
耐熱性ポリ乳酸(PLA)樹脂の射出成形加工
国宗範彰、長澤次男
〒577-0053 大阪府東大阪市高井田14−8
ポリ乳酸(PLA)は植物由来樹脂、生分解性樹脂として知られている。PLAの欠点は結晶化しにくく、結晶化させないと耐熱性が不十分(荷重たわみ温度が60℃以下)であるが、結晶化させると射出成形してエンプラとして使用可能レベル(荷重たわみ温度が約140℃)になる。本報告では、耐熱PLAの材料設計(結晶核剤の効果)と耐熱を付与するための成形加工技術(金型技術と金型温調技術)について述べる。
1 はじめに (ポリ乳酸のエンプラとしての可能性)
ポリ乳酸(PLA)樹脂は植物由来樹脂であり、生分解性を持つことから環境に優しい材料として広く認識されている。その一方で、結晶化させれば耐熱性を持ち、エンジニアリングプラスチックとしても射出成形品として使用可能なレベルになる。環境に優しい成形加工を考えるとき、使い捨てではなく耐久性に優れる製品への適用は極めて意義がある。ところが、PLA樹脂は極めて結晶化しにくいことが知られている。本報では、PLAの結晶化を高めて、耐熱樹脂成形品として適用させる取組みについて報告する。
クニムネでは代表的植物由来プラスチックである耐熱性ポリ乳酸(以下耐熱性PLA)の射出成形加工をいち早く取り上げ企業活動をしてきた。2005年の愛知万博での配膳トレイとそのマテリアルリサイクルの参加(写真1参照)、2006年、2007年㈶バイオインダストリー協会の委託実験の参加、さらには2007年から2009年3月までの経済産業省「戦略的基盤技術高度化支援事業の委託研開発」実施の中で、耐熱性PLAを会社のメイン事業に育てるべく研究開発も行ってきた。
また2009年10月から2010年3月までの経済産業省の戦略的基盤技術高度化支援事業の委託研開発実施でポリ乳酸樹脂(以下PLA樹脂)に超臨界ガスを利用した極薄成形を取り上げて技術のレベルアップを図ってきた。ここでは耐熱性PLAの成形についての技術的な概括をする。
PLA樹脂の最大の欠点は「耐熱性がわるく、成形加工しにくい。」点にある。この欠点を解消すべく、様々な取り組みがなされている。本論ではこれらの欠点を克服するため、結晶化促進によりPLA樹脂の耐熱性を成形性良く実現する方法「急温急冷金型(ヒート&クール成形)による耐熱PLAの成形」を中心に周辺技術を含め紹介する。

写真1 愛知万博採用トレイとトレイをマテリアルリサイクルした植木鉢
2 ポリ乳酸樹脂の特性
PLA樹脂を使った射出成型品はまだまだ少ない。その理由は表1に示すようにPLA樹脂(標準グレード)は一般汎用樹脂たとえばポリスチレン(耐熱温度80-82℃)と比較しても、耐熱性が低く、使いづらい。表1は代表例としてユニチカTE-2000(標準グレード)とTE-8300(耐熱グレード・耐久・高剛性)を比較して示す。耐熱グレードとして表1に例示したTE-8300はクニムネが愛知万博の配膳トレイに使用した銘柄である。(同万博では兄弟グレードのTE-8210も使用している。)
