
回転成形法による発泡材をコアとしたプラスチック成形複合体
野尻昭夫
SKTP
1.はじめに
やや古くなるが、表皮はプラスチック固体、内部は発泡プラスチックで密度が中にいくほど小さくなる成形体をIntegrated Foamed Plasticsと呼称したが、本技術の成形体は、表皮は非発泡の固体プラスチックで、2mmから5mmと厚く、内部は発泡倍率5倍から30倍で厚さ30mm~100mmの発泡体からなる。
この発泡体はある大きさの発泡体を固体プラスチックが包み込む特殊な構造をしており、そのハニカム構造から強度がある。またその成形法から、大型の製品が出来る。断熱コンテナー、工業用部材、玩具、小型ボートその他が成形可能である。
以下に製造法、得られるものの性質、典型的な応用例について述べる。
2.製造方法
本製造法は、プラスチック粉末と発泡剤を含有するペレット(2種類ある)を成形金型に入れて、加熱しながら、回転成形する(図1)。表皮層と発泡層からなる成形体が得られる。発泡過程の図を見ると、小型の100mm×100mm×25mmの金型に 80gの粉末と 16gの発泡用ペレットを入れて、230°Cの雰囲気で、回転成形させる。
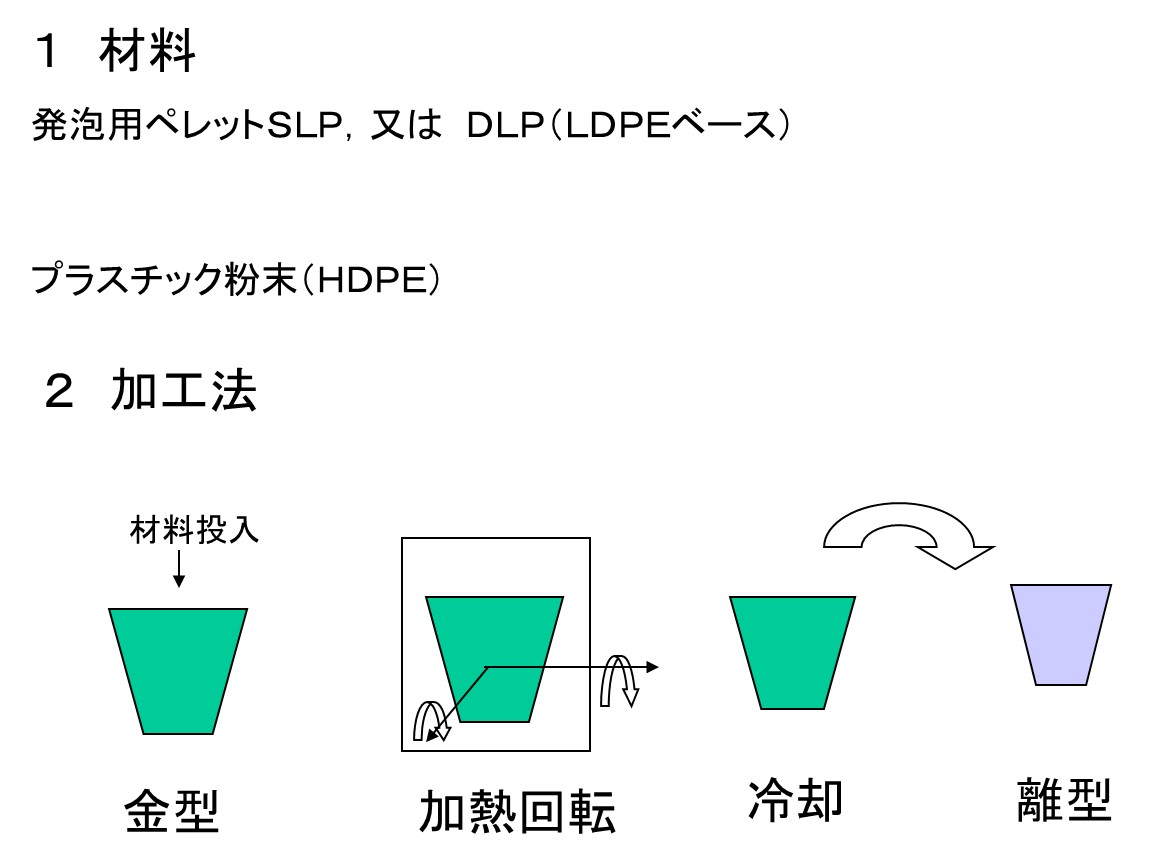
