
異物分析(その1:早期問題解決にむけて!)
あなりす
こんにちは!「あなりす」の岡田です。
「異物分析依頼が多い」ということで、複数回にわたり異物分析について書かせていただきます。異物分析の必要があるということは、クレームや生産トラブルが起こっている、あるいは起こりうることが多く、早期の問題解決が望まれます。その場合、高度な分析機器を使って時間かけた正確な解析を行うよりも、アバウトかつ簡便な測定で、俊敏に問題箇所をフィルタリングする方が適していることがあります。
そこで今回は、“分析による早期の問題解決”に焦点を当て、そのヒントをご紹介します。
1.そもそも異物って何?
デジタル大辞泉によると、「普通とは違ったもの、違和感を与える奇異なもの」と記載されています。例としては、コンタミネーション(人的、機械的、副生成物、未反応物、ダスト、カビ、ミストなど)、変色(着色、白化など)、劣化、偏在、などがあります。つまり、身近にある物質が異物になる可能性や、当初異物ではなかった物質が時間経過で異物に変化する可能性があるのです。
異物かどうかを見極めるのには、日頃から、いつもと何かが違う、何かがおかしい、何かが変わっているなど、日常での小さな変化を敏感に感じる“眼”を育てることが大切です。そして、異物を発見したときには、じっくりと観察し、原因を追及する姿勢が必要です。日々の生活の中で少しでもよいので意識してみてくださいね。
2.分析の前段階にすべきこと ―データベースの作成―
素早い異物分析のためのツールとしてデータベースがあります。「これは異物になりそうだ」と思ったものがあったら、余裕のあるときに測定をしてデータベースを作っておきましょう。
データベースとは、「異物データを異物発生場所、状況、メーカー、業種別などに分類して統計的にデータを整理する、あるいは前述した身近にある物質の分析データを登録しておくこと」です。このデータベースによって、異物の発生時に迅速な対処ができます。
もちろん企業により蓄積すべき分析データは異なりますが、色情報(目視)、構成元素(蛍光X線あるいは元素分析装置)、赤外スペクトル(FT-IR)、DSCチャート(熱分析装置)の結果などが挙げられます。
もしデータベースがなければ、原因の特定に多大な時間を要する場合があります。例えば生産ラインで発生した異物がFT-IR分析により、アクリル樹脂主体物であることが判明したとしましょう。異物の原因を特定するために、周囲のアクリル樹脂を含有すると考えられる物質を採取し、発生した異物とスペクトルが一致するものを探さなければなりません。
