金属3Dプリンターによるポーラス金型部品の効果
田中耕
株式会社エービー
要旨
金属3Dプリンターによる金型造りは、三次元の冷却回路形成に有効と知られているが、ポーラス(多孔質)構造の形成が可能であるというメリットもある。
本稿では、ポーラス入れ子によるエア突出しとポーラス部品によるベントの効果(ウェルドライン解消)について紹介する。
1.はじめに
プラスチックの射出成形は、溶融した樹脂を金型内に射出し、冷却固化したのちに取り出す成形方法である。射出充填を開始する前には金型キャビティ内は空気で満たされているため、溶融樹脂を充填する際には、金型内の空気を排気する必要がある。
金型内の空気を排気するためには、金型にベントを設ける方法が一般的である。しかしながら、多点ゲートで成形する場合にウェルド部分の排気が十分に行えない場合や、ベントピン等の部品が設置できない場合がある。
また、冷却固化した製品を金型から取出す際には突出しピンの力で押出すことが一般的であるが、突出しピンの作用により製品が変形することがある。
金型に空気を吹き出す構造を設けて空気の力で突出す方法が採用されることもあるが、製品全体を押すには不十分な場合もある。
当社は金属3Dプリンターによる金型(金型入れ子)造りに取り組んでおり、実際に量産用の金型にも採用されている。本報告では、あえて金属3Dプリンターによる造形密度を低くして製作した通気性を持った金型の効果を紹介する。