図1 成形体の製造法
適当な時間が経った時に取り出し冷却させて調べると、15分で表皮ができ、23.5分ではまだ発泡が起きておらず、25分で完全発泡が起きていることが分かる(図2)。
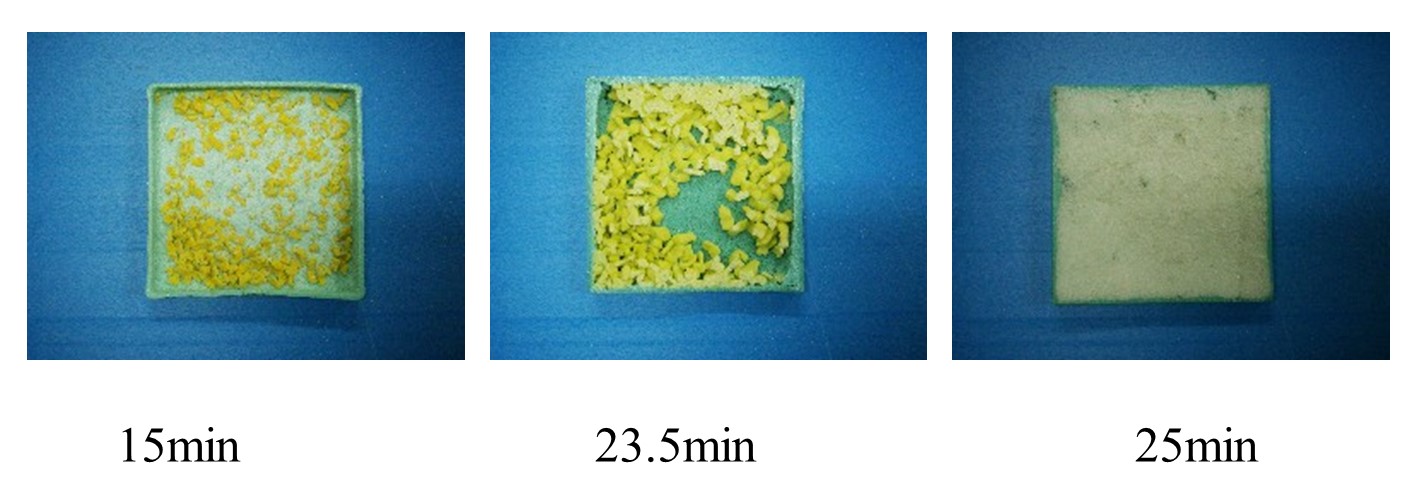
図2 発泡過程(230℃ 15rpm 6swings/min)
図3は同じ金型で後述する2種類の発泡用ペレットの違いで、内部構造の異なる複合体ができることを示している。左側は1層ペレット、右側は2層ペレットである。前者は均一な発泡体、後者はある大きさの発泡体の周りに固体の膜がある構造になっている。
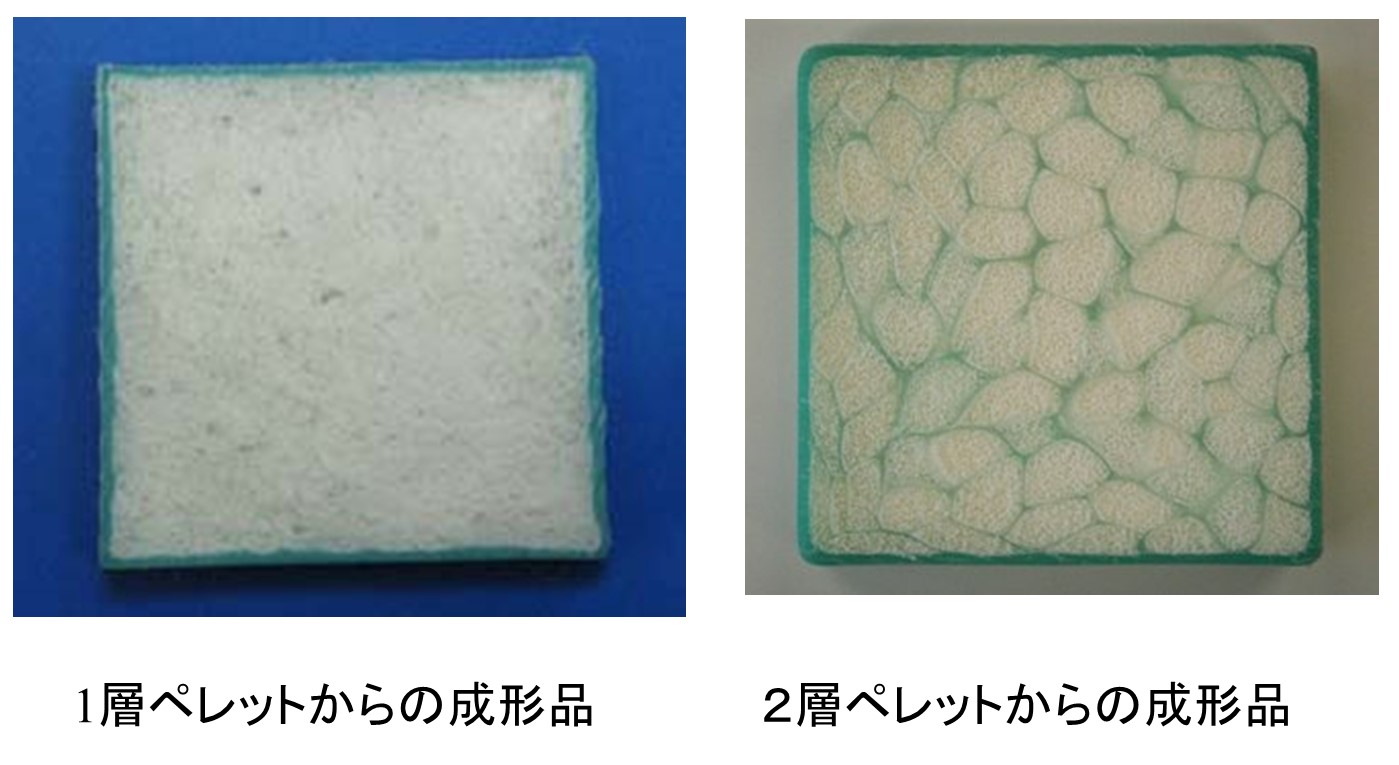
図3 ペレットの相違と外観
プラスチック粉末は、300メッシュから400メッシュに中心のある粉末で、市販のペレット粉砕機で作成されるので問題はない。
2-1 課題 2種類のペレットの作成法
図4は、模式図で示す発泡用ペレットの製造法である。1層ペレットは、押出機を用いる製造方法では、材料として、低密度PEに、ジクミルパーオキサイド(DCP)のような架橋剤とアゾジカーボンアミド(ADCA)のような発泡剤を加え、130℃程度の低い温度でストランドに押出し、ストランドカッターでペレットにする。勿論、大量にPEと架橋剤と発泡剤をニーダーで混練し、押出機でペレットにすることもできる。
