
展示会レポート 3D Printing 2016(3Dプリンター展)
秋元技術士事務所 所長 秋元英郎
千葉市美浜区中瀬1-3 幕張テクノガーデンCB棟3F MBP
はじめに
3Dプリンターの最新技術が勢ぞろい
3D Printing 2016(正式には3D Printing 2016 Additive Manufacturing Technology Exhibition)は2016年1月27~29日にかけて東京ビッグサイトにおいて、ナノテク展等と併設して開催された3Dプリンターに関する展示会である。主催者は株式会社ICSコンベンションデザインと一般社団法人ナノテクノロジービジネス推進協議会である。個別の展示会への来場者数は公表されていないが、同時開催11展の3日間の来場者数は48,514名(主催者発表)であった。
本報告では出展社別では無く、方式別に技術動向を整理して報告する。なお、視察時間が限られていたため、全てのブースを視察することはできなかった。
光造形方式の装置展示
光造形法とは光硬化性液体の液槽の樹脂表面に造形しようとする物品の断面のパターンの紫外レーザー光を照射して硬化する事によって出来た層を何層にも積層する事によって立体の造形物を作る技術である。レーザーで断面が露光され、硬化した層が順番に重ねられて立体物が造形される。
今回は卓上に置ける小型の光造形装置が多く出品されていた。材料の使用量が少なくて済む吊り下げ方式が主である。
ローランド(Roland)は独自のプロジェクターレンズを採用した小型3Dプリンター(monoFab ARM-10)と造形品を展示していた。図1は配布資料中の原理の説明である。造形サンプルが多く展示されていた。写真1に装置と造形品を示した。参考出品としてゴムライク品が置かれ、自由に触ることができた。
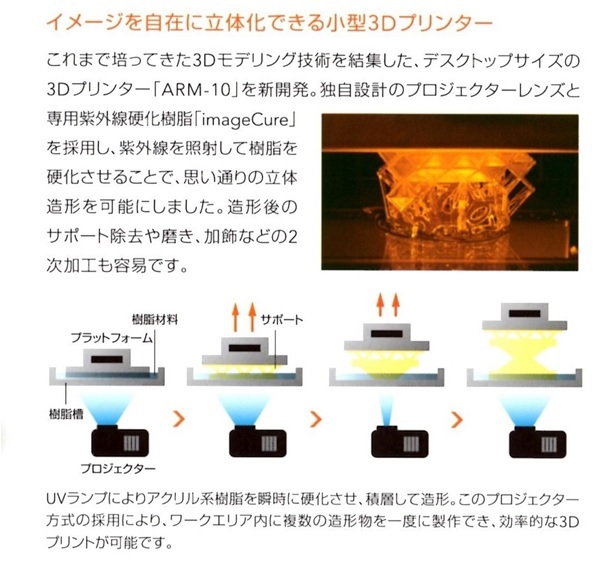
図1.ローランドの配布資料よりプロジェクター方式光造形装置のしくみ

写真1.ローランドブースに出展されていた光造形装置と造形サンプル