しかし、生産ライン周囲の物質を対象としたデータベースを作成しておけば、その手間を省くことができます。さらに、対象物質のFT-IRスペクトルだけでなく、物質の色や製造先などの関連情報をデータベースに加えることで異物の特定率が上がります。
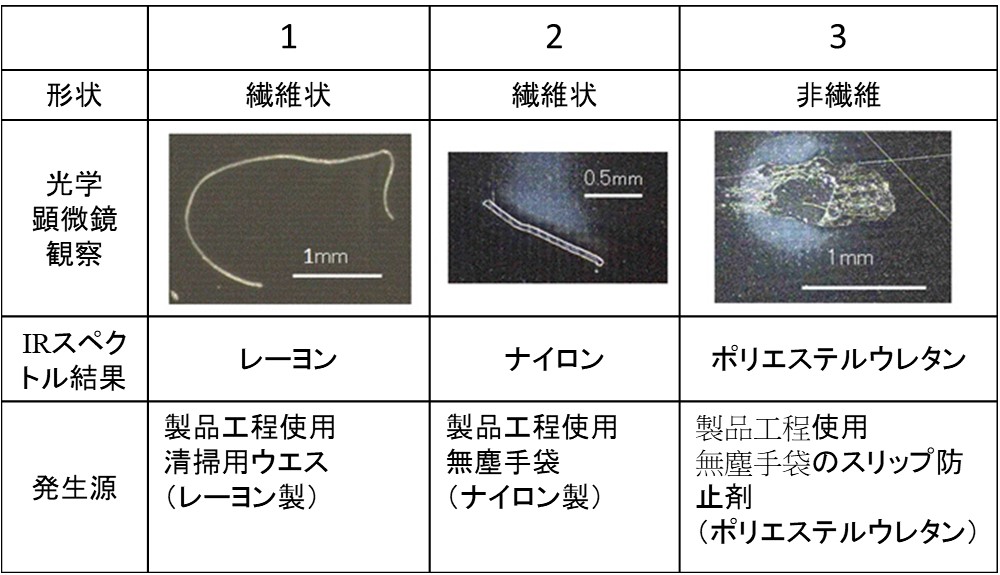
図1は、出荷前製品で発生した異物例です。
図1 異物の特定例
まずは、光学顕微鏡で観察し、形状を確認します。次にFT-IR(図中には、IRと記載)でスペクトルを確認したところ、①レーヨン、②ナイロン、③ポリエステルウレタンのスペクトルが検出されましたが、これだけでは異物発生源が特定できません。
そこで、事前に登録していた、各工程における使用材料のFT-IRスペクトルとサンプリング形状のデータベースを利用することにより、異物発生からわずか数時間で発生源の特定できました。
使用する装置によっては、対応した汎用のデータベースがありますが、それぞれの企業で提供する“もの・サービス”に合わせた独自のデータベースを作成することをお薦めします。
3.現場とのコミュニケーションの大切さ
社内でのコミュニケーションは組織運営だけではなく、異物の問題解決でも重要です。参考に、シート製品に異物が発生した事例をご紹介します。
新しい製造ラインの設置後、すぐに発生した異物です。なおシートは、基材の上に塗料を塗布し、乾燥させて作成しています。
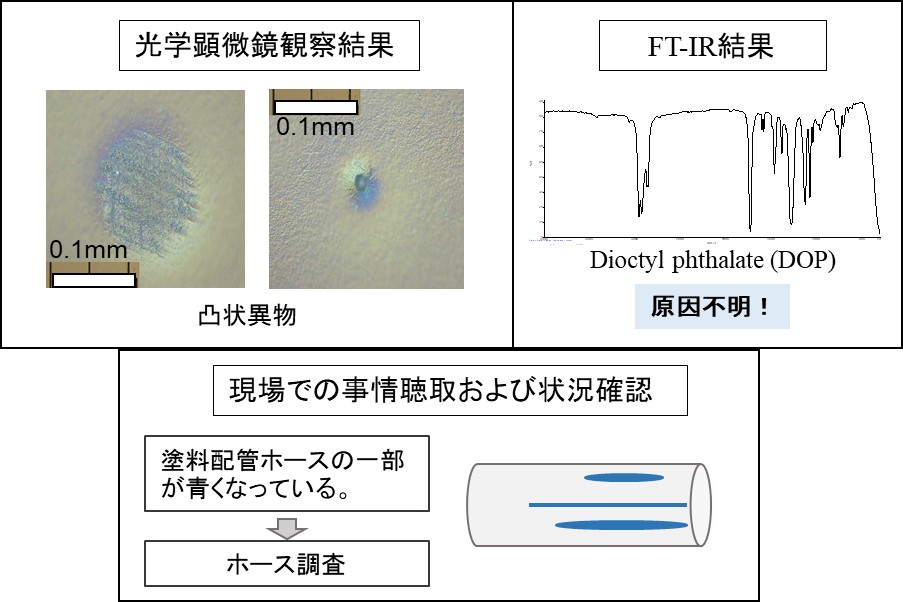
図2 現場の事情聴取で解決した異物例
図2の左上が光学顕微鏡の観察結果であり、シート上に凸状の異物が多数発生しました。異物を針でつついてみたところ、粘性のある液状物質が中にあることがわかりました。
粘性物質を溶剤で抽出してFT-IR測定した結果が、図2の右上結果です。FT-IRデータベースでは、ジオクチルフタレート(DOP)という物質がヒットしてきました。自社で作成した塗料配合材料や、現場使用材料のデータベースの中にDOPはありません。