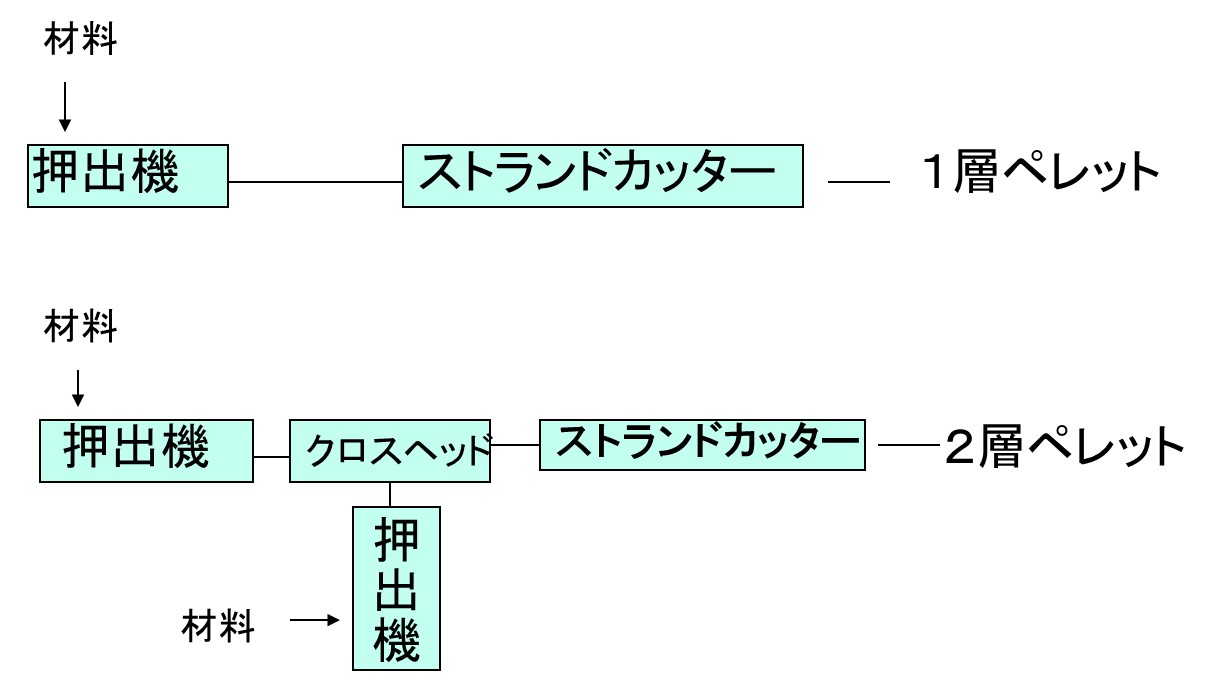
図4 発泡用ペレットの作成(製造方法)
2層ペレットは、一層ペレットの上に、高密度PEの層を被覆した構造になっている。作成法は、ストランド状に低密度PE発泡組成物を押し出しながら、片方の押出機を使って高密度PEのシースを被覆するというやり方で、2層のストランドを押出被覆し、特殊な2本ロールを使用して、ペレットを成形し、カットし完全に被覆された2層ペレットを作成する。このペレット作成が、この複合発泡体に必要不可欠である。
2層ペレットの一つの形状を示すと図5のようになる。勿論、インジェクションで、2層ペレットを作成するという試みもあるが、未成熟である。本技術は諸外国において特許となっており、後述される。
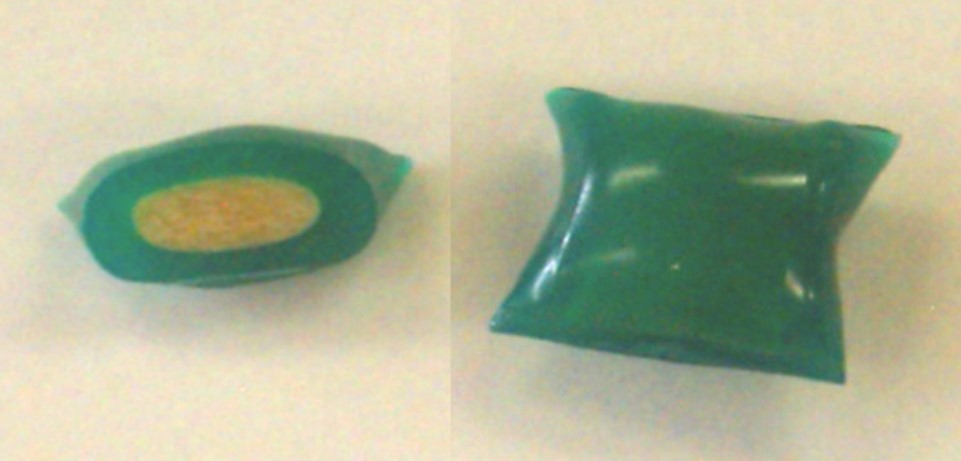
図5 2層ペレット
すでに、PEの架橋と発泡の関係は古くから明らかになっている。図6は架橋剤の添加量と発泡度の関係を示していて、適切な架橋剤量が必要なことが分かる。
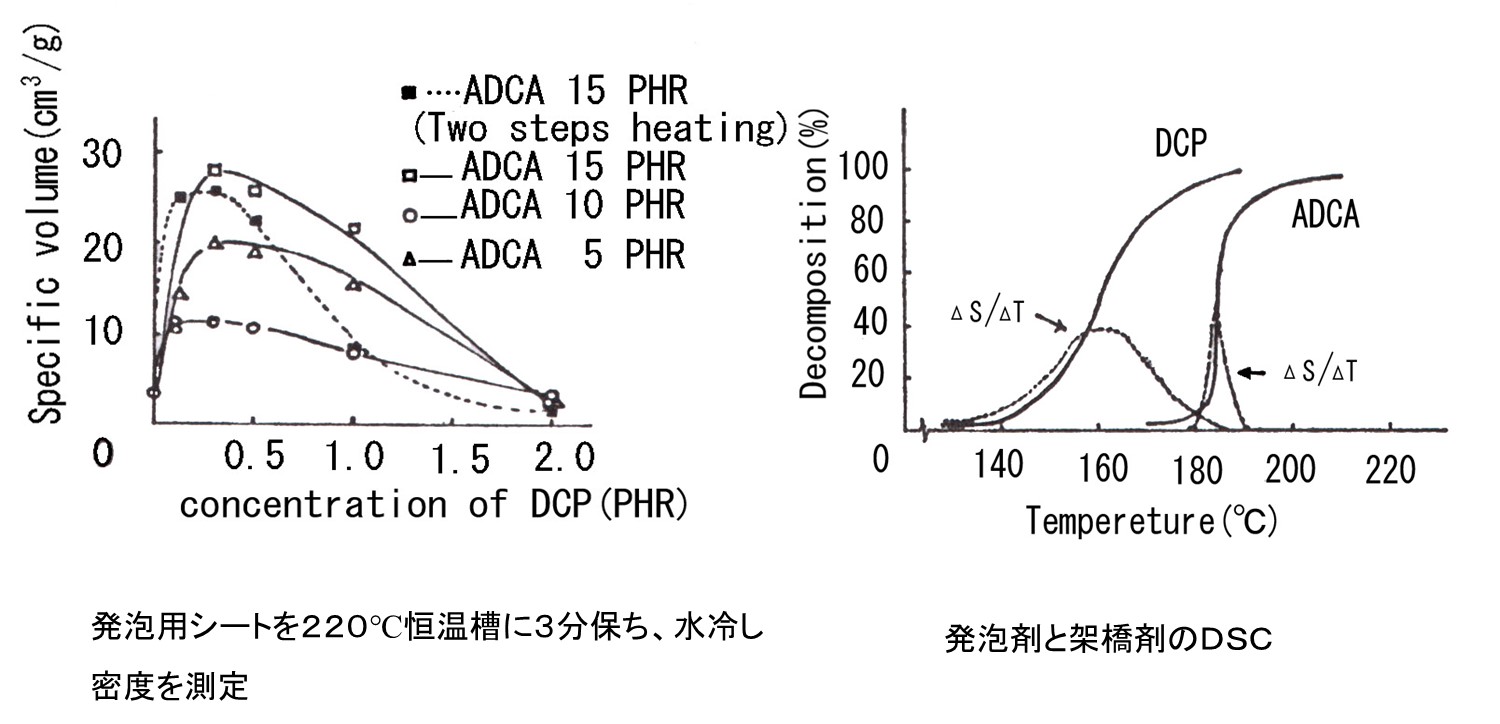