シーメット(CMET)は高速・高精度小型3Dプリンター(Mini Meistar)を出展していた。トレーの交換で種々の樹脂を使用することができる。最も小さいタイプ(MM-10)は装置サイズが270x140x175である。図2にカタログから抜粋した写真を示した。デュアルステージ技術によりトレーを傾けて造形途中の造形品をフィルムから剥がす機構があり、造形時間が短くできる。
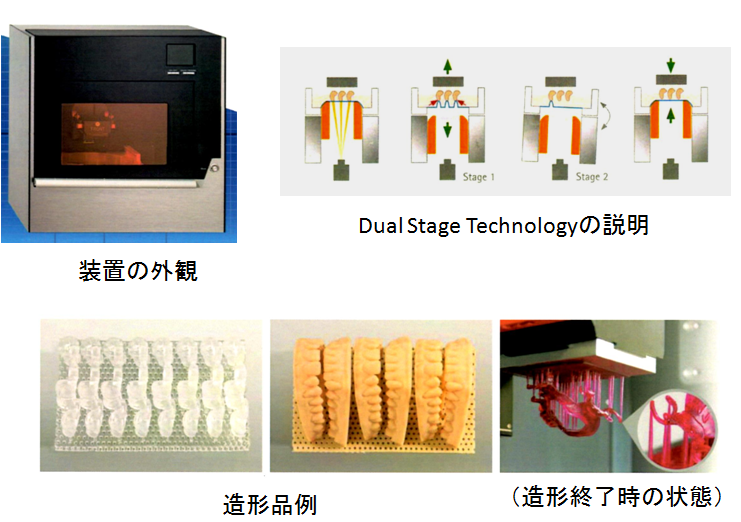
図2.シーメットの配布資料より光造形装置の原理と造形例
XYZプリンティングジャパンは小型光造形装置(ノーベル1.0)を展示していた。20万円台で購入できる。写真2に製品紹介用パネルの一部を示す。
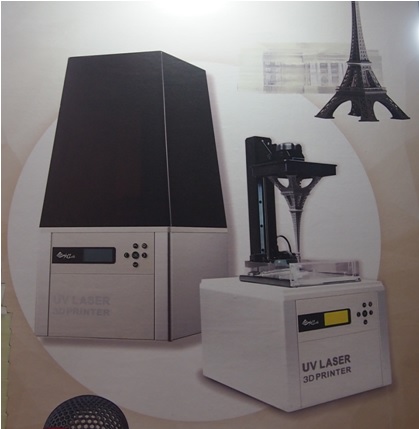
写真2.XYZプリンティングの光造形装置
ムトーエンジニアリングは吊り下げ式、DLPプロジェクター露光方式のコンパクトな光造形3Dプリンターを展示していた(写真3)。樹脂にはデザイン検証用、精密造形用、透明樹脂の3種類がある。

写真3.ムトーエンジニアリングの光造形装置
FDM方式(フィラメント溶融積層方式)の装置展示
FDM方式は熱可塑性樹脂のフィラメント(太さ1.75~3mm位のヒモ)をノズルの先で溶融させながら積層する方式であり、粘土のヒモを積み上げて造る縄文土器をイメージするとわかりやすい。FDM方式の基本特許が2009年に切れたことから参入する企業が増えており、ハイエンドから10万円を格安タイプまで様々である。また、機構が単純であるため大型品の造形に対応できるタイプも多い。
造形に使用するフィラメントは装置メーカーの専用品であることが多いが、最近は自由に使うことを認めている装置メーカーも増えている。
ムトーエンジニアリングは個人向けの低価格3Dプリンター(MF500, MF1100, MF2200D)を展示していた。いずれもフィラメントの供給トラブルが起こりにくいオープンリール方式で、MF2200Dは2種類のフィラメントが使えるデュアルキャリッジ方式であり、サポート材も造形でき、PVAの水溶性フィラメントも使用できる。