そこで、DOPを含有する物質について、ネット検索と現場での情報収集を行うことにし、ネット検索では、DOPは塩ビの可塑剤として多様される材料だということがわかりました。さらに、現場の作業員から、使用ホースの一部に通常は確認されない青い部分があることを聞いたため、ホースを調べたところ、図2下図のようなホースがいくつか発見されました。
青くなっているホースのメーカーを調べ、メーカーに問い合わせることで、ホース材料が塩ビであること、および添加剤にDOPが使用されていることがわかりました。そこで、塩ビのホースを別材料ホースに変更し操業を行ったところ、異物はなくなりました。
材料そのものだけでなく、材料に含まれている添加剤が相性のよい塗料成分に溶解することによって異物となる場合もあります。作成したデータベースでは、添加剤の情報までも入れ込むことができません。
上記の例では、データベースだけでは異物の特定ができず、作業員からの情報提供により問題を解決することができました。つまり、データベースに加え、作業員をはじめとする周囲の人とのコミュケーションがあってこそ異物への効果的な対処が可能となるのです。
4.発生状況把握、外見観察による異物分析例(日ごろからの情報収集)
フィルム上にダイコータで塗料を塗布・乾燥した際の異物例をご紹介します。ここでは、フィルムを基材としてその上に塗料を塗工し、乾燥させ製品を製造しています。なお、塗工はダイコータ(ダイヘッドと呼ばれる塗工装置から塗工液を押しだしながら基材にコーティングする方式)を用いており、図3は塗工の様子を示しています。
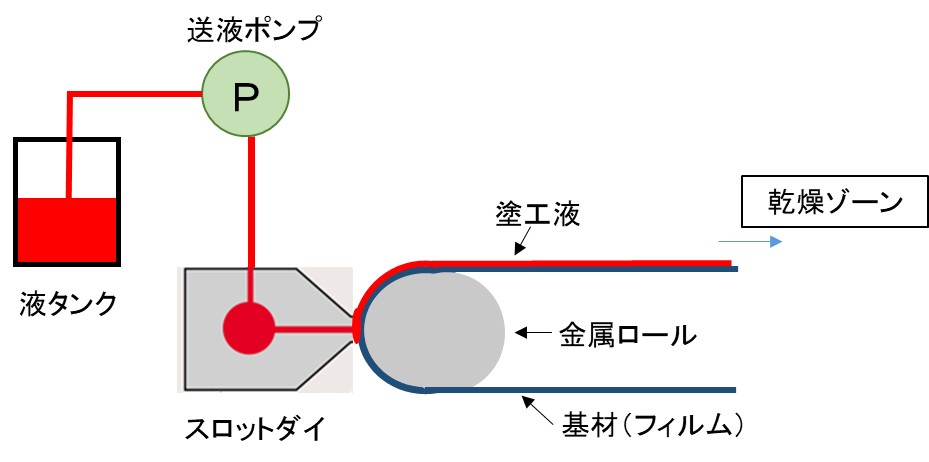
図3 ダイコータでの塗工図
図4はこの塗工後に観察された異物です。
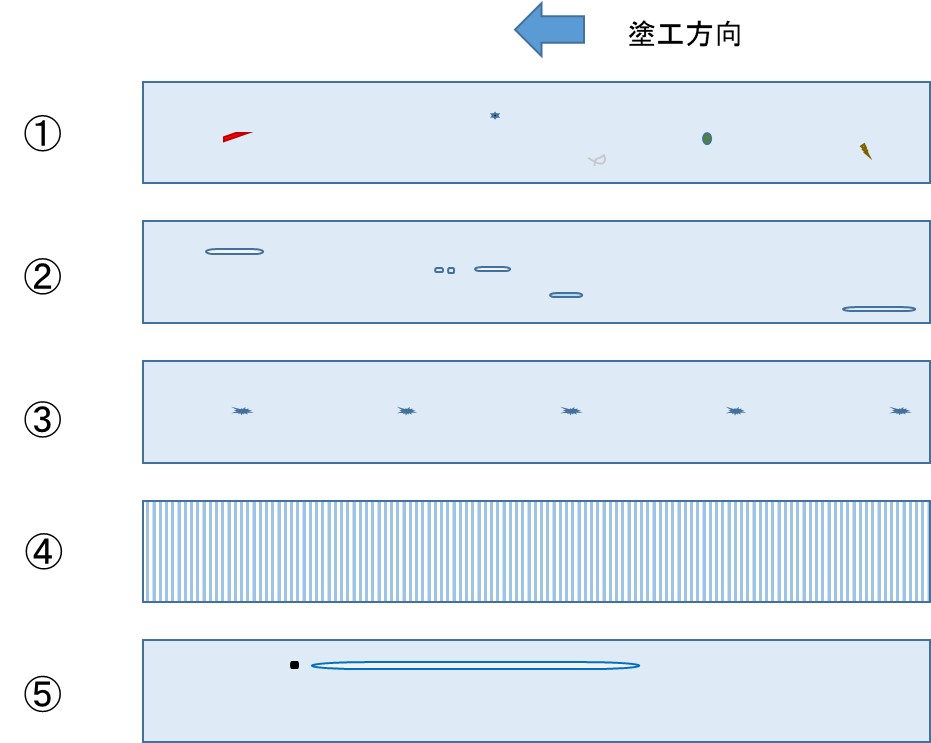
図4 塗工後の異物例
以下、図4 から発生した異物を注意深く観察したときの特徴と、それに対する解決策を提示します。
① 異物がランダムに並び、大きさ、形も様々である。
→工程ライン上でほこりなど周囲のごみが付着した可能性が考えられます。その場合の対応としては、周囲の清掃、湿度を上げる、人の出入りを極力減らす、乾燥ゾーン内の清掃などが有効です。
② 細長い異物が流れているようにある。中の色が薄く感じる。
→この異物が発生した日、塗工直前まで塗料を冷蔵庫に入れていました。コータ付近とダイの温度差でダイの表面が結露し、その水滴が塗料表面に落ちて乾燥しために異物となったと推測できます。そこで、環境温度差をなくすことで問題が解決しました。