2.ポーラス構造を利用したエア突出しの効果
動画1はポーラス部分に空気を送り、石鹸水が泡立つ様子を示したものである。一見通常の金属に見えるが、空気を通していることがわかる。
動画2は、ポーラス部分から排出される空気の上に10円硬貨を乗せ、硬貨が浮上する様子を示したものである。
図1はポーラス構造を利用したエア突出しを採用した試験型の図面である。図2はその金型による成形品である。

図1 ポーラス構造によるエア突出しを持つ金型の構造

図2 ポーラス構造によるエアベント金型による試作品
動画3はポーラス構造を利用したエア突出しを採用した試験型による成形の様子である。金型に突き出しピンが無いため、イジェクタープレートも無いことがわかる。型開後には製品が空気の力で押出されることがわかる。
3.ポーラス構造を利用したウェルド部分の充填性改良効果
今回ポーラス入れ子を改造により設置した金型は、ピアノブラックの意匠面にウェルドラインが目立っていた。そこで、ウェルド部分のコア側(反意匠面)にポーラス入れ子を設置した。図3はショートショット成形した製品であり、このショートしている部分を狙ってポーラス入れ子を設置した。
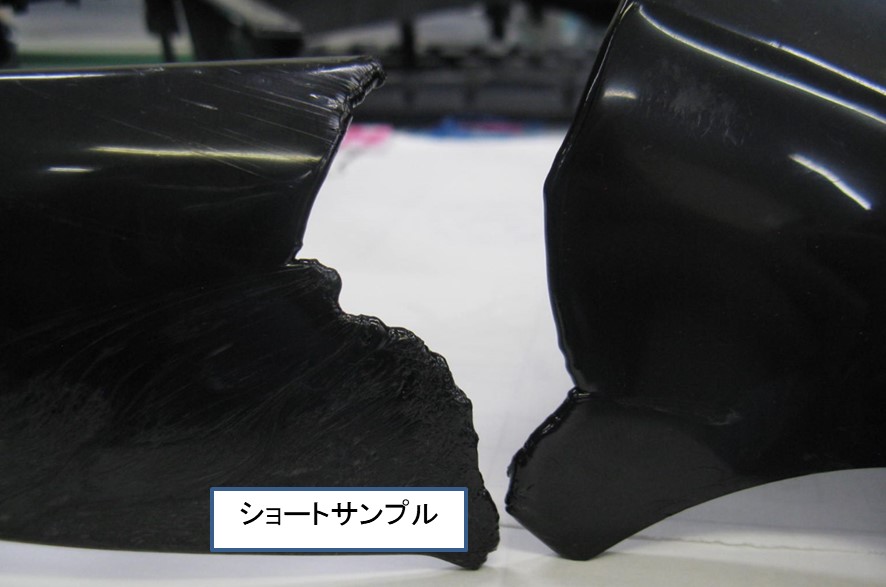
図3 ポーラス加工前の金型で成形したショートショットサンプル