図6 発泡の原理(1)発泡度と架橋剤量の関係
図7は架橋剤の添加量を変えて、温度を変えて動的粘度を測定した図と動的粘度と発泡度の関係を見た図である。発泡が生じるのは極めて限定的範囲に限られる。
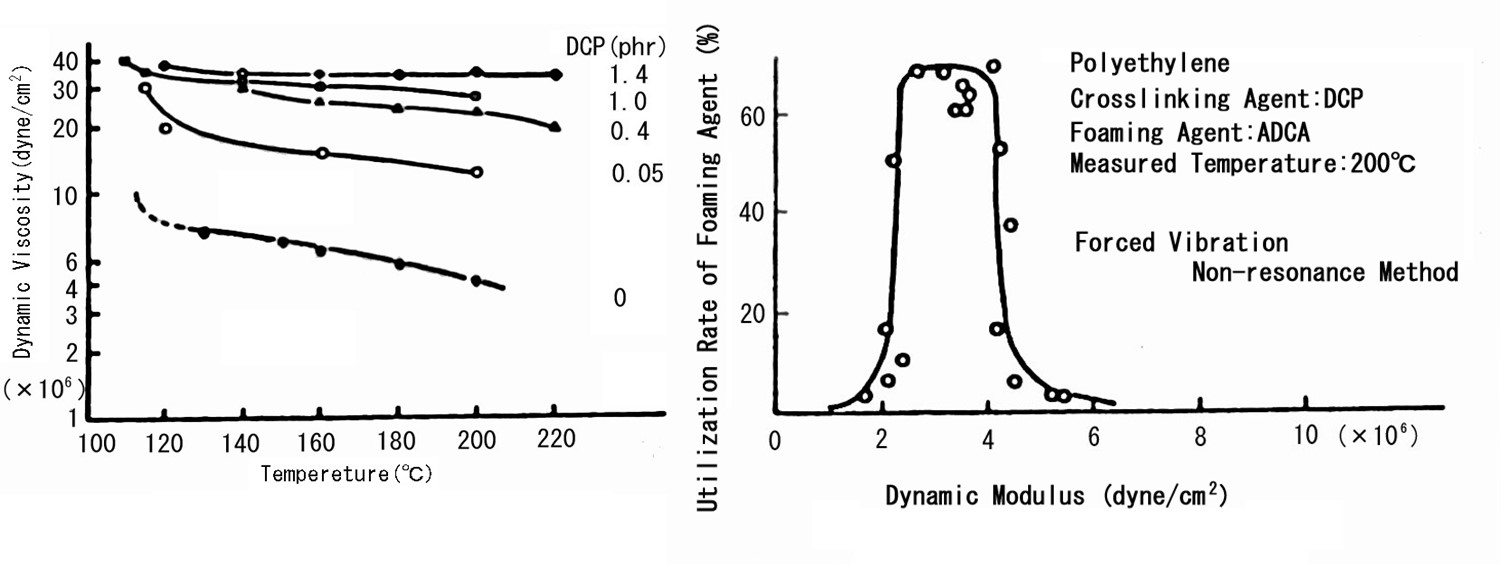
図7 発泡の原理(2) 架橋剤の効果
3.発泡成形体としての性質
3-1 圧縮特性
100×100×100mmの成形体の発泡体比重に対して、補強体(2層ペレット使用)の有り無し、表皮層の厚みの影響を調べた。表皮なしというのは成形体の4面の表皮層を剥がして測定したものゆえ、発泡体のみの圧縮強さということになる。
補強体があることによって圧縮強さが2から3倍大きくなっている。補強体の厚みは0.5mm以下であるが、テンションメンバーとして補強効果に効果がある。また表皮の厚さは当然圧縮強度に影響する。HDPEの表皮層とHDPEで補強された軟質発泡体で、圧縮強度に効果を上げている(図8)。HDPEをPPにすれば、より圧縮強度が大きくなる。
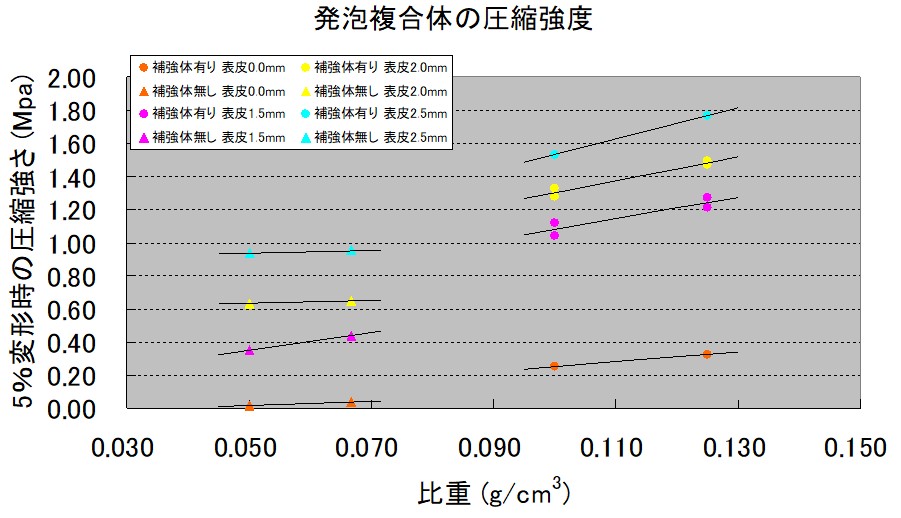
図8 圧縮強度
3-2 曲げ強度
300×50×25mmのサンプルを使用して、曲げ強度(降伏点)を測定した。
