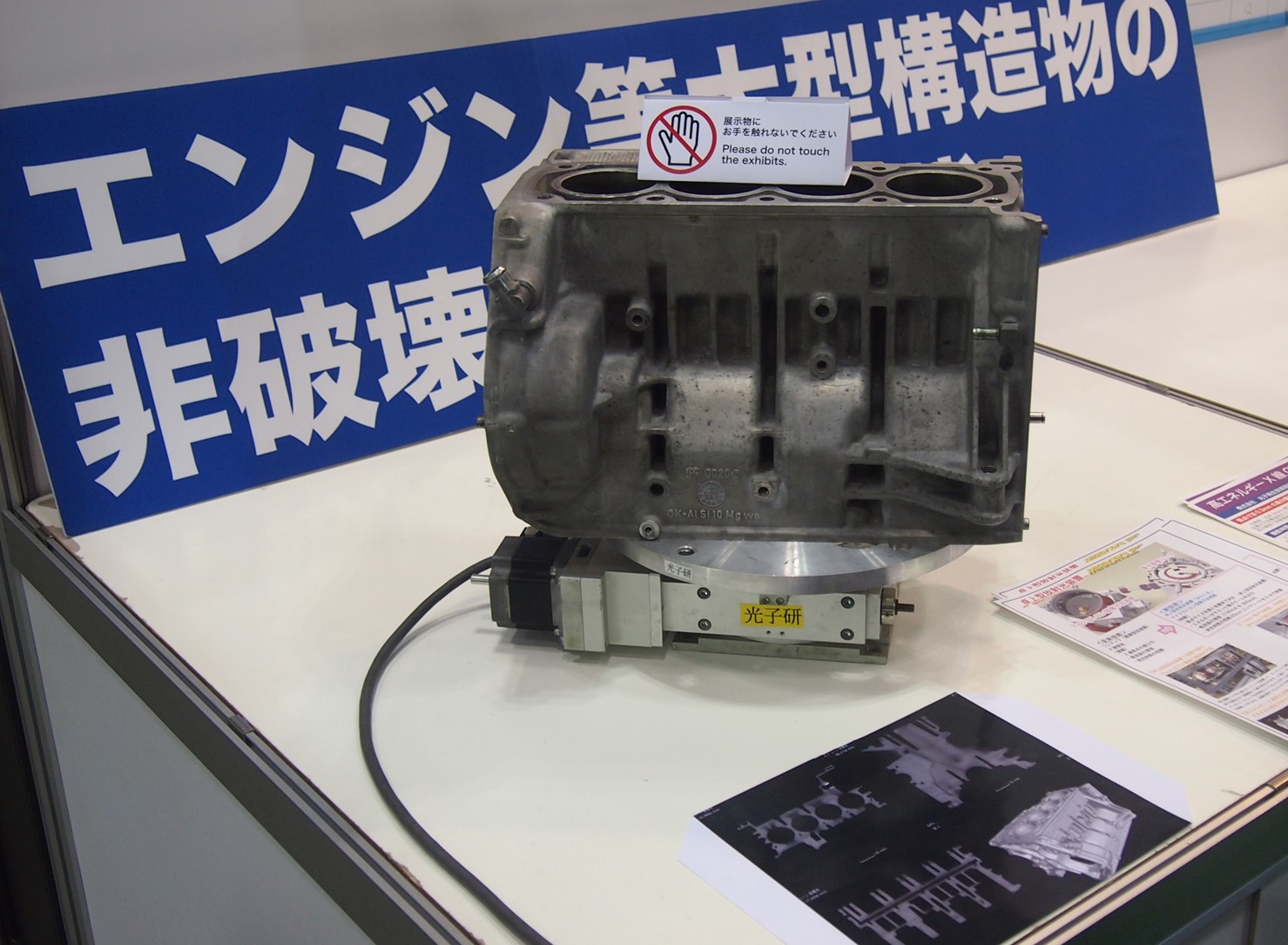
写真21 X線CTのよる検査技術の紹介
武藤工業
最近はhpの製品の販売に注力しているとのことで、hp JetFusion 580(写真22)が展示されていた。パウダーベッドに対してハロゲンランプで加熱融着するとともに着色してフルカラーの造形を行う。
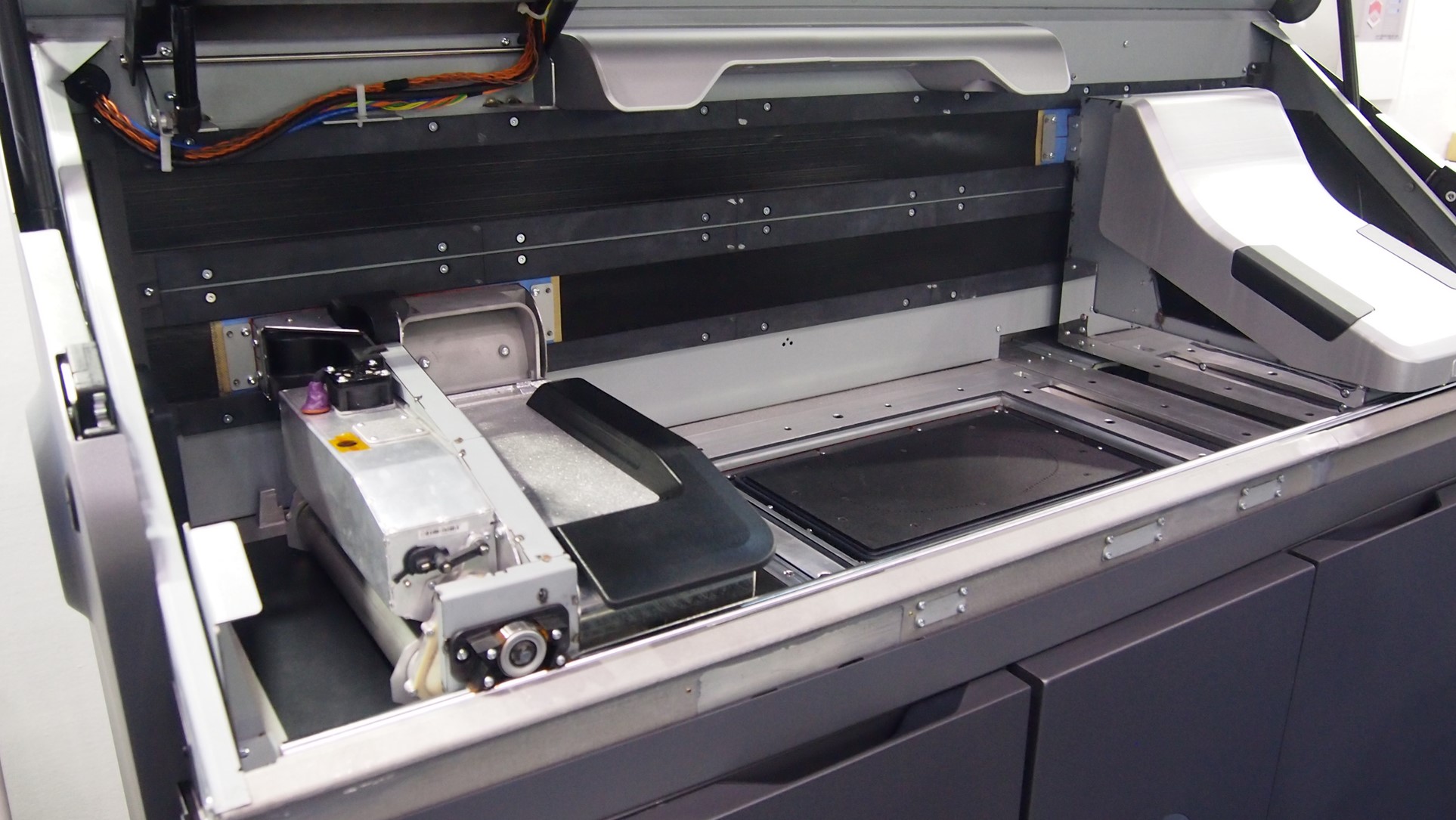
写真22 hpのフルカラー3Dプリンター
同社のブースではユニチカが開発した感温性フィラメント「TRF」とその造形品を展示していた(写真23)。45℃以上で軟化するポリエステル樹脂である。

写真23 低温で柔らかくなるフィラメント
TRUMPF
同社はレーザーを用いた加工装置(レーザーマーキング、3D切断機、溶接/切断装置)を得意とする企業で、今回は金属粉末レーザー積層型の3Dプリンターを2種類展示していた。造形シリンダーが100㎜Φx100㎜hのタイプ1000と300㎜Φx400㎜hのタイプ3000で、小さく精密な製品の造形が得意である。TruPrint3000はパウダーの処理を装置の外で行うことができ、段取り時間の短縮が可能になる。
写真24は展示サンプルである。

写真24 TRUMPFブースの展示サンプル
おわりに
2018年頃から金属3Dプリンターの種類や応用範囲が急速に拡大してきていることを強く感じる。プラスチック業界との関係で考えると、成形用金型に3Dプリンターを使うことは、今後ますます広がっていくと考えられる。また、樹脂の造形では、年式が古い自動車の補修用部品を必要なときに造形して供給するという流れになってくると考えられる。