武藤工業は300℃での吐出が可能なタフヘッドを搭載したエンプラ対応の3Dプリンターを展示していた(写真4)。2ヘッド構成になっており、メイン樹脂とサブ樹脂個別に吐出して複合造形するBi-Matrix構造造形のサンプルも展示していた。
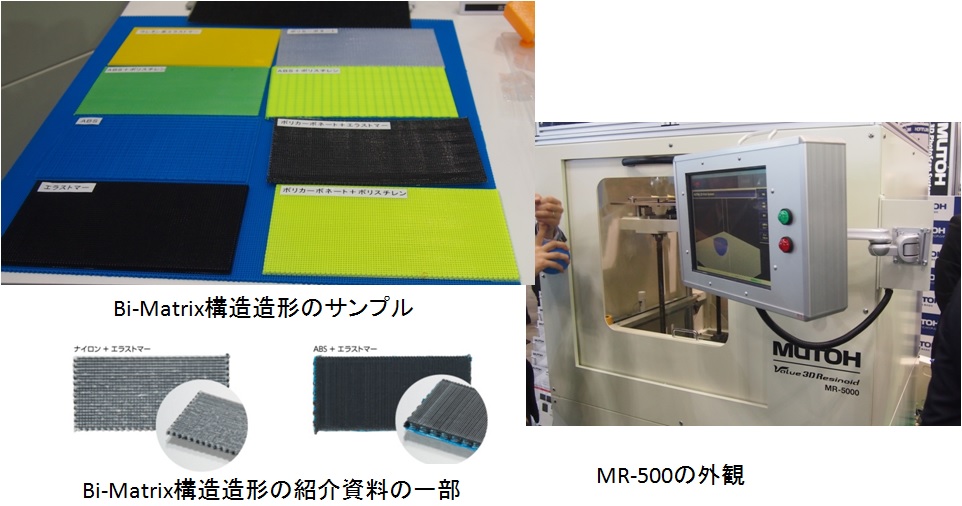
写真4.武藤工業のエンプラ対応3Dプリンターと2材料造形品のサンプル
XYZプリンティングジャパンは低価格の3Dプリンターダヴィンチを展開している。写真5はWiFi接続してPCから操作が可能な低価格タイプのダヴィンチJr. 1.0Wである。また、展示は無かったが、スキャナー内蔵タイプも紹介していた。
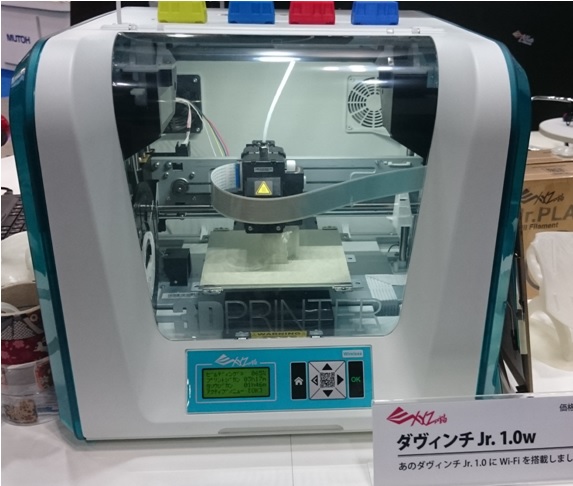
写真5.XYZプリンティングの3Dプリンター(この機種はWiFi接続が可能)
ロンバス(Rhombus)はヘッドに特長があり他社に比べて4倍の造形速度を持つ3Dプリンターを展示実演していた。ヘッドは350℃まで対応可能とのことである。また、写真6に示すパラレルリンク方式でヘッドを動かす簡易タイプも展示実演していた。
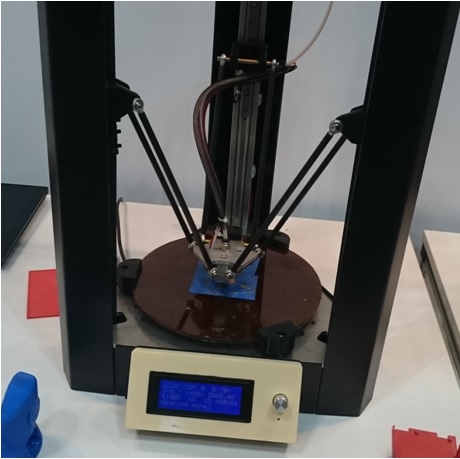
写真6.ロンバスの簡易型3Dプリンター
ニンジャボットは大型を得意としており、対応可能な材料の種類も多い。(写真7)
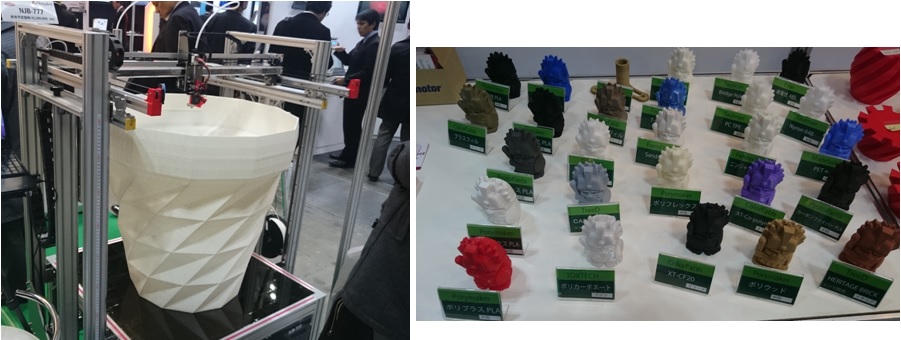
写真7.ニンジャボットの大型3Dプリンター(左)と各種材料を用いた造形サンプル
エフ・ティファインテックプロダクトは使える材料の種類が多い(ナイロン、カーボン、エラストマー、ABS、PLA)ことを特長としており、水溶性のサポート材も使える。1年間樹脂使い放題のキャンペーンも実施していた。カーボンは熱可塑性樹脂のバインダーで固めたものである。写真8に装置と展示サンプルを示す。