補強体のない系列と補強体のある系列(表皮層の厚さがパラメータ)について試験がなされた。当然ながら表皮層が厚くなるにつれ、強度が増加している。補強体が「あり」「なし」で同じ密度のデータはないので、「なし」のデータを「あり」の密度0.1に外挿して両者をくらべると、2倍程度補強体「あり」の方が大きいことが分かる(図9)。
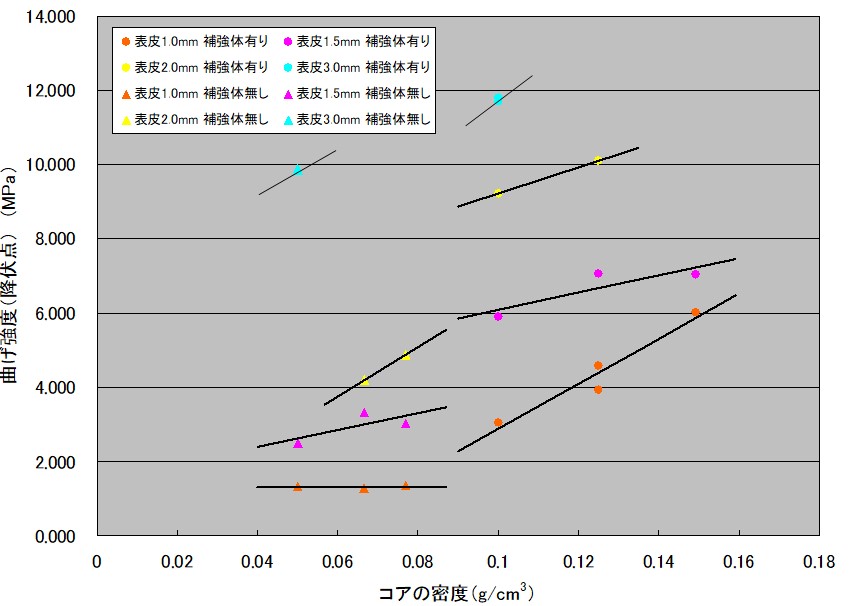
図9 曲げ強度
3-3 熱伝導率
熱流計法による複合成形体の熱伝導の測定結果を表に示した。
表1は1層ペレット(20倍発泡)による複合成形体の構造の違いによる熱伝導率、表2は2層ペレット(10倍発泡)による複合成形体の構造の違いによる熱伝導率を示した。
表1 複合体の熱伝導率(1層ペレット)
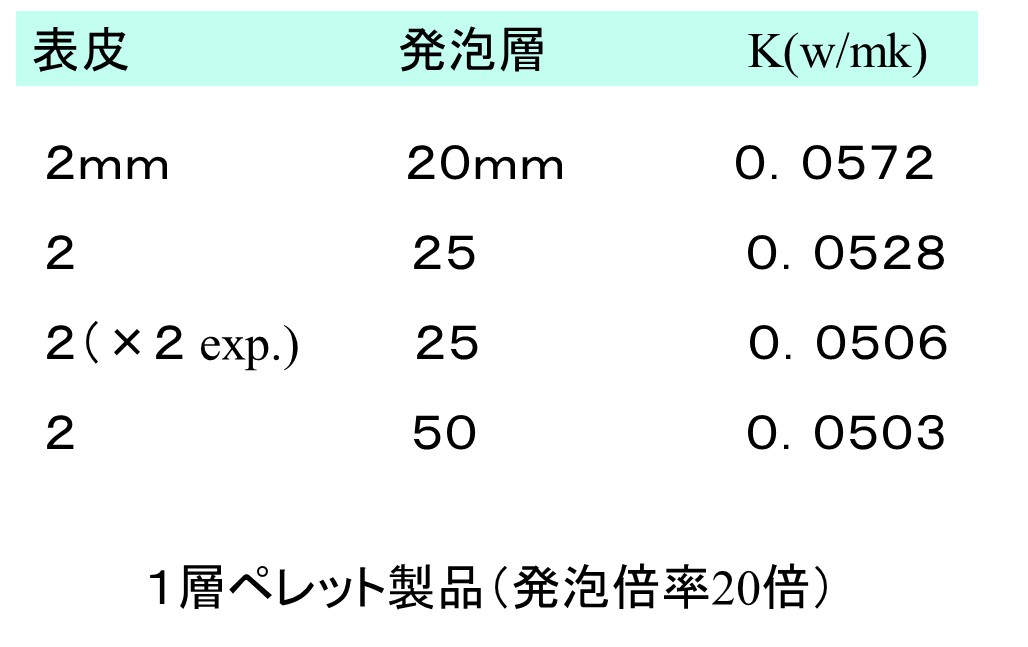
表2 複合体の熱伝導率(2層ペレット)
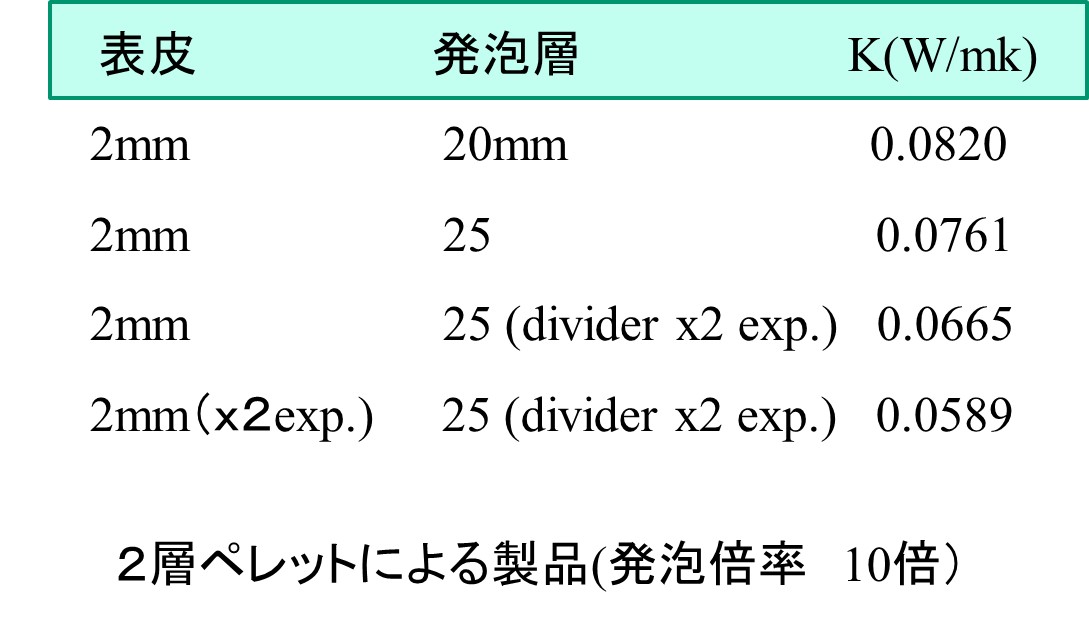
LDPEの20倍発泡体の熱伝導率は0.038(W/mh)と知られているので、表皮層の影響で0.05(W/mh)以上とやや大きな値を示している。表皮層を2倍発泡させると、若干低下が見られる。2層ペレットからの10倍発泡は当然前者より大きな値になる。表皮の影響と内部の補強体の影響がある。表皮を発泡させて、補強体も発泡させると必然的にKは低下する。