表1 ポリ乳酸樹脂の特性値(ユニチカ㈱テラマック樹脂カタログ値を転載)
| 項目 | ISO | 単位 | 標準グレード | 耐熱グレード |
| TE-2000 | TE-8300 | |||
| 外観 | 透明 | 不透明・乳白色 | ||
| 比重 | 118 | g/cc | 1.25 | 1.47 |
| 融点 | ℃ | 170 | 170 | |
| 引張強度 | 527 | MPa | 63 | 56 |
| 引張伸度 | % | 4 | 1 | |
| 曲げ強度 | 178 | MPa | 106 | 104 |
| 曲げ弾性率 | GPa | 4.3 | 9.3 | |
| シャルピ-衝撃強度 | 179 | KJ/cm2 | 1.6 | 2.8 |
| 耐熱温度(0.45MPa) | 75 | ℃ | 58 | 140 |
| 成形収縮率 | % | 0.3-0.5 | 1.0-1.2 |
ポリ乳酸樹脂は言うまでもなく、植物由来原料から工業的に生産がおこなわれている数少ない樹脂のひとつである。また世界的にも広く認知されよく使用されている樹脂である1)。
しかしながら、まだまだ改良の余地があり、市場からは表1の耐熱・耐久銘柄でも結晶化速度、耐熱性の改良の要請がある。すなわち、PLA樹脂は業界上げて、この耐熱性不足を解消する開発がおこなわれてきている。(詳細は次節参照で述べる。)
3 耐熱化手法
PLA樹脂に耐熱性を付与するために、これまで研究開発されてきた内容について以下にまとめた。大きくわけて次の5分類に区分できる。
- 結晶核剤を使用した結晶化促進による耐熱性改良
- ポリマーの純度アップによる結晶化促進と耐熱性改良
- ポリマーの架橋による耐熱性改良
- ステレオコンプレックスによる耐熱性改良
- ポリマーアロイ・ブレンドによる耐熱性改良
3-1 結晶核剤
最も早くから使用されているのはタルクなどの無機系鉱物微粉末をポリ乳酸に添加して結晶核剤としたもの。これらの技術がすすみクレイーナノコンポジット2)として展開されている。平板状の核剤を如何に微細にナノ分散させるかがポイントとなる。1例としてユニチカのナノコンポジットシリーズはこのような開発思想のもとに改良され、現在TE-7000シリーズ(耐熱)およびTE-8000シリーズ(耐熱・耐久)となっている。
また無機物質のみならず有機物質のなかでも結晶化を促進する効果のあるものが開発されてきている。オクタメチレン・ジカルボン酸ベンゾイルヒドラジド3)、フェニールホスホン酸亜鉛4)、銅フタロシアニン5)等の有機分子はいずれも平板状の形をした分子形状を有し、この分子結晶物も当然平板状で、かつ微細にPLA樹脂中に分散しうる。