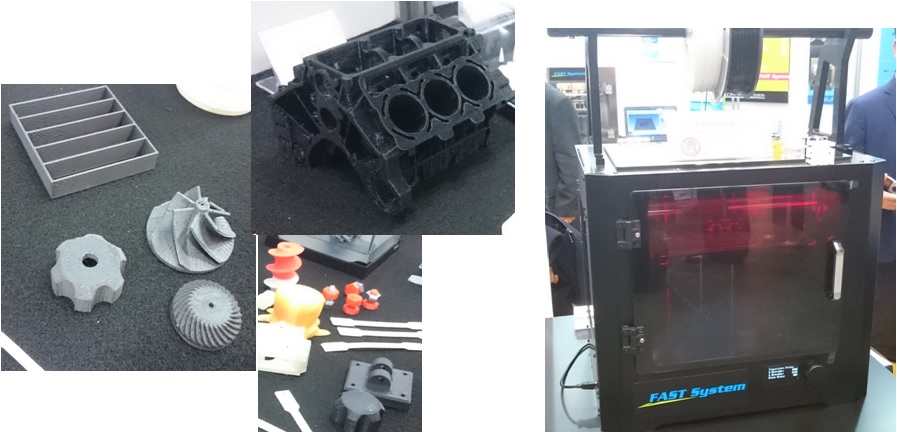
写真8.エフ・ティファインテックプロダクトの3Dプリンター(右)と造形サンプル(左)
アイケイワークスはドイツのRepRapの3Dプリンターを展示していた。工業用に中型~大型を来院アップしている。純正フィラメントの材料種類が多い点が特長である。
スマイルリンクは大田区産学連携施設に入居するベンチャー企業であり、製品であるNt100はwebブラウザから操作ができる。装置の能力としては、ノズル径が0.4mmで積層ピッチは0.05~0.35mmである。フィラメントは全て国産の材料である(ABS, PLA, PET, 非晶PA)。
フュージョンテクノロジーは設立して約1年半の企業であり、造形エリアが最大で400x400x400mmの大型製品が造形可能である。表面が比較的平滑にできるとのことである。
デザインココ(Design CoCo)は仙台市を拠点とするアニメ等のフィギュアを造形する企業であるが、自社で最大で600x600x700mmの大型造形可能な3Dプリンターを開発した。
ストラタシスのブースではメーカーボットの低価格3Dプリンターが多く展示されていた。
インクジェット方式の装置展示
武藤工業は3DSystems社の複数のインクジェット方式3Dプリンターを展示していた。フルカラーの造形には石膏をフルカラーのインクで固める方式(ProJet x60シリーズ)と、プラスチックの粉末をフルカラーの接着剤で固める方式(ProJet 4500)がある。写真9には石膏方式のフルカラー3Dプリンターによる造形品を示した。その他に紫外線硬化タイプでマルチマテリアルタイプも展示していた。

写真9.武藤工業ブースに展示されていた石膏・インクジェット方式で造形された人物模型
ストラタシスは紫外線硬化インクジェット方式を複数展示していた。写真10は耐熱タイプの樹脂で造形した金属プレス型とプレス品である。この緑色の樹脂は金属のプレス型と樹脂の射出成形用の型として活用が進んでいる。構造部品をターゲットとした高耐熱樹脂の開発について尋ねたが、現在提供できるものはまだ無いとのことである。ストラタシスのインクジェットタイプ3Dプリンターは代理店であるアルテックのブースでも展示されていた。