③ 全幅の同じ位置に異物が並んでいる。さらに間隔が均等である。
→この間隔とフィルムパス内に使用されているロール径の長さ、およびロールの汚れを確認します。異物の間隔とロール径の長さが一致し、さらに異物と汚れの物質が同一であれば、ロールの汚れを除去することで異物問題が解決されます。
なお、異物の間隔は、複数のロールの汚れが重なって形成されている場合がある点に留意する必要があります。また、異物のかすれ具合などを観察しながら測定することが大切です。
④ 濃淡が縞模様になっている。
→縞模様の原因は、塗工量が一定間隔で変化している場合が考えられます。この事例では、塗工スピードと縞模様の幅から周期時間を計算したところ、ポンプの脈動が原因であることが判明しました。そこで、ポンプの交換により縞模様はなくなりました。また、このような縞模様ができた場合は、付近に振動起因物がないかどうかをチェックすることも必要です。
⑤ 長い尾を引いたようなあとにやや凸の異物がある。長い異物部の色はやや薄い。
→ダイスリットより少し大きな異物がダイ先端に詰まり、塗工された後に原因物質が流れ出たと考えられます。なお、この現象は他の塗工方法、例えばバー塗工の現場でもよく見られます。
一時的な対策としては、細かなメッシュに塗料を通すことが考えられますが、それでは塗料の配合が初期配合と変わってしまう可能性があるため、凸部分から異物を取り出し分析することによって根本的な対応を考える必要があります。
5.おわりに
このように、それぞれの異物の発生パターン、形状、色、大きさを正確に把握し、異物発生の状況をできるだけ詳しく知ることで問題の早期解決ができます。この例では、ダイコータという塗工方法の異物でしたが、バーコータやマイクログラビアコータ、カーテンコータ、スピンコータなど、製造方法の違いにより発生しやすい異物の形状は異なります。
また、成形分野でも同様に、成形方法や樹脂流れの違いにより、発生する異物に特徴があります。さらに、塗料や樹脂配合に関しても、異物となりやすい組み合わせや濃度があります。周囲の情報収集が異物発生原因の早期解決に不可欠ですので、日々少しずつ情報収集に努めてくださいね。
今回のポイントは、データベース、情報収集、コミュニケーションです。
日ごろからちょっと意識していただければよりスピーディな対応ができること間違いなしです。