このために優れたPLAの結晶化促進効果を発揮すると理解される。これらに関しては著者らがJBAと共同研究した結晶核剤の効果等を比較し、結晶化促進効果がある6)ことを確認した。またこの他にもトリメシン酸トリアミド系による結晶核剤7)の利用も報告されている。最近、結晶核剤とナノファイバーの併用系でPLAの力学的強化と成形性サイクルを同時に改善する取り組み8)もある。
3-2 モノマー純度
また、京都工芸繊維大学の木村良晴教授が総説9)に紹介してまとめているように、現在市販されているLポリ乳酸(PLLA)のモノマー純度を改善することによっても結晶化速度が上がる。すなわち、PLLAのモノマーであるL体の光学純度は通常98%程度である。このL体の光学純度を99.5%程度にまで上げることによりPLAの結晶化速度の増大、高結晶化度、高融点を実現できる。
3-3 ポリマーの架橋
架橋でPLAの耐熱性を改善する試みはトリアリル・イソシアヌレートと放射線の併用により種々試みられてきた。その一例として、住友電工ファインポリマーで実施された改質10)を紹介する。またこれらの架橋密度より高密度に架橋し、さらなる耐熱性をあげる研究も上記JBAとの共同研究6)で報告している。またより単純な系として熱分解性のラジカル発生剤を利用した架橋による改質も試みられている。
3-4 ステレオコンプレックス
PLLA(L体)とPDLA(D体)とを混合し得られる。sc-PLAは光学異性体が等量であるので、ポリ乳酸分子鎖が3/1へリックス構造となりPLLAのルーズな10/3へリックスに比べ高い融点(210℃)となる。このため京都工芸繊維大学の木村良晴教授、ミューチャル、武蔵野化学研究所、帝人により本格工業化にむけて研究11)されている。
3-5 ポリマーアロイ・ブレンド
ポリマーアロイ・ブレンドは、成形用材料ではもっとも広く実施されているPLA耐熱改善法である。この材料を使用する場合、ほとんどのケースはPLAのアロイ・ブレンド相手となる樹脂とほぼ同レベルの成形条件で成形できる。しかし、PLA組成濃度をアロイ・ブレンド組成で半分以下にしなければ、樹脂の耐熱性が上がらないケースが大半である。すなわちアロイ・ブレンドの海島構造で海が非PLAのポリマーが占める構造にして、PLAのアロイ相手のポリマー性能が支配的となるよう設計される。
具体的なPLAとのポリマーアロイ・ブレンドはPLA/ABS12)、PLA/PP13)、PLA/PPMA14)、PLA/PC15)–PLA/PBT16)など組み合わされた材料が開発されている。ほとんどの場合アロイ・ブレンドに際し相溶化剤を併用される。最近開発された例でも、難燃性と耐熱性および成形性を満足させるためアロイ化の難易度が高い事例も報告17)されている。