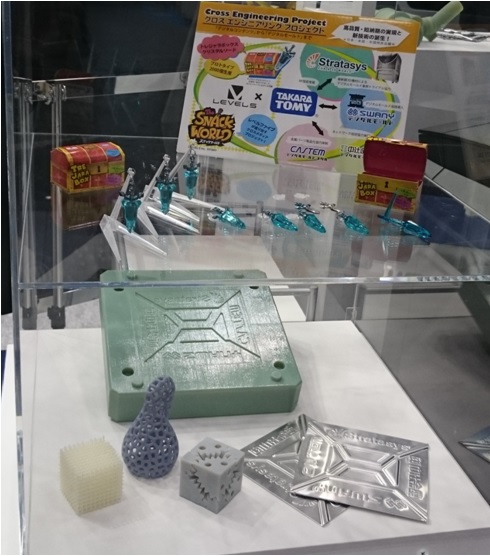
写真10.ストラタシスブースに展示されていた金属プレス用の型とプレス品
マイクロジェットは3Dプリンター用材料評価装置(MateriART-3D)を展示していた。紫外線硬化樹脂の評価ができるタイプと、バインダータイプの評価ができるタイプ及び両方ができるタイプがあり、インクジェット方式の材料開発に有効である。
紙の積層による方式の装置展示
ジェービーエムはMcor社が開発したA4コピー用紙を原料としたフルカラー3Dプリンターを展示実演していた。写真11には装置の外観、造形中の様子、造形されたサンプルを示した。A4のコピー用紙に両面でフルカラー印刷(何枚目か、裏か表かの情報をバーコードで記録)して、カセットに入れ、その用紙を1枚ずつ重ねていく。その際に造形部分に接着剤を塗って、周囲に切り込みを入れる。最後に不要部分を外すと造形品ができる。(写真に半切りオレンジの造形状態を示した。)フィギュア等の仕上がりはフルカラーのインクジェット(石膏タイプ)には劣るが、文字がくっきりと印字できるために立体地図用途に採用されている。また、新しくA4用紙ではなくロールで供給するコンパクトタイプも開発した。

写真11.ジェービーエムブースにおけるMcor社製のA4コピー用紙3Dプリンターと造形品
粉末焼結・粉末溶融タイプおよびその他方式の展示
日本電子は金属粉末(球状)を電子ビームで溶融させるタイプの3Dプリンターについてパネルで紹介していた(写真12)。レーザー光に比べて出力が数倍大きく、レーザーでは造形できない高融点の素材に対応できる。また、レーザー光は機械的にスキャンするのに対し、電子線は磁場によってスキャンするので造形速度が速いという特長がある。
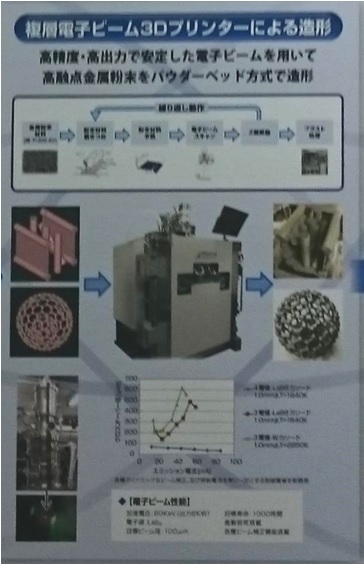