図10は本技術で作成した 146X146X146mmの小型の断熱箱に80℃の水を入れ、室温下に温度低下の様子を調べた図である。断熱のない2mmの箱は温度低下が激しいが、断熱材がある場合は、ゆっくりと低下する。そして20倍発泡の1層ペレットの場合が、細かくみると一番ゆっくりと低下する。しかし強度を考えると、2層ペレットの成形体が好ましい。
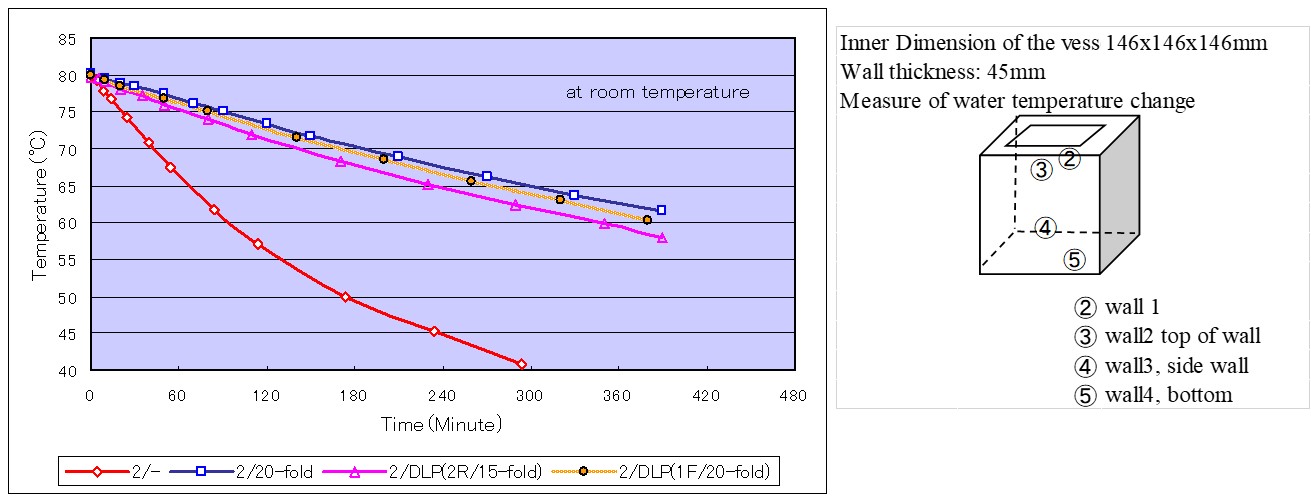
図10 断熱箱の熱抵抗測定
図11は、10Lの蓋つきの断熱ペールに-70℃のドライアイス―メタノールを3L入れて、温度上昇の様子を観察した。20倍発泡の断熱材のせいで、10時間で60℃(6℃/h)とゆっくりとした上昇であった。大型の魚運搬用の断熱箱として使用されている。
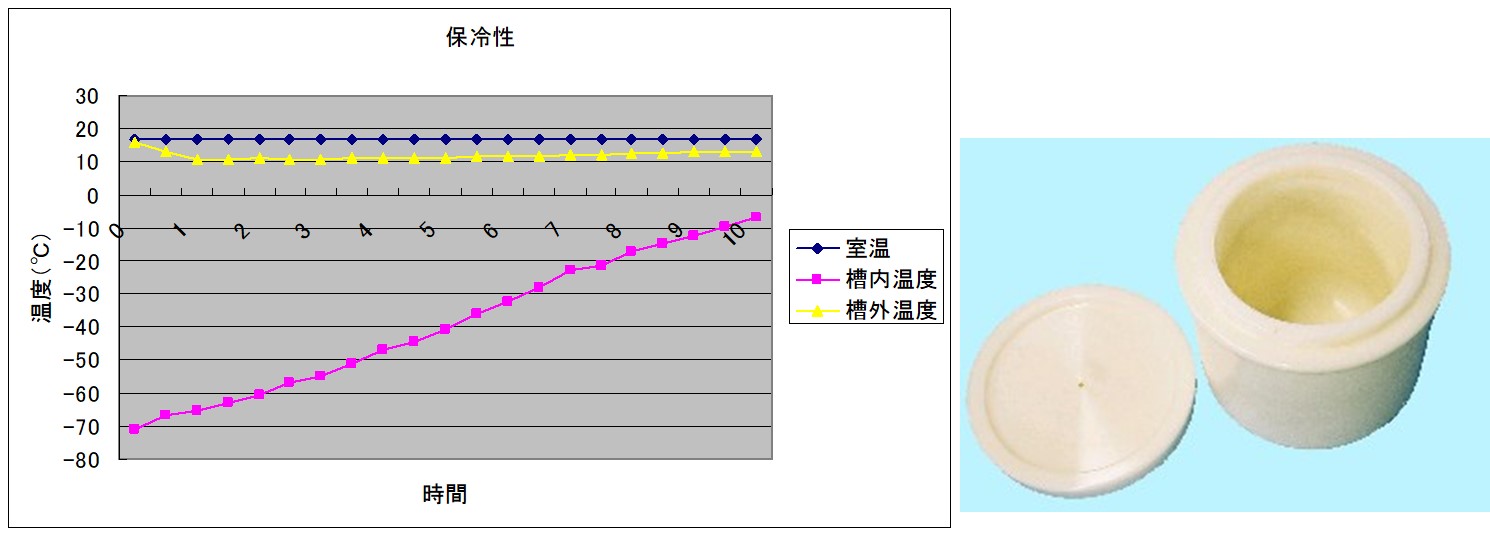
図11 10L断熱保温槽(20倍)の放熱特性(スキン3㎜-肉厚50㎜)
槽内ー70℃のドライアイスーメタノール3Lからの放熱
4.用途
4-1 断熱コンテナー類