4 金型内での結晶化
PLAを射出成形する場合、PLA樹脂を金型内で結晶化し、耐熱性を付与する。この方法によれば、PLA樹脂製品の耐熱性が改善され、その利用範囲が広くなる。2005年の愛知万博で使用されたPLAの配膳トレイも、この方法により成形したものである。ところがこの成形法は金型温度が高くかつ一定で成形している。
PLA樹脂を使用して、その成形品が耐熱性を要求される場合は、成形時にPLAを結晶化することが必要である。この場合PLAの結晶化速度が最大となる120℃から100℃の金型温度で成形される。この場合、結晶化が可能な耐熱銘柄のPLA樹脂を選択しても、金型温度が高いため、PLAの結晶化は進むが、成形品取り出しに必要な剛性が(金型温度が)高温のため低い。このため成形品の形状によっては、製品を取り出す際の突き出しピンによる突出し力に耐えられず、変形したり成形品が突き破られたりする。
金型内での結晶化した製品を取り出す際の、上記トラブルを回避するため、成型品の形状に箱型(中空体)の制約はあるが、効率よく成形できる方法が既に提案18)されている。
また結晶化後、成形品温度を十分低下させて成形品を取り出せば、このトラブルはなく、結晶化したPLA製品を得る19)ことができる。このためわれわれは、以下のごとく金型温度を加熱、冷却して成形品を高温で型内結晶化し、その後、型を冷却した後、製品を取り出すシステムを作成し基本的実験を行った。これを進展させ、生産速度で温度変化サイクルを迅速できる金型を作成した。また成形機と連動し金型温度の温冷切り替えできるシステムも作成した。さらに金型内の結晶化を多段で行い結晶化をより完全に、短時間で行う試みも20)行っている。
5 金型急速加熱冷却法 (ヒート&クール成形法)
当社の耐熱PLA成形に用いる金型急速加熱冷却法は、一般にヒート&クール成形とも呼ばれている。この成形方法をおこなうには図1に示すような専用金型、温調装置、成形機からなるシステムが必要である。
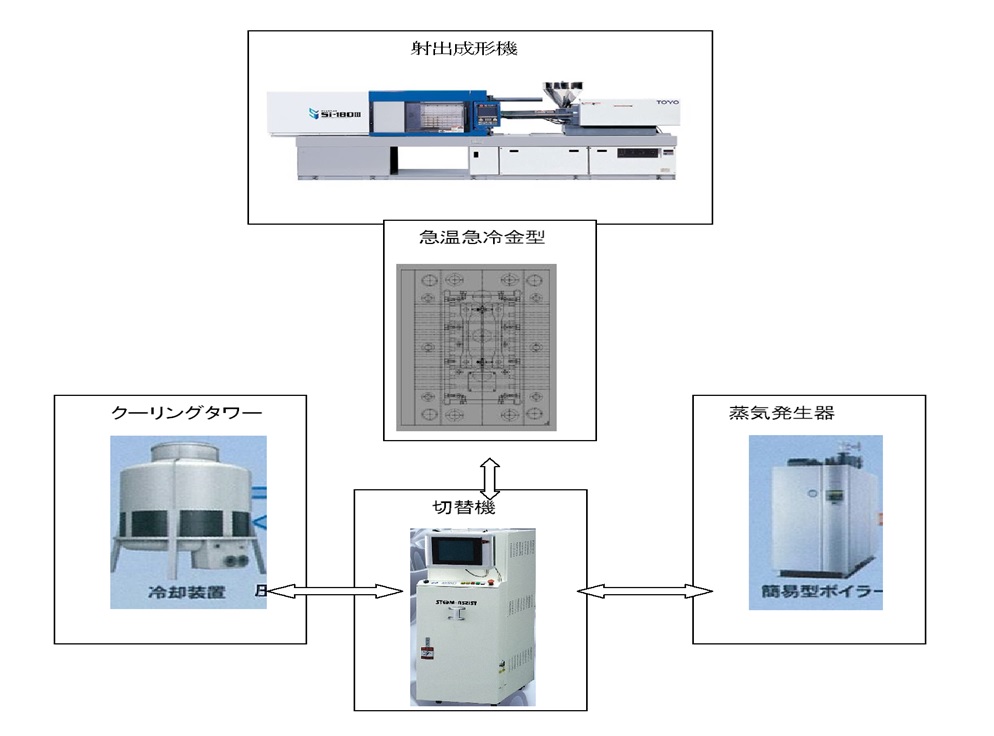
図1. 代表的な金型急速加熱冷却法のシステム構成
通常成形では金型温度一定で成形を繰り返すが本成形法の場合、加熱と冷却を急速に繰り返す。この方法は通常の射出成形における1サイクルの間に金型温度を加熱と冷却をして製品を取り出す方法である。このため通常金型は温調回路、金型材質、キャビティーの熱容量等に特殊な手法を用いる。
図2にはダンベル型で金型急速加熱冷却法で成形を行った際の金型表面温度の変化を示した。サイクルタイムは88秒であった。
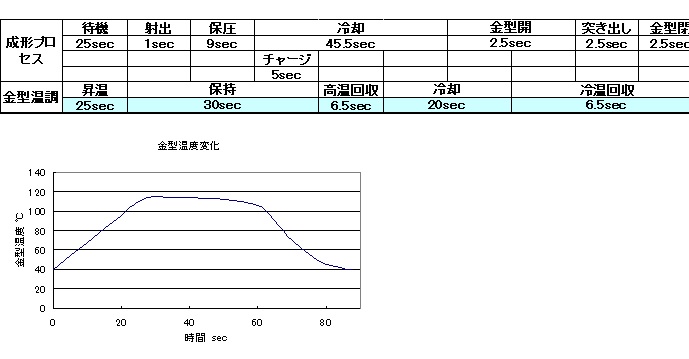
図2 急温急冷成形したダンベルの成形サイクルと金型温度曲線
5-1 特殊な金型構造