写真12.日本電子ブースに掲示されていた電子線方式の金属3Dプリンター(開発品)の説明
NTTデータエンジニアリングのブースにはEOSの樹脂粉末焼結タイプと金属粉溶融タイプの3Dプリンターによる造形品が展示されていた(写真13)。
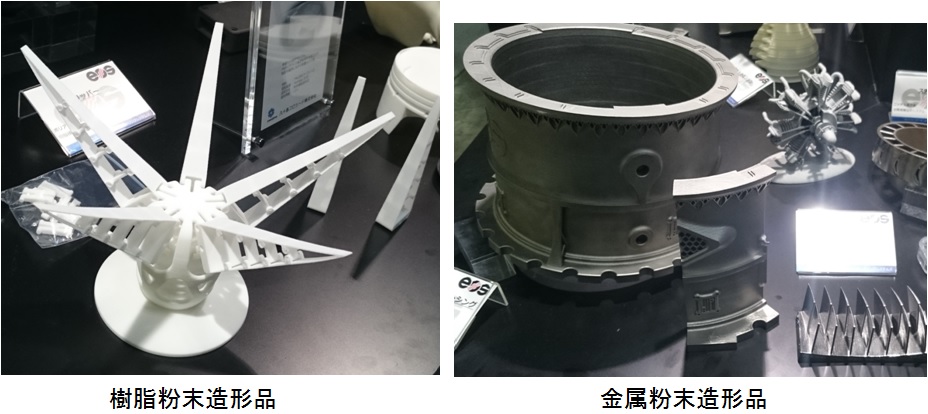
写真13.NTTデータエンジニアリングブースに展示されていたEOSによる造形品サンプル
東芝と東芝機械は金属粉末をノズル先端に供給してレーザー光で溶融させて塗工するタイプの3Dプリンターをパネルで紹介し、造形サンプルを展示していた。塗工後のレーザー光で表面を平滑化することができる。写真14に展示パネルの機構説明部分を示した。
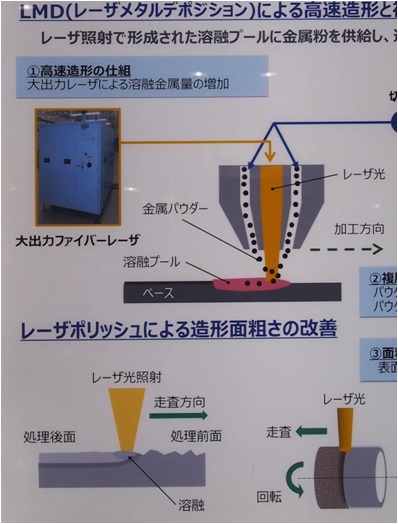
写真14.東芝・東芝機械が紹介していたレーザーメタルデポジション方式の3Dプリンター
三菱重工はレーザー光方式の金属粉3Dプリンターをパネルで紹介していた。造形サンプルとして、銅合金上にインコネルを造形した異種材料接合サンプルを展示していた。
武藤工業は、3DSystemsの熱可塑性樹脂のSLS(粉末レーザー焼結)3Dプリンター(SLSプロダクションシリーズ)、3DSystemsの金属粉末のレーザー溶融タイプの3Dプリンター(Direct Metal)を展示するとともに、自社開発のアーク溶接金属3Dプリンター(Value Arc MA5000-S-1)の展示実演を行っていた。このタイプは、汎用の金属溶接ワイヤーをアーク溶接して積層する方式である(溶接による肉盛積層)。写真15に造形中と造形後の様子を示す。
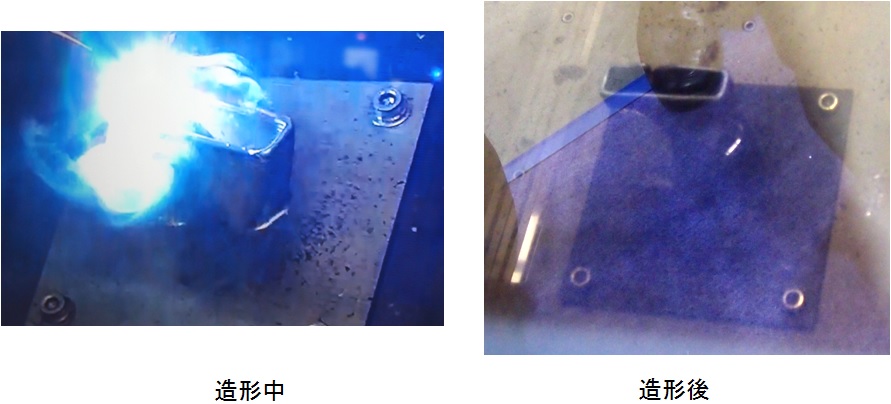
写真15.武藤工業が実演していたアーク溶接方式の金属3Dプリンター
おわりに
Nanotech展等と同時開催ということもあり、非常ににぎわっていた。いろいろな方式の装置を一度に視察することができ、価値ある展示会であった。