大型から中型の断熱容器としての用途がある。我々の試作品を幾つか示した(三福工業製)。回転成形のメリットである、多品種の品物ができ、また大型のコンテナー類ができる(図12)。
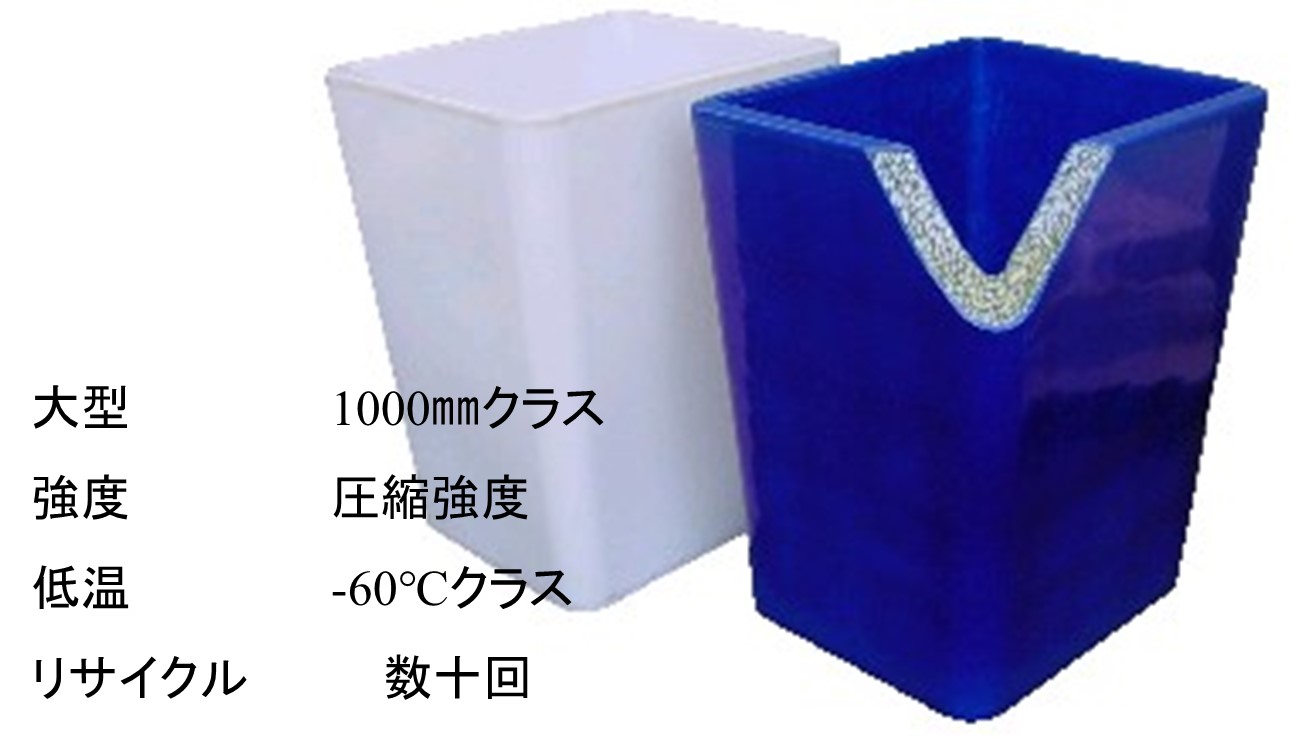
図12 断熱コンテナー
4-2 建材
例えば1000×2000×50mmの板が成形可能である。これを多数つなげて使用すれば、壁材や、天井材、場合によっては床材として考えられる。
4-3 工業部品
強度が有って軽いことを考えると、大きな工業部品への展開が考えられる。いくつかの試作例を示す。図13は建設用車両の部品である。図14は太陽光集光パネルの例であるり、反対の表面がその用途に使用される。
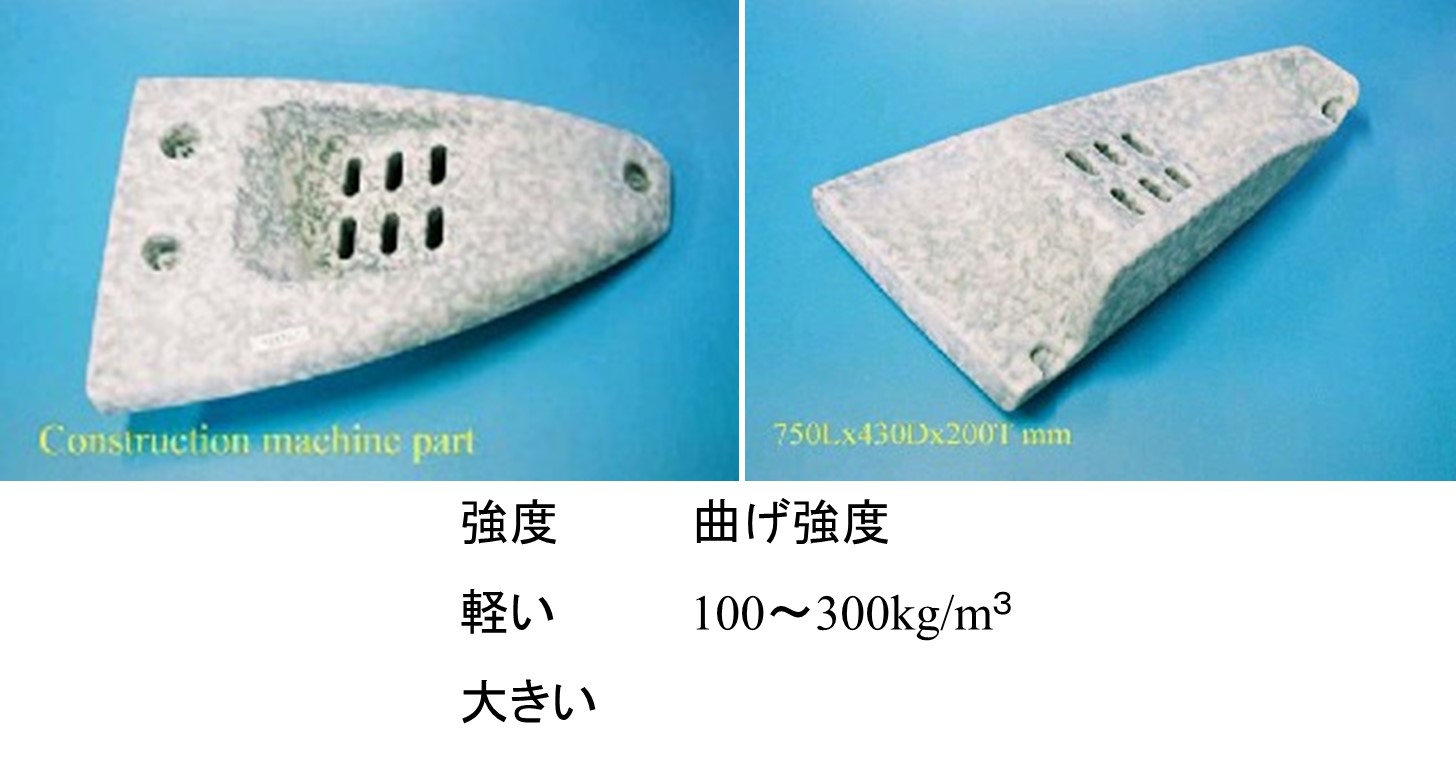
図13 工業部材・機構部品

図14 太陽熱コレクター部材
4-4 スポーツ用品・おもちゃ類
サーフボードや、カヌーなどは回転成形で作られるので、これらは本技術で発泡体にする対象である。また回転成形の一つの用途におもちゃがある(図15)。強度と軽量性から多くの展開が考えられる。
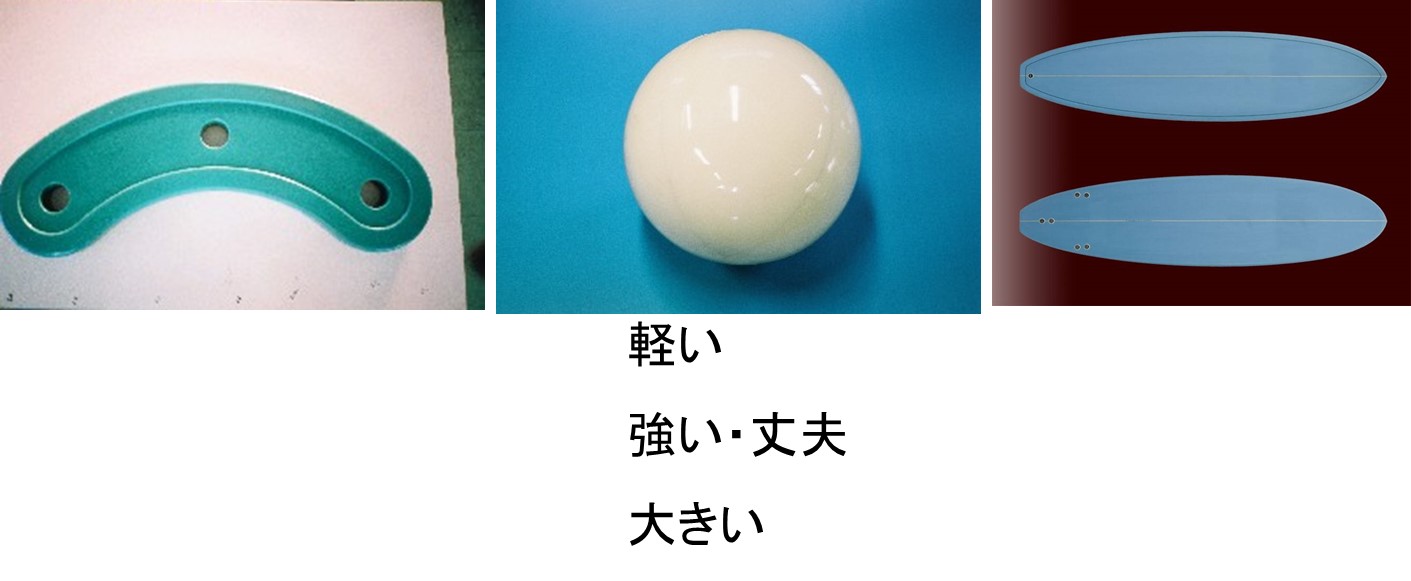
図15 玩具・スポーツ用品