このような急温急冷を行う金型は過去にいろいろなことが検討された。考慮する要素は下記の3点である。すなわち、①キャビティー表面に速やかに熱を伝える(下記方式Ⅰ、方式Ⅱ)、②入れ子からの放熱を抑制する、③入れ子のサイズを小さくする。
① 方式Ⅰ:ベリリウム鋼にキャビティーを掘り込み金型(入れ子)に使用する方式。
① 方式Ⅱ:温調媒体を出来るだけキャビティー表面に近くに設置する方式。
② 金型本体と入れ子とは断熱板等で熱的に分離する。
③ 入れ子の熱容量は出来るだけ小さくする。
表2に熱伝導性に優れる入れ子材であるベリリウム鋼と通常鋼との特性値を表2にを示す。
表2 ベリリウム鋼と通常鋼の主要特性比較
| ベリリウム鋼 | 通常鋼 | ||
| 硬度 | HRC | 30 | 33 |
| 熱伝導度 | W/m℃ | 131 | 21 |
| 熱膨張係数 | 10-6/℃ | 17 | 11 |
方式Ⅰのベリリウム鋼を使用した金型の設計概念がわかる図3を以下に示す。断熱材の設置状況、温調配管はキャビティー表面の限られた領域に密に設置するため、突き出しピンの取り合などは従来金型に比較して精密に検討する必要がある。
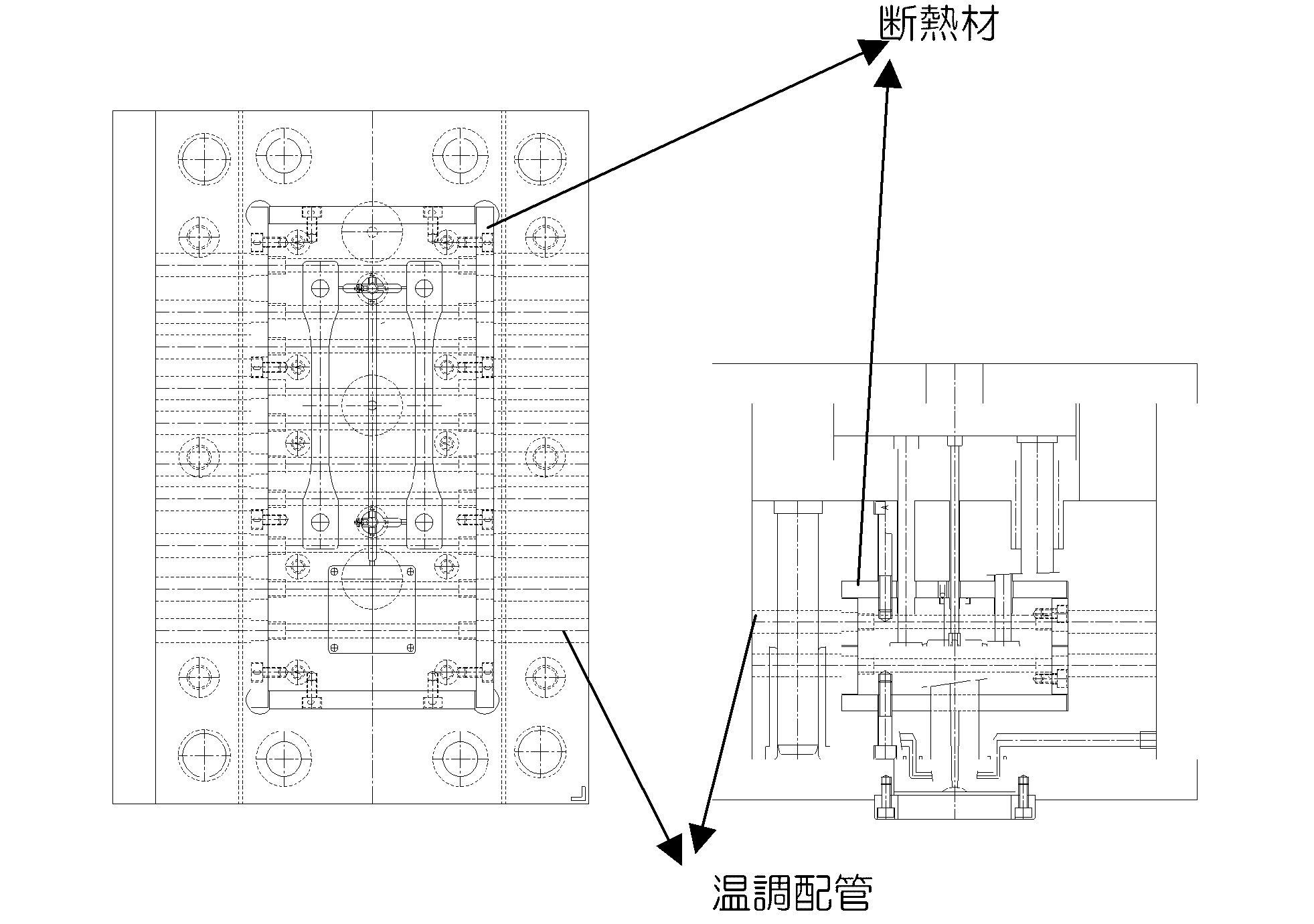
図3 金設計概念がわかる型設計例
一方、方式Ⅱの方式は金型作成法に特徴があり、温調媒体回路とキャビティーとの距離を常に一定にするため、特に曲面を有する製品の金型には威力を発揮する方式である。
5-2.温冷設備
金型の温調機は加熱媒体、冷却媒体としていずれも水を使用して媒体はいずれも同一回路を流れるようにしていることが多い。加熱は100℃を上回ると場合は当然、加圧水あるいは蒸気を使用することとなる。加圧水を使用した発生源外観は前述の図1に示している。
このような温冷設備と射出成形機を一体化したシステム21)もある。また加熱方式として電気ヒーターや電磁誘導加熱を用いるものもある22)。
6 成形例
6-1 高温金型
一般金型でも、いわゆる高温金型条件でPLA樹脂が結晶化するに十分な時間、当該金型内に保持し、結晶化終了を見計らって金型から離脱させる。このとき成形品は通常柔らかく突き出し(エジェクト)条件は製品により種々の工夫を必要とする。比較的単純な製品の場合は取り出し時間を長くし、取り出しの最適化をはかり、離型剤の併用で製品を取り出されることが多い。(写真2)

写真2. 配膳トレイおよびコップ
6-2 急温急冷金型(ヒート&クール成形)
従来方法である高温金型で成形した箸は曲がりが大きいが、急温急冷金型で成形した箸は、成形歪も少なく曲がりが軽度である(写真3)。この方法は6-1の方法に比較して形状の制約はない。しかし、金型および温冷可能なシステムはあらかじめ必要となる。写真3はこの急温急冷(ヒート&クール成形)で成形した箸である。一般成形では箸の先が曲がり傾向であるが、急温急冷出成形した箸は曲がりも少なく、良好な形状で取り出せる。また成形サイクルを図2と同様である。金型温度一定の通常成形の場合成形サイクル2-3分であるのでサイクル的に十分メリットあるし、品質上も優れている。