図4はポーラス入れ子の構造である。図の左にはCADによる図で、ポーラス構造を排気のラインを示した。図の右は造形した入れ子の写真である。
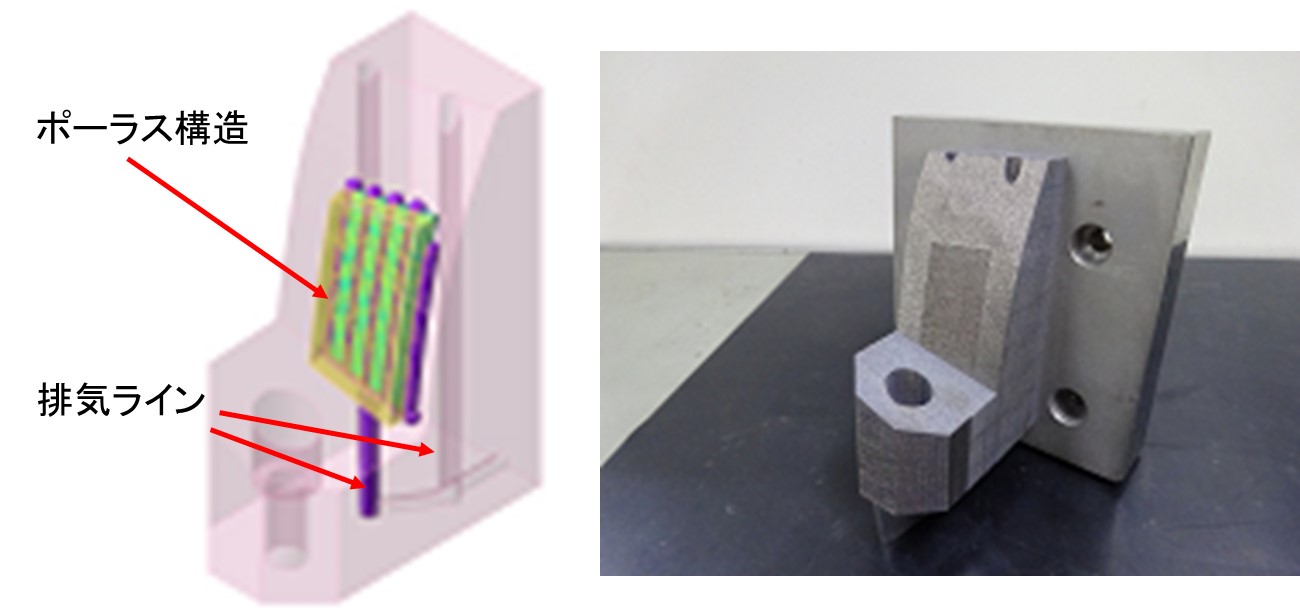
図4 ポーラス構造を持つ入れ子
左:CADデータ(ポーラス構造と排気ラインを示している)
右:金属3Dプリンターによって造形した入れ子
図5にはポーラス入れ子設置前後における製品の裏面(反意匠面)を示した。図の右の線で囲った部分がポーラス構造に接触している部分である。
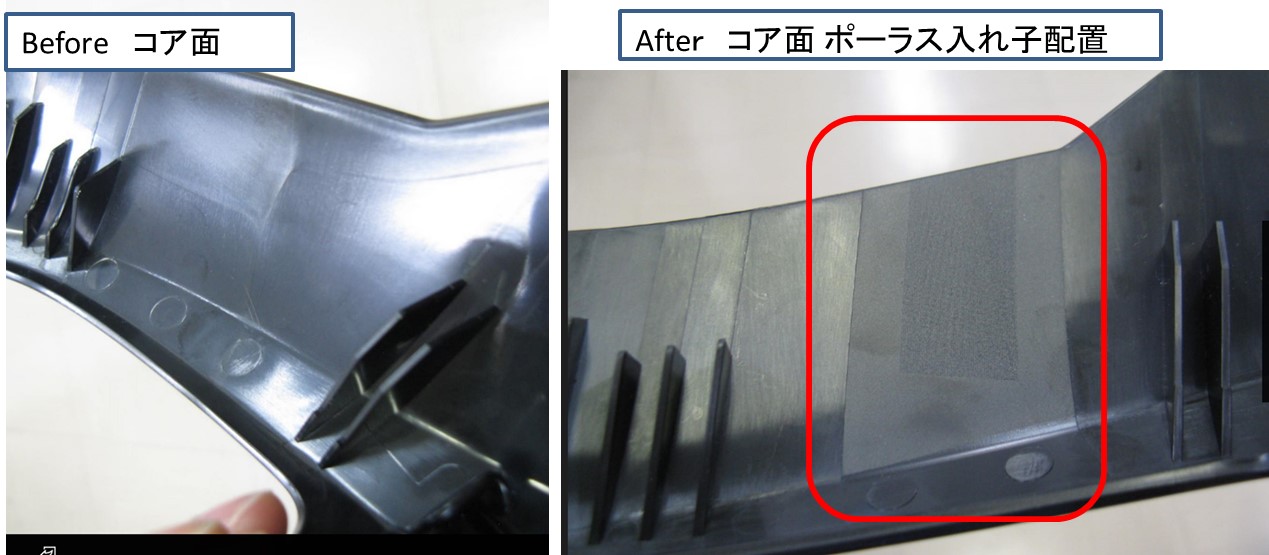
図5 ポーラス入れ子配置前後における製品の裏面
図6にはポーラス入れ子設置前後における製品の表面(意匠面)を示した。ポーラス入れ子を設置して成形したものはウェルドラインが見えなくなっている。
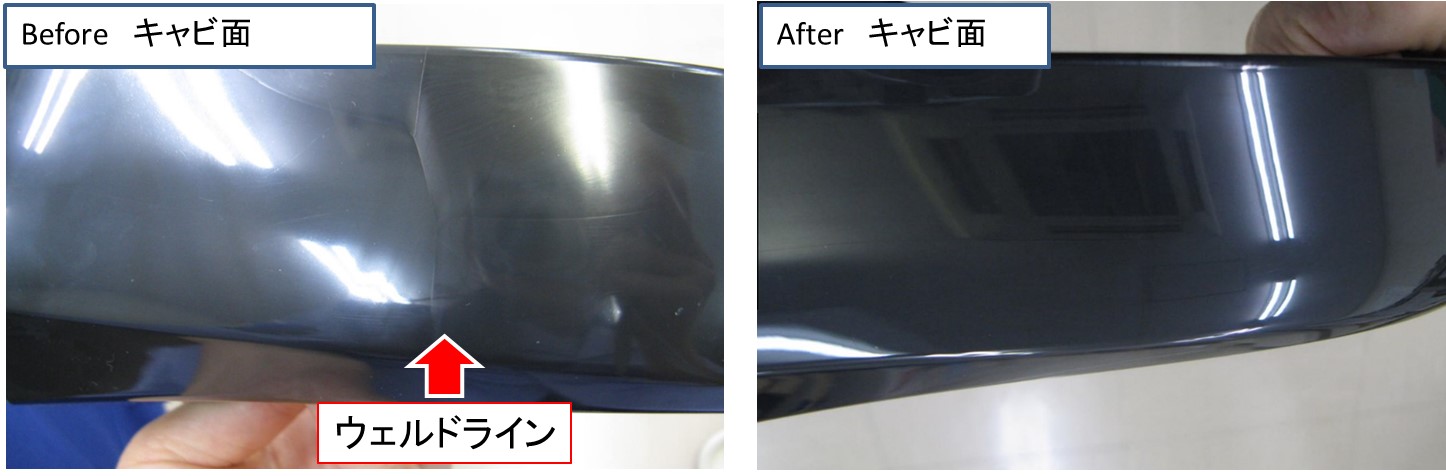
図6 ポーラス入れ子設置前後における意匠面ウェルド部
4.おわりに
金属3Dプリンターによるポーラス構造を持った入れ子は突出し、ガスベントに有効であり、比較的広い範囲に空気の通路を設けることが可能である。また、金型外部をポーラス部分を接続するラインも切削ではなく三次元の流路を設けることが可能であるため、金型設計の自由度が拡大する。
このようなポーラス構造を持った金型は、製品の品質向上に大いに寄与することができる。