4-5 ボート類
小型のボートは欧米では回転整形で作られている。これの本技術での展開が試みられた。可能性はあるという結果であった。金型を本技術用に造らないと、細かい部分への対応が難しいという問題点が指摘されている。
5.まとめ
用途展開については、図16のように考えている。
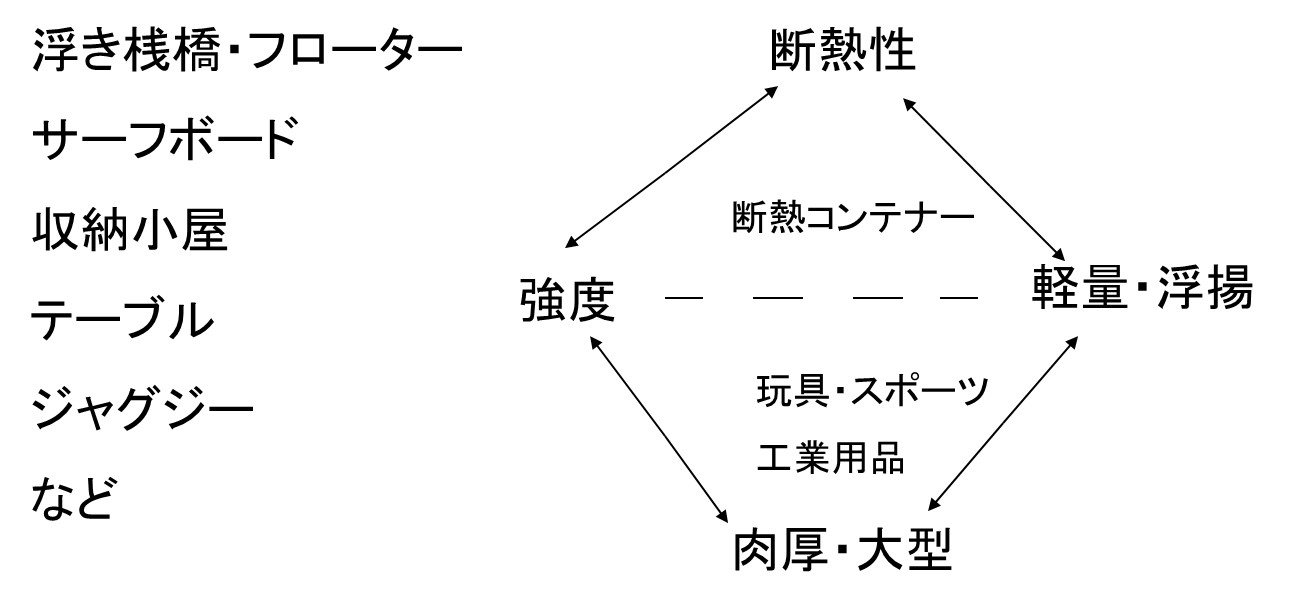
図16 その他 考えられる用途
この発泡複合成形体は大きく見て、強度があること、断熱性があること、軽量であること肉厚・大型の成形品ができることなどが特徴である。それを示すと図17のようになる。これらの点を捉えて開発がなされることが期待される。
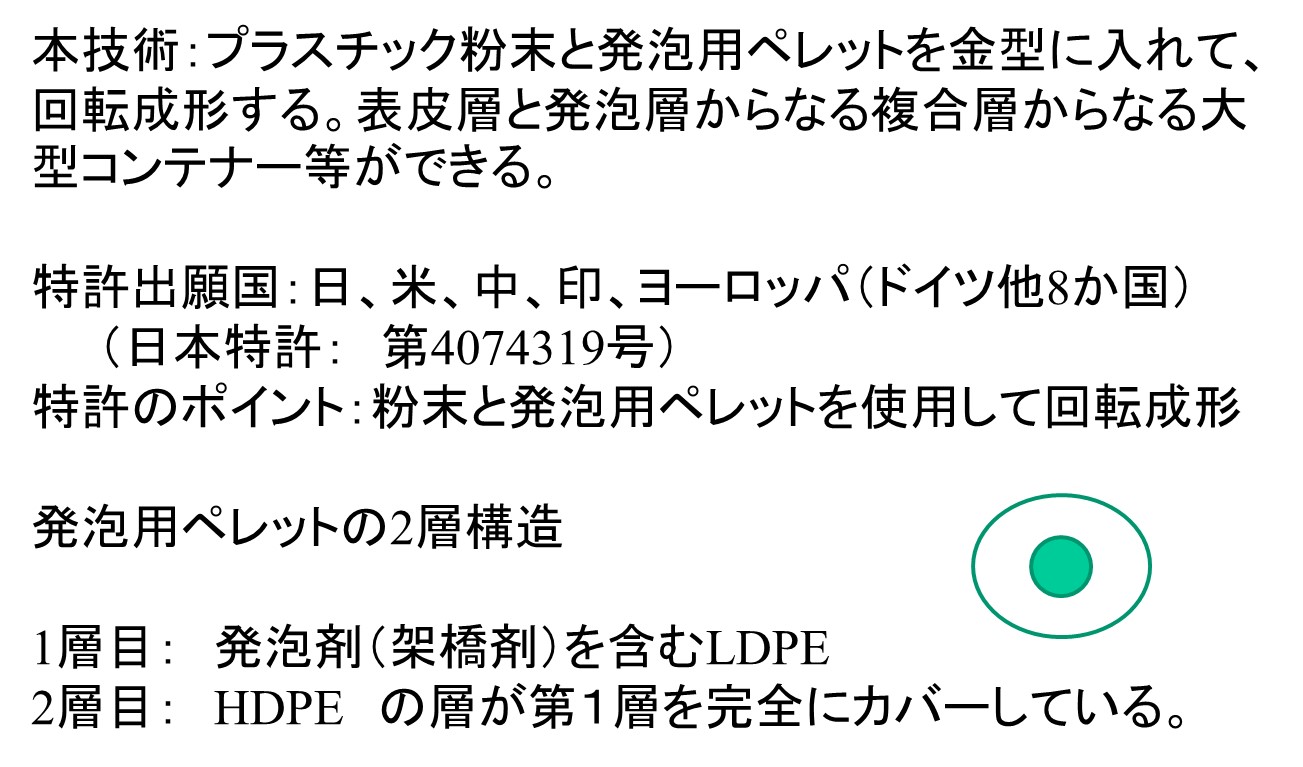
図17 開発の方向と特許
本開発の問題点として国内にいた開発者が、企業の離合集散でいなくなってしまったという経過のもと、国内での開発が十分出来なかったことである。外国では、2、3のベンチャー企業がこれまでトライしてきている。
6.特許について
12カ国に特許を有している。特許のポイントは先述したようにプラスチック粉末(HDPE)と発泡用2層ペレットを用いて回転成形することにある。軽量で、強度のある複合成形体を得ることができる。