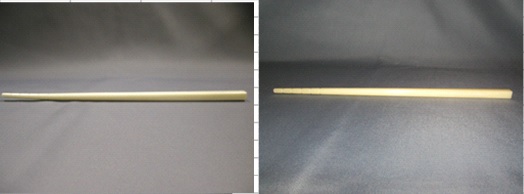
写真3 金型温調方法の違いによるPLA成形品(箸)の変形度合いの比較
右:急温急冷金型で成形した箸(先の曲がりが少ない) 左:高温金型で成形した箸
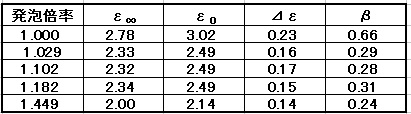
さらに溶融したPLA樹脂に超臨界の不活性ガスを注入し流動性の改良、軽量化を実現23)している。PLA樹脂の密度の高い欠点を緩和することが出来る。成形品の形状によるが、上で述べた急温急冷の技術と超臨界性の不活性ガスを使用する射出成形により積極的に成形品を発泡させ、表面状態良好で軽量な耐熱PLA成形品をうることができる。発泡させることにより、成形品に断熱効果、遮音効果、低誘電効果等の物理的特性を強化した成形品とすることも可能になる。表3にはPLA樹脂を発泡成形した熱伝導率および誘電率および誘電ロスの測定例を示す。
表3 PLA成形品の発泡倍率と誘電特性
7 その他の耐熱成形加工
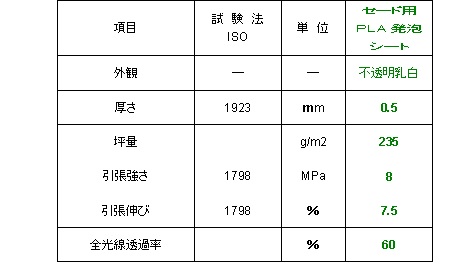
その他の成形加工例として耐熱シート加工、耐熱発泡シート加工を、また最近の開発例として発泡ビーズ加工をあげることが出来る。耐熱シート加工は、電子レンジ加熱に対応できるもので結晶核剤としてタルクやマイカを相当量混入し結晶化温度で熱処理し耐熱強化したものである24)。耐熱発泡シート加工はそのシート風合いが和紙調であり、工業用途の展開として照明器具のセードとして世界で初めて採用された25)(図4参照)。このセードに採用されたPLA耐熱シートは表4のような特性値である(表4参照)。

図4 和風照明器具(東芝ライテック)のセード
表4 セード用PLA発泡シート基本特性
PLAのビーズ発泡は先駆的には魚のトロ箱として利用された26)。その当時はまだ非耐熱PLAをベースとしており、その利用は限定的なものであった。最近、積水化成品工業から耐熱性を有し、ビーズ発泡成形が可能な発泡体の開発がなされている。これによれば、従来PLAのビーズ発泡体の耐熱温度は50℃程度であるが150℃でも耐熱性を示すとの報告がなされている27)。
参考文献
1) 辻秀人著:「ポリ乳酸」,米田出版,(2008), 第1章,第1節,「ポリ乳酸の歴史」,1-11
2) 特許 No.3831278号
3) 酒井敦史ら:「造核剤によるポリ乳酸の物性改良」 ポリマー材料フォーラム講演要旨集,vol.14(2005)148-149
4) 小澤雅昭ら:「ポリ乳酸の結晶化を促進する核剤」 ポリマー材料フォーラム講演要旨集,vol.14(2005)144-145
5) 佐藤則孝ら:「銅フタロシアニン添加によるポリ乳酸の結晶化促進」 ポリマー材料フォーラム講演要旨集,vol.15(2006)138-139
6) 大島一史ら:「バイオマス・プラスチック:実用化に向けたJBAの取組―その1:物性等改質による高機能化」月刊バイオサイエンスとインダストリー ,第66巻, 第6号,321~331(2008)
7) 特開2006-328163
8) 矢野浩之:「未来の車は植物でつくる」高分子,第60巻,第8号,525-526(2011)
9) 木村良晴:「ポリ乳酸の新展開」高分子 ,57巻,6月号,430~433(2008)
10) 川野 清ら:「環境にやさしい先進材料 電子線架橋による耐熱、透明、熱収縮性にすぐれた生分解性材料の開発」工業材料,Vol.52,No.10,92~96(2004)
11) 栗原英資:「バイオフロントの開発」 第3回バイオ材料プロジェクト 講演4 (2008)
12) たとえば特開2010-070628
13) 亀尾幸司:「環境負荷の低減に寄与するポリプロピレン/ポリ乳酸アロイ」高分子,第60巻,第8号,519-520(2011)たとえば特開2010-265444
14) たとえば特開2005-171204
15) たとえば特開2010-202712
16) たとえば川口邦明ら:「PBT/PLA系アロイ材料の成形性および特性」成形加工’11,C-209(2011)149-150
17) 八百健二:「ポリ乳酸成形品への難燃性付技術」第33回関西繊維科学講座 2日目 講演6 繊維学会関西支部(2008)
18) 特開2006-205408
19) 特許 No.4645971号
20) 国宗範彰ら:「高耐熱ポリ乳酸を可能にする新規な加工技術の開発」 成形加工’11,C-210(2011)151-152
21) 今枝 智:「フレキシブルな金型急速加熱冷却成形‘三菱アクティブ温調システム’とその適応事例」プラスチックエージ ,54巻、2月号、82~88(2008)
22) 秋元英郎:「高転写成形における最新の金型技術動向」プラスチック成形加工年次大会予稿集’11,B-213(2011)109-110
23) 国宗範彰ら:「ポリ乳酸樹脂のSCFを用いた射出成形に関する研究」 成形加工シンポジア’09,E207(2009)199-200
24) 望月 政嗣ら:「高耐熱性ポリ乳酸成形品—–アドバンスト・テラマック」 月間ECO INDUSTRY Vol.8,No.1,50-53(2003)
25) 東芝ライテックカタログ
26) 京都市:生分解プラスチック魚箱を使用した資源循環(京都モデル)実証実験報告書(2005)
27) 平井孝明ら:「加熱寸法安定性に優れたビーズ法ポリ乳酸発泡体について」